8.9 冷陰極・熱陰極
 陰極からの電子放出現象は、電極形状、表面状態、含有元素の種類と状態、温度分布、シールドガスの状態、母材からの金属イオン・原子の到達状況など、様々な要因に影響されます。時間的に安定した状態については、多くの知見が存在します。放電初期の過渡的な状況については、非常に短時間で生起する現象であり、未解明の部分も多く残っています。適切な高温度の電極は電子を安定に放出します。使用する電流値に対して電極径が大きすぎる場合は、電極先端領域は電子を安定に放出できる温度までには到達せず、予期しないところから電子を放出します。
陰極からの電子放出現象は、電極形状、表面状態、含有元素の種類と状態、温度分布、シールドガスの状態、母材からの金属イオン・原子の到達状況など、様々な要因に影響されます。時間的に安定した状態については、多くの知見が存在します。放電初期の過渡的な状況については、非常に短時間で生起する現象であり、未解明の部分も多く残っています。適切な高温度の電極は電子を安定に放出します。使用する電流値に対して電極径が大きすぎる場合は、電極先端領域は電子を安定に放出できる温度までには到達せず、予期しないところから電子を放出します。 溶接開始時にの電極温度は室温で、電子を放出するには強力な電磁界が必要です。通常は高周波をかけて、溶接アークを放出します。
溶接開始時にの電極温度は室温で、電子を放出するには強力な電磁界が必要です。通常は高周波をかけて、溶接アークを放出します。
右図に電極直径とその電極径で安定に電流が流れる範囲を示します。交流で使用する場合には、タングステン電極から電子を放出する陰極期間と電子が流入する陽極期間とが交互に発生します。電子が流入する陽極時には電極は電子の突入により発生する熱で高温となるため、適正電流範囲は低い条件となります。
直流での溶接の場合に、電力を供給するコンタクトチップから電極先端までの突き出し長さも、電極温度に影響します。電流が電極の中を通過することで、電極内部にはジュール発熱により加熱されます。狭開先での溶接のように、突き出し長さが長くなると電極先端部は過熱され、消耗が激しくなるため、右図に示すように突き出し長さにより使用可能な電流値は制限されます。タングステン電極は非消耗電極として定義されていますが、実際にはアークを長時間発生させると、少しづつ消耗します。特に電極に微量含有されているトリアなどが、選択的に消耗します。このため、一定時間使用した電極は、表面を専用の研削機械で削って新しい状態にして使用します。
純タングステン電極を使用する場合には、電極温度が室温状態という低温度でアークを発生させるため、陰極点の発生はなかなか安定せず、電極表面を走り回る現象が起こります。
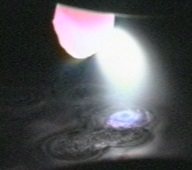
右の写真に、純タングステン電極を用いて高周波起動を試みたけれども、アーク発生までにはいたらなかった電極の状態を示します。未使用のタングステン電極表面は、研磨されているため白い光沢があります。高周波起動時に陰極点が白い光沢面(酸化皮膜に覆われた状態)を走り回り、表面皮膜を破壊した結果、写真のように灰色の状態になります。純タングステン電極では、基本的に電極先端部が溶融した状態になるまで、アーク発生は安定しませんから、もっぱら交流溶接で使用されています。
一般に電極先端部を円錐状に研削し、先端部を尖らせて使用します。これは、電極本体部の温度はあまり上昇させず、先端部のみを電子が安定に放出できる温度に上昇させるためです。
 円錐部の断面積が減少することにより円錐部を流れる電流密度が断面積に半比例して高くなり、発生する熱量が増加するため先端部が効果的に加熱されます。また、熱伝導による損失も減少します。電極径が細すぎたり先端部が先鋭すぎると、過熱され消耗が速くなります。大電流を使用する場合には、先端部を切り落としたり、角度を2段階に変化させて、先端部の消耗を低下させています。
円錐部の断面積が減少することにより円錐部を流れる電流密度が断面積に半比例して高くなり、発生する熱量が増加するため先端部が効果的に加熱されます。また、熱伝導による損失も減少します。電極径が細すぎたり先端部が先鋭すぎると、過熱され消耗が速くなります。大電流を使用する場合には、先端部を切り落としたり、角度を2段階に変化させて、先端部の消耗を低下させています。
