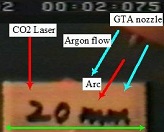
Movies of Laer-GasTungstenArc Hybrid in 1999
These movies on Laser Gas Tungsten Arc Hybrid welding were works by Dr.Jun Matsuda in the same institute during 20th century.
I had a special work to make effective hybrid welding system with New Nippon Steel company for underwater pipelines. Dr.Matsuda's work on hybrid welding was very helpful for our purpose. So, I ha high-speed pictures to understand hybrid welding. Movies on this page
Effect of laser beam on Gas Tungsten Arc behavior.
 Effect of hybrid welding. Side view.
Effect of hybrid welding. Side view.
1) GTA only, Arc is unstable. 0.15m/s, 100A, Ar20L/min
2) GTA only, Arc is unstable. 0.15m/s, 100A, Ar60L/min
3) 2kW laser only, low penetration. Ar20L/min
4) 2kW laser+100AGTA, good penetration. Ar20L/min
In case of GTA welding, speed is too high to produce stable anode spot. Laser beam assists to produce stable anode formation. Gsa Tungsten arc assists deep penetration of laser welding. This is the hybrid benefit.
| Side view. Effect of laser beam on anode spot motion |
|---|
 |
 |
 |
 |
| (1)GTA20L |
(2)GTA60L |
(3)Laser |
(4)Hybrid |
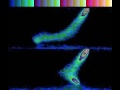
| Rear view. Effect of laser beam on anode spot motion |
|---|
 |
 |
 |
 |
| (1)GTA20L |
(2)GTA60L |
(3)Hybrid |
(4)Hybrid |
Anode motion of GTA.
Effect of weaving frequency of laser beam on anode formation.
Front view.
2kW laser +100A GTA, v=0.02m/s, Ar=60L/min.
1) Weaving frequency= 5Hz.
2) Weaving frequency=10Hz.
3) Weaving frequency=20Hz.
4) Weaving frequency=25Hz.
| Front view. Effect of laser beam on anode spot motion. |
|---|
 |
 |
 |
 |
| (1) 5Hz. |
(2)10Hz. |
(3)20Hz. |
(4)25Hz. |
Behavior of anode motion of GTA.
Behavior of anode motion of on unsuitable welding condition.
100A GTA, v=0.15m/s, Ar=60L/min.
1) Torch is not so high, and torcha angle is low.
2) Torch posiyion is too high.
3) Effect of welding direction on anode behavior.
4) Pseudo image of No.3 movie.
| Side view. Effect of anode motion. |
|---|
 |
 |
 |
 |
| (1)short |
(2)high |
(3)direction |
(4)direction |
Behavior of anode motion of GTA with laser illumination.
Behavior of anode motion of on unsuitable welding condition captured by laser illumination at 30fps.
100A GTA, v=0.15m/s, Ar=60L/min.
1) GTA only without laser illumination.
2) GTA only with laser illumination.
3) GTA and laser hybrid with laser illumination.
4) GTA and laser hybrid with laser illumination. Insufficient welding condition.
| Side view. Effect of anode motion at 30fps. |
|---|
 |
 |
 |
 |
| (1)GTA only |
(2)Hybrid |
(3)Hybrid |
(4)Hybrid |
High-speed video at 500fps. This high-speed video camera was one of the best camera in 2000.
 While the distance between cathode and base metal is short enoug, the anode moves continuously. However, the anode moves dicretely where the distance becomes too high.
While the distance between cathode and base metal is short enoug, the anode moves continuously. However, the anode moves dicretely where the distance becomes too high.
Behavior of hot wire/GTA and laser hybrid welding in 2011.
2012.08.18open,Å@2016.8.18revised