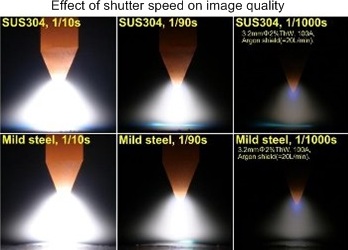
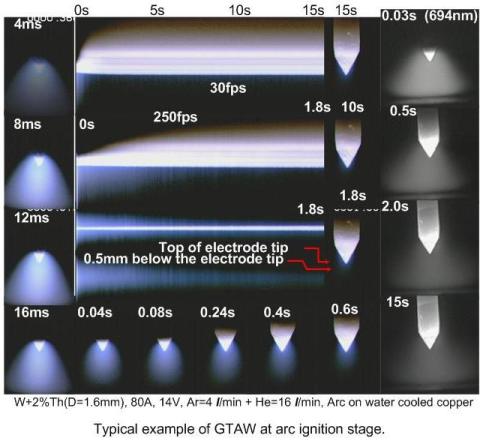 アーク発生直後の電極温度が低い状態(冷陰極)では電極表面で極点が高速度で運動し安定な状態(熱陰極)になるまでに、0.5秒程度の時間が必要となっています。安定な状態に至る時間は、電極の材質、直径、先端部形状、シールドガスや母材の状態などにより変化します。アークが短時間で安定する場合もあれば、安定しない場合もあります。電流値と電極径と先端形状が、アークの安定にいかなる影響を与えるのかについて、以下に例示しています。以下の図は白黒カメラに950nmの干渉フィルタを装着して撮影した結果であり、時刻暦表示では、電極とアーク部とを識別しやすいように、電極部を緑系、アーク部を赤色系で表示しています。
アーク発生直後の電極温度が低い状態(冷陰極)では電極表面で極点が高速度で運動し安定な状態(熱陰極)になるまでに、0.5秒程度の時間が必要となっています。安定な状態に至る時間は、電極の材質、直径、先端部形状、シールドガスや母材の状態などにより変化します。アークが短時間で安定する場合もあれば、安定しない場合もあります。電流値と電極径と先端形状が、アークの安定にいかなる影響を与えるのかについて、以下に例示しています。以下の図は白黒カメラに950nmの干渉フィルタを装着して撮影した結果であり、時刻暦表示では、電極とアーク部とを識別しやすいように、電極部を緑系、アーク部を赤色系で表示しています。
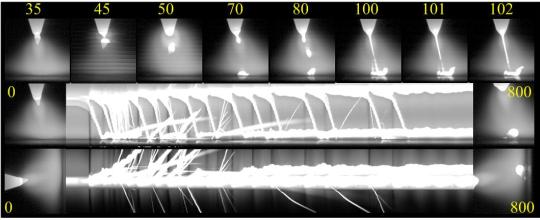
上図に電極径が電流に対して大きすぎる場合の不安定現象の一例を示します。絶縁破壊時に電極表面に複数の明るい陰極点が生じ、母材にも複数のアノードスポットが発現します。この高周波が起動している初期期間はアーク部の発光もやや高く、電極先端に陰極点が認められます。高周波を終了した時点で、陰極点の形成が不安定になり、陰極点が表面を高速度で移動します。アーク発生から0.25秒経過した時点で、陰極点が陰極の肩部分に固着し、安定な状態になります。しかし、アークの発生は安定しているものの、本来の電極先端部には陰極点が存在しないため、溶接と言う観点からは不安定な状態です。

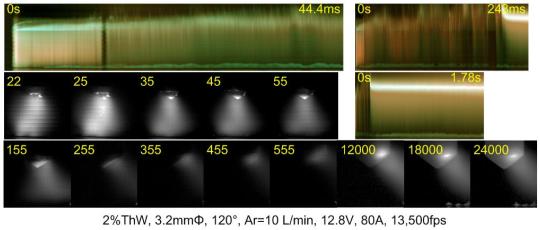
上図は、太い電極径と形状に対して電流が不足しており、アークが不安定になりやすい例です。この場合には、先端部を研磨した後にアークを発生させた例であり、絶縁破壊は電極先端部で生じており、順調にアークが安定しています。電極表面を研磨していない場合には、電極表面にデンドライト結晶やトリアや酸化タングステンが形成されていることが多く、冷陰極状態の時に、これらの突起物が陰極点を形成しやすくなります。このため、電極表面研磨が不十分な場合には、側面に陰極点が固着しやすくなります。アークを安定に起動させるという観点から、電極表面を研磨することは重要です。
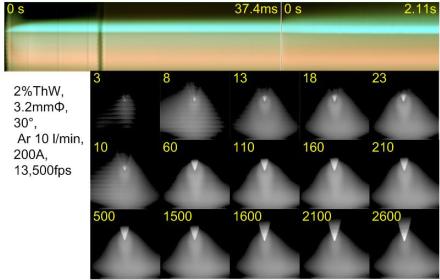 右図に、電極径と溶接条件が良好でアーク起動が安定に行われている一例を示します。電極表面もきちんと研磨しており、アーク発生(絶縁破壊)直後に陰極点が電極上部に発生しています。短時間で不安定状態が終了し、瞬時にアークが安定して発生していることがわかります。
右図に、電極径と溶接条件が良好でアーク起動が安定に行われている一例を示します。電極表面もきちんと研磨しており、アーク発生(絶縁破壊)直後に陰極点が電極上部に発生しています。短時間で不安定状態が終了し、瞬時にアークが安定して発生していることがわかります。
 これは、シールドガスがアルゴンの場合です。
これは、シールドガスがアルゴンの場合です。
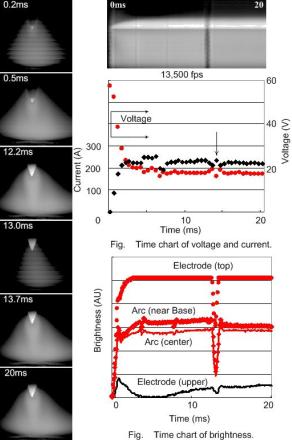
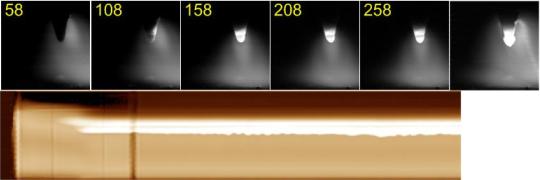
右の図は、電流値が230Aの場合の電圧・電流値のグラフと輝度の時間変化について測定した結果です。アーク発生時の3ミリ秒程度の間はアーク電流と電圧とは安定せず、完全な過渡状態となります。高速度ビデオの撮影では映像に雑音はほとんど入りませんが、電圧・電流の測定では、かなり雑音が入ります。平均化処理により雑音を除去した結果を示しています。アーク発生から約13ミリ秒後に輝度の低い時点がありますが、電圧・電流値にも変化が測定されています。この結果から、この時点でアーク起動用の高周波がなくなったと判断しています。最近の電源を使用した撮影結果ではこのような輝度の変化する現象は観察していませんので、この電源に特有な現象と考えています。右図左側に示した各瞬間の映像でも、13ミリ秒後の時点の映像にだけアークが細く撮影されています。電極先端部輝度のグラフでは2ミリ秒経過後は一定値となっています。電圧・電流値が安定な一定値になった時間とほぼ同一となっています。輝度自体はほぼ最大値となっていますので、オーバーフローにより一定値を示している可能性はあります。
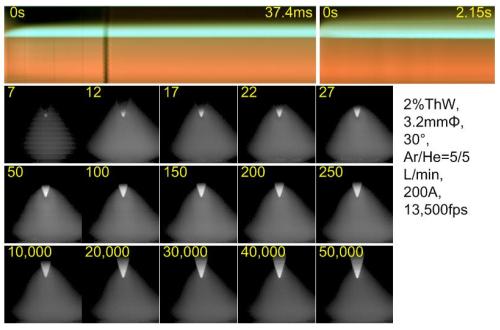
右図にシールドガス組成をアルゴンとヘリウムを同量にし、5L/minづつ流した場合の例を示します。その他のアーク発生条件は上記と同じであり、この場合も良好にアーク発生しています。起動時の不安定性はほとんど観測されていません。
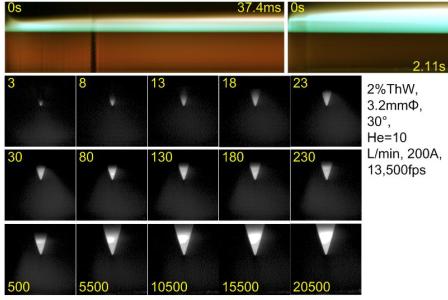 右図に示すように、シールドガスがヘリウムの場合にも同様に安定なアーク発生が行えています。純ヘリウムシールドの場合には、電極が定常状態にまで明るくなるのに必要な時間は若干増加しています。ヘリウムシールドの場合には、定常状態になると電極全体の温度が上昇し、電極のかなり上まで明るく光ります。この現象については、SEM写真とともに後ほど議論します。
右図に示すように、シールドガスがヘリウムの場合にも同様に安定なアーク発生が行えています。純ヘリウムシールドの場合には、電極が定常状態にまで明るくなるのに必要な時間は若干増加しています。ヘリウムシールドの場合には、定常状態になると電極全体の温度が上昇し、電極のかなり上まで明るく光ります。この現象については、SEM写真とともに後ほど議論します。

小電流の場合には、電極径を小さくすることで安定にアークを発生させることができます。高周波が作動している時間帯と、停止して移行の時間帯のアークの状況が少し変化していますが、短時間で安定なアーク状態になっています。
 右図は電極先端を先鋭にしすぎて、先端部か過熱され溶融落下した状況を示します。電極内部を流れる電流密度が高すぎると、電極温度は溶融温度以上に増加しやすく、はなはだしい時には右図に示すように先端部が溶融落下します。溶接金属にタングステンが吸収されると冶金的に不健全となる危険性が高くなるために、過大な電流値を選定しないように注意する必要があります。
右図は電極先端を先鋭にしすぎて、先端部か過熱され溶融落下した状況を示します。電極内部を流れる電流密度が高すぎると、電極温度は溶融温度以上に増加しやすく、はなはだしい時には右図に示すように先端部が溶融落下します。溶接金属にタングステンが吸収されると冶金的に不健全となる危険性が高くなるために、過大な電流値を選定しないように注意する必要があります。

直径1mmΦの電極を使用した例を右図に示します。先端角度がこの程度であれば、電極は溶融せず安定にアークを発生できます。母材領域に明るく光っている点がありますが、これは、この前に実施した実験で電極の一部が水冷銅板に落下して、付着したものです。母材側にタングステンが付着していると、アノードが選択的にこのタングステン粒に集中して、明るく光ることが良くあります。タングステン粒は水冷銅板とはなじみにくいので、粒上に溶融したままとなります。本来、このような例を示すのは好ましくないのですが、陽極点が集中する例として表示しています。
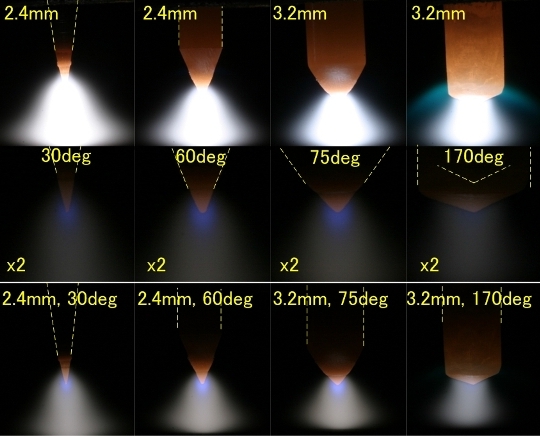
 右表に、ここまで示してきた代表的な形状の電極先端部温度を計算した結果について示します。計算に使用した仕事関数は2%トリウム入りタングステンの値を使用しています。アークの写真から、カソード領域の面積を算出し、その領域の温度が同一(電流密度が同じ)であると仮定して温度を計算していますので、厳密には正しくないのですが、大まかな温度の傾向を指し示すと考えています。下図に計算に使用した映像を示します。
右表に、ここまで示してきた代表的な形状の電極先端部温度を計算した結果について示します。計算に使用した仕事関数は2%トリウム入りタングステンの値を使用しています。アークの写真から、カソード領域の面積を算出し、その領域の温度が同一(電流密度が同じ)であると仮定して温度を計算していますので、厳密には正しくないのですが、大まかな温度の傾向を指し示すと考えています。下図に計算に使用した映像を示します。
下図に純タングステン電極のアークスタート時の状況を示します。純タングステン電極はアーク起動が難しいのですが、この例のように先端部を先鋭に尖らせると簡単にアークが始動することがあります。しかし、先端部は瞬時に溶融して、溶融した部分が落下してしまう傾向があります。純タングステンの仕事関数は大きく、基本的には溶融した状態でなければ安定に溶接に必要な電流密度とはなりません。
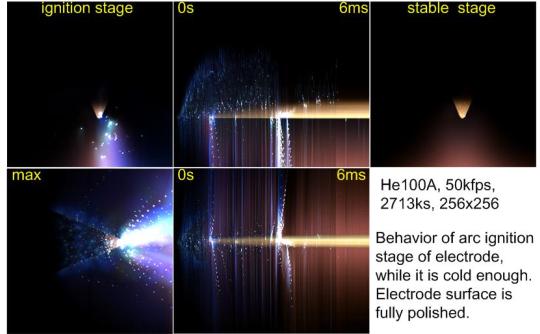
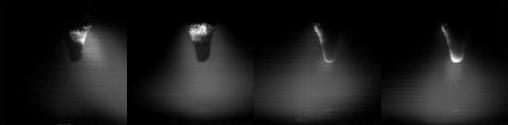
さて、本節でここまで表示した例は、安定した熱陰極として動作するまでの時間に着目した高速度ビデオの映像事例です。ここから以降では、電極温度が電子放出には不十分な冷陰極現象に着目して、実験した例を示します。下図は、撮影速度50kfpsにおける100Aのヘリウムアーク発生時現象の映像例です。プラズマ中の金属イオンの影響を可能な限り除外するために、母材としては水冷銅板を使用しています。[8.7 時間軸の解析]では、53kfpsの映像例を示し、この程度の撮影速度では、冷陰極の挙動を詳細に観察するのには不十分であることを説明しました。実際、最初の1ミリ秒の短時間で陰極点が電極表面上を移動しており、一画面に複数のカソードスポットが観測されたとしても、同時に複数発生しているのか、あるいは、異なる時間帯に瞬間的に発生・消滅して、結果的に複数が観察できているのかは明確ではありません。電極から放出されたスパッタに関しては、最大値画像や時刻暦画像の軌跡を観察することで、類推は可能です。
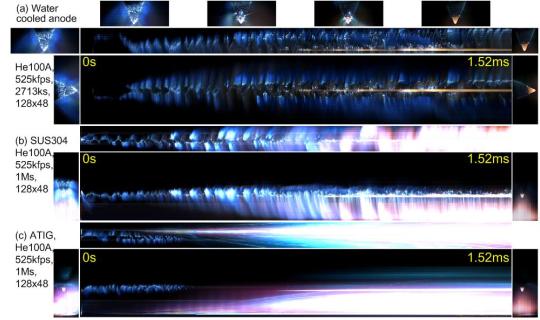
下図に撮影速度が約10倍の525kfpsの撮影結果の例を示します。このような超高速度撮影になると、撮影できる最大の画素数は128x48程度に減少します。電極先端部表面のみを観察する場合には、上段(a)に示すように、横長画面で同一の画角観察ができます。電極先端部とアーク領域を同時に観察する場合には、画角を小さくして縦長画面に変更する必要があります。
最低限必要な領域を撮影した結果が、中段(b)と下段(c)の2組の映像です。中段の映像は、上段(a)と同じ溶接条件で母材が清浄なSUS304、下段(c)は溶接条件は同一で母材SUS304に活性フラックスを塗布した例です。冷陰極の挙動には、プラズマ状態が大きく影響します。比較のために、アーク始動時にプラズマ中に金属イオンが混入しやすい活性フラックス塗布の条件を加えています。水冷銅板上にアークを発生させた場合(a)には、電極表面での陰極点発生が多発し、表面上を活発に移動する現象が認められます。一方、SUS304上にアークを発生させた場合(b)には、電極表面に陰極点が多発する期間は約半分に減衰し、母材との間に発生するアークからの発光が相対的に強くなります。活性フラックスを塗布した場合(c)には、その傾向がさらに強まり、0.5ミリ秒程度の時間帯で、電極先端部に陰極点が集中して発生しています。
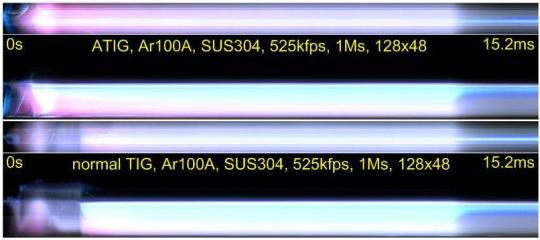
下図にアルゴンシールドの場合を示します。SUS304の表面に活性フラックスを塗布してアークを発生させています。アルゴンはヘリウムに比較して電離しやすいため、タングステン電極表面での陰極点の活動はさほど目立ちません。絶縁破壊初動時(アーク発生時)に陰極先端部に青い絶縁破壊の兆候が見られ、その直後にアノード(母材)から青白い光が立ち上る現象が確認されます。0.5ミリ秒後に電極と母材の双方から赤い色のプラズマの発生が認められ、すぐに両者が結合し、約1ミリ秒後に白く輝く状態になります。中段は52.5kfps相当の波形を時系列でプロットしています。中段左端の最初の約1ミリ秒で初期の不安定が解消され、約13ミリ秒後まで冷陰極状態が続き、その後安定した状態に移行しています。
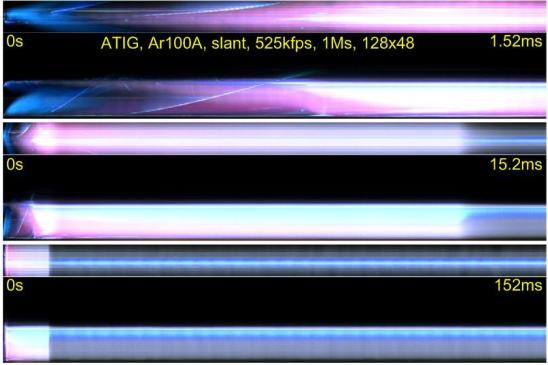
下図は活性フラックスの効果を比較した映像です。上段の活性フラックスを塗布した状態(ATIG)では、アーク発生時の不安定状態が約1ミリ秒続きます。活性フラックスを塗布していない状態(normalTIG)では、中段に示した約1.52ミリ秒間は不安定な状態が続き、最下段の1.52から3.04ミリ秒間の状態を示す図では、不安定状態は約2.4ミリ秒間続き、その後安定しています。

下の図は上図の10倍の時間間隔で比較し直した例です。左端に示した冷陰極状態での不安定期間の比較例を見ると、アークの不安定性は双方ともほとんど差が認められない状態です。アーク自体の不安定時間は、フラックスを塗布している場合には短く、フラックスを塗布していない場合には長くなっています。冷陰極から熱陰極に変わる最も大きなファクターは、電極内部を流れる電流によるジュール加熱ですから、陰極側の不安定時間はほぼ同じになるのには納得ができます。
母材側の陽極領域が活性フラックスに影響されていることも理解できます。
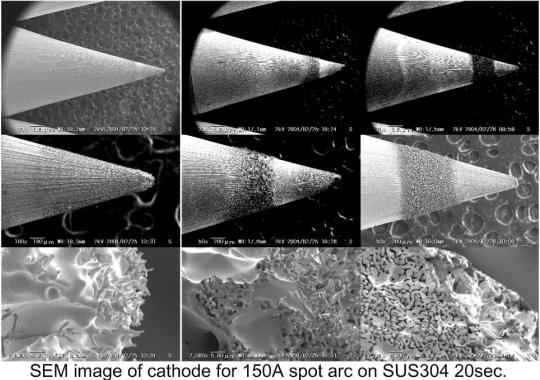
下図は一瞬だけアークを発生させた後、すぐにアークを止めて、アーク発生初期の陰極点挙動がタングステン電極表面に及ぼす影響を観察した結果の一例です。電極が十分暖まって熱陰極状態になると、鉄やクロムなどの金属原子は、電極表面に安定には存在できません。電極が十分暖まっていない状態では、母材表面から噴出して電極表面に衝突した鉄やクロムなどの原子の一部は電極表面に留まっていることができます。実際に、電極の主成分である、タングステンとトリアのみでなく、鉄やクロムが表面に付着しているのが観察されています。より電子放出が多いと考えられる電極先端部には、鉄やクロムは少ないものの、その上部の電子放出が少ないと考えられる領域に鉄とクロムの存在が確認できます。また、鉄やクロムが再結合できる温度範囲を超える、上部のより温度が低い電極表面領域では、鉄やクロムは付着していません。この境界線はアーク始動時に、傘状に緑色の発色が認められるプラズマ領域とほぼ一致しています。
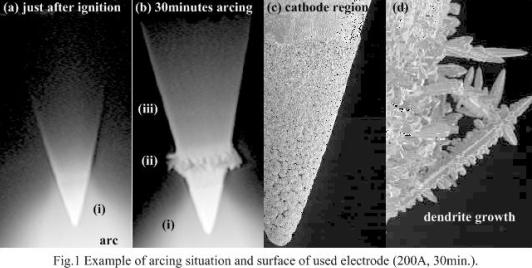
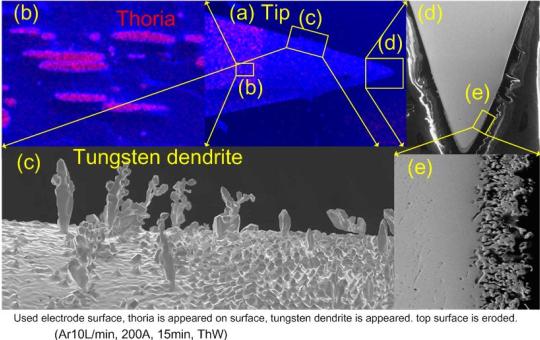
熱陰極になった定常状態の映像を下図に示します。上の図の黄色い破線で囲んだ領域近傍からアークが出ていることが分かります。アーク発生が30分連続すると、主にアークが出ている電極領域(i)の上側(ii)にタングステンのデンドライト結晶(リム)が発生していることがわかります。リムが発生している領域の上側の電極表面(iii)から酸化タングステンが蒸発し、高温雰囲気中で解離、電離が生じ、電離したタングステンイオンは電極側に飛行し、電極に衝突したタングステン原子は、デンドライト結晶として成長します。また、高温の電極先端部では、トリウムやタングステンの蒸発や昇華が生じ、表面は若干隆起し、内部に多くの間隙が生成されます。
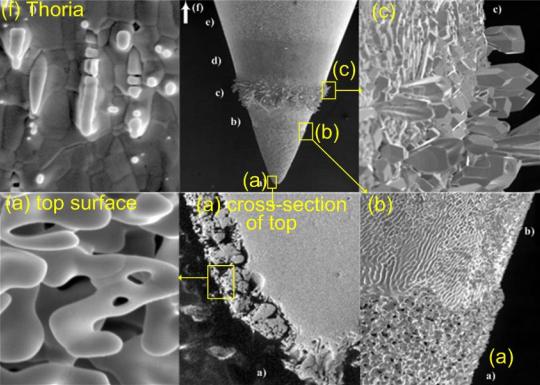
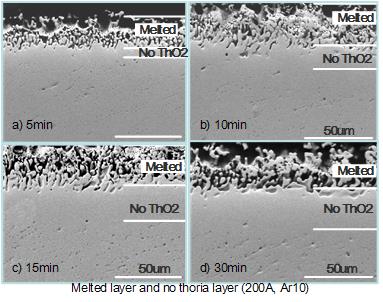 右図に、一定時間使用した電極先端部の断面写真と、その写真から計測した表面のポーラスな領域の厚みと、その下部に存在するトリアが欠乏している領域の厚みを示します。タングステン電極は非消耗電極として定義されていますが、微視的には結構な割合で消耗しています。まず、トリアが選択的に消耗し、トリアがある程度残存している領域では小さな樹枝状の形態になっています。トリアが大幅に欠乏した領域では、
右図に、一定時間使用した電極先端部の断面写真と、その写真から計測した表面のポーラスな領域の厚みと、その下部に存在するトリアが欠乏している領域の厚みを示します。タングステン電極は非消耗電極として定義されていますが、微視的には結構な割合で消耗しています。まず、トリアが選択的に消耗し、トリアがある程度残存している領域では小さな樹枝状の形態になっています。トリアが大幅に欠乏した領域では、 タングステンが部分的に溶融し、比較的大きな突起となっています。結果的に電極先端の表面部は多孔質で複雑な界面を形成します。ポーラスな領域は10分程度で約35ミクロン程度の厚みに安定します。その下部のトリアが欠乏する領域は30分程度までは増加し、それ以降は全体的な消耗に影響され、厚みの増加は少なくなり、安定した消耗が続きます。溶接条件と電極形状によっては、先端部全体のトリアが欠乏しタングステンのみになり、先端部全体が溶融し、落下するなどの事態が生じる場合もあります。
タングステンが部分的に溶融し、比較的大きな突起となっています。結果的に電極先端の表面部は多孔質で複雑な界面を形成します。ポーラスな領域は10分程度で約35ミクロン程度の厚みに安定します。その下部のトリアが欠乏する領域は30分程度までは増加し、それ以降は全体的な消耗に影響され、厚みの増加は少なくなり、安定した消耗が続きます。溶接条件と電極形状によっては、先端部全体のトリアが欠乏しタングステンのみになり、先端部全体が溶融し、落下するなどの事態が生じる場合もあります。
右図に、巨視的な電極の構造と通電時間経過による構造量の変化を示します。電極は製造過程で、焼結圧延されています。このため、高熱にさらされていない状態では、右下(4)のように長さ方向に引き伸ばされた界面構造となります。一旦溶接に使用され、内部を溶接電流が流れ、外部がプラズマなどの高温気体にさらされると、内部構造も変化します。標準的な電流値を守っている限りでは、先端部を鉛筆(円錐形)状に研削研磨した効果が発揮され、もともとの太さを保っている領域では、内部構造はほとんど影響を受けません。高温状態に一定時間さらされると、内部の結晶粒は成長増大し、より高温な領域ほどその成長(グレインサイズ)は大きくなります。
以上の変化を考えると、一定時間使用した後に、表面を再研磨することは大きな意義があります。先端部表面のポーラスな領域とトリアが欠乏した領域を研削研磨して、所定量のトリアが含まれている状態に復元して使用することにより、先端部の溶融などを防ぎ、安定した溶接が可能となります。また、先端部から離れた表面には、トリアが滲出している領域とタングステンの微細な結晶が生成されている領域があります。これらがアーク始動時の陰極点の不規則変動の原因となっています。研削研磨により、これらも除去されるために、アークの発生を安定に行えるという効果もあります。
下図に、シールドガス中に2%酸素を混ぜてアークを発生させた場合に、電極に生じる現象の一例を示します。電極表面の上方に酸化したタングステンが粒上に浮き上がり下方に流れていきます。電極が高温で周囲のガス温度の高い領域に移動するのに伴い、酸化トリウムの蒸発により粒は微細化します。一部の粒内部では内部で蒸発したガスが温度で膨張し、粒の皮膜が破裂している映像も観察されています。中ほどの高温領域では、タングステンは全て酸化され、トリアの酸素もタングステンに奪われてトリウムがむき出しになり、見た目の成分量は増加して撮影されます。より電極先端部に近い領域では、酸化物の形態では存在できなくなり、地肌にタングステンが増加して撮影されます。

 右図にヘリウムシールドで、200Aのアークを5秒間流した電極の表面状態を示します。アークが発生している領域内上部表面(右上画面の先端から1.2mm程度左側)にタングステンのデンドライト結晶の成長(左下映像)が認められます。また、電子放出の盛んな先端部付近では、表面が溶融してポーラスな状態(右下画面)になっていることが認められ、トリアが一定程度残存している部位は小さく白色で撮影されています。トリアが存在せず、タングステンのみが残存している部分は大きな融滴として残存しています。トリアが存在している領域では仕事関数が低く、電子放出によるエネルギーロスとトリアの蒸発によるエネルギーロスにより、小さい状態のまま存在できると考えています。トリアが枯渇すると電子放出能力は低下し、イオンや原子の衝突によるエネルギー流入が勝り、結果的に電極先端部が溶融しないと電子が放出できなくなると考えています。さらに右上の電極表面には写っていない、より上部の表面では内部からトリアが析出していることが確認できています。
右図にヘリウムシールドで、200Aのアークを5秒間流した電極の表面状態を示します。アークが発生している領域内上部表面(右上画面の先端から1.2mm程度左側)にタングステンのデンドライト結晶の成長(左下映像)が認められます。また、電子放出の盛んな先端部付近では、表面が溶融してポーラスな状態(右下画面)になっていることが認められ、トリアが一定程度残存している部位は小さく白色で撮影されています。トリアが存在せず、タングステンのみが残存している部分は大きな融滴として残存しています。トリアが存在している領域では仕事関数が低く、電子放出によるエネルギーロスとトリアの蒸発によるエネルギーロスにより、小さい状態のまま存在できると考えています。トリアが枯渇すると電子放出能力は低下し、イオンや原子の衝突によるエネルギー流入が勝り、結果的に電極先端部が溶融しないと電子が放出できなくなると考えています。さらに右上の電極表面には写っていない、より上部の表面では内部からトリアが析出していることが確認できています。
 右図にアークの発生状況とその時に用いた電極の表面状態の写真を示します。左端はアルゴン100%、中央はアルゴンとヘリウムが半々、右端がヘリウム100%でアークを発生させた場合の結果です。ヘリウム100%の場合には、電極先端から離れた上部が明るく光っており、この部分にはタングステンデンドライト結晶が多く生成しています。明るく光っているのは、タングステンイオンが再結合するときに発生する熱と、デンドライト結晶が再結晶化するときに発光する光、及び高温の結晶からの熱放射が合算されたものと考えられます。これらの映像は、全て5秒間のみアークを発生させた後の電極先端部を観察した結果です。ヘリウムシールドの場合には、ヘリウム原子が軽いためにシールドが不完全になりがちであり、周辺の空気を若干巻き込んで、酸化タングステンの蒸発が盛んになったと考えられます。
右図にアークの発生状況とその時に用いた電極の表面状態の写真を示します。左端はアルゴン100%、中央はアルゴンとヘリウムが半々、右端がヘリウム100%でアークを発生させた場合の結果です。ヘリウム100%の場合には、電極先端から離れた上部が明るく光っており、この部分にはタングステンデンドライト結晶が多く生成しています。明るく光っているのは、タングステンイオンが再結合するときに発生する熱と、デンドライト結晶が再結晶化するときに発光する光、及び高温の結晶からの熱放射が合算されたものと考えられます。これらの映像は、全て5秒間のみアークを発生させた後の電極先端部を観察した結果です。ヘリウムシールドの場合には、ヘリウム原子が軽いためにシールドが不完全になりがちであり、周辺の空気を若干巻き込んで、酸化タングステンの蒸発が盛んになったと考えられます。
下図はアルゴンシールドで200Aのアークを1分間流した後の電極を観察した結果です。2%トリア入りの電極ですが、ヘリウムシールドの場合と同様に電極先端部表面は溶融し、複雑なポーラス状態となっています。ポーラス状組織のすぐ上は、内部の界面構造に依存した形状で縞模様が存在しています。不純物がたまりやすい界面部から溶融が開始されて、界面部が深く侵食されたものと考えています。デンドライト結晶はいまだ成長初期の段階であり、柱状突起のみが観察できます。より先端から離れた上部領域では、トリアが界面から析出していることも確認されています。
下図は一旦アークを発生させた電極を、表面研磨せずに再使用して高速度ビデオで撮影した結果を抜き書きしています。アーク発生直後の冷陰極時には、デンドライト結晶が生成している領域に陰極点が固着しやすく、この領域を不規則に周回し一定時間経過した後に、突如先端部に移行します。先端部にはトリアはほとんど存在していません。このため、陰極点が先端部に移行した直後に先端部が溶融する場合も多く観察しています。
はなはだしい時には、溶融した先端部が落下し、陰極点がまた、上部のデンドライト結晶が存在する領域に移行して長時間そのままの状態を保ち、なかなか安定した熱電極状態にならない場合も存在しました。
下図に実際に先端部が溶融した結果の一例を示します。図面下側の時刻暦表示で中央やや上に明るく表示されているのは、電極先端部です。先端部が溶融し、時々刻々と振動している状況が、明るい領域下端が波うっていることで判別できます。最終的にはこの先端部は落下しました。右端の写真は先端部が溶融している時点の写真です。
下図に200Aの電流を15分間流し続けた後の電極表面部を示します。傾向はここまでに表示した結果と同様です。トリアが析出している領域が若干先端よりに移行しています。デンドライト結晶の生成量やトリアの析出する領域はシールド状態に依存し、アーク始動前に、シールドガスを流す時間が不足している場合などでは、シールド領域に若干の空気成分が残存し、デンドライト結晶の生成量はかなり多くなります。
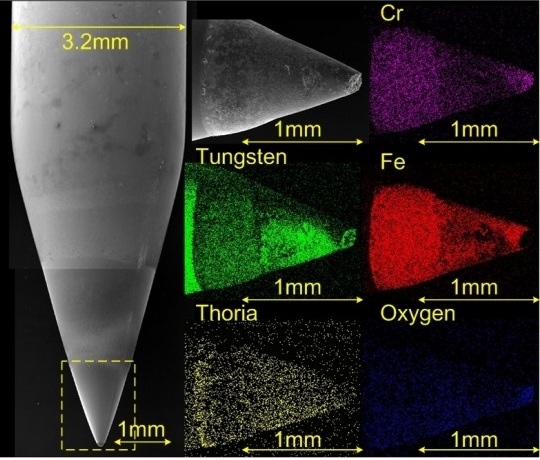
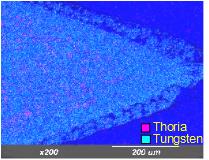 右図に、電極先端表面と、電極先端部を半割にして内部断面を観察した結果を示します。少し分かりにくいのですが、観察されたトリアを赤く、タングステンを青で表示しています。電極先端部表面は溶融・蒸発により、表面が侵食されています。内部の奥深い領域では、トリアの存在が確認できます。表面に近い領域では、トリアは表面に拡散・蒸発して、トリアの観察できない層が存在します。このようにアークを所定時間発生させた電極先端表面部には、トリアがほとんど無い状態となります。また電極上部表面には多くの突起状物質が生成しています。これらの存在がアーク始動時の不安定現象につながります。
右図に、電極先端表面と、電極先端部を半割にして内部断面を観察した結果を示します。少し分かりにくいのですが、観察されたトリアを赤く、タングステンを青で表示しています。電極先端部表面は溶融・蒸発により、表面が侵食されています。内部の奥深い領域では、トリアの存在が確認できます。表面に近い領域では、トリアは表面に拡散・蒸発して、トリアの観察できない層が存在します。このようにアークを所定時間発生させた電極先端表面部には、トリアがほとんど無い状態となります。また電極上部表面には多くの突起状物質が生成しています。これらの存在がアーク始動時の不安定現象につながります。
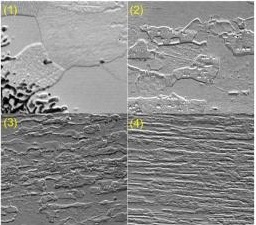
下に示す2組の画像は、白黒高速度カメラに950nmの干渉フィルタを装着して撮影した画像と、同時にカラーの高速度カメラで撮影した結果の一例です。それぞれ、シールドガスにアルゴンを用い、適宜空気を混入して水冷銅板上に130Aのアークを発生している状況を撮影しています。白黒の映像は擬似カラー表示をしており、電極表面の大まかな温度分布を類推できます。純粋なアルゴンを使用している場合には、温度上昇は少なく、リムの生成も認められません。0.2%空気を混入した画像にはリムが発生していませんが、この画像は高速度カメラが途中で不調となり、リムが発生する時点までの状態しか撮影ができなかったためです。下のカラー映像ではリムの発生が確認できます。空気を混入すると、水冷銅板も一部溶融蒸発をしてしまい、その影響も若干含まれます。リムより下の領域のみにアークが撮影されています。逆に言うとアークが存在する領域の温度は高すぎて、タングステンデンドライト結晶が生成できないということになります。
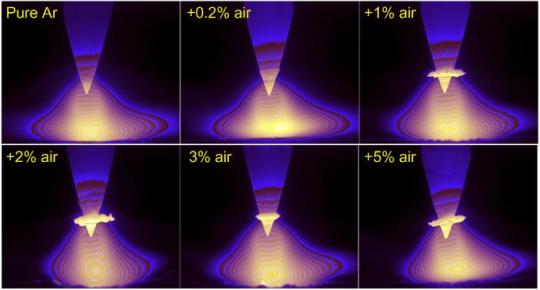
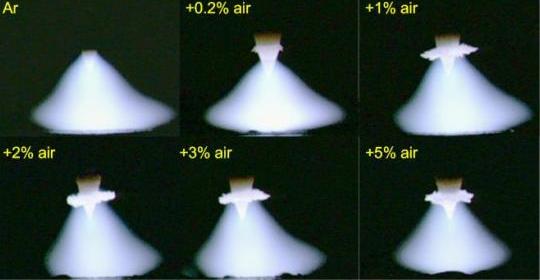
下に示すカラー映像でも白黒(熱)画像とほぼ同様な状況の映像が得られています。電極の可視光領域での発光強度は限られているので、近赤外の熱画像に比べると電極を明瞭に撮影できる範囲は狭くなります。また、空気が混入した状態では、アークは若干絞られた状態になります。空気もしくは酸素をシールドガスに加えることにより、溶込み深さを増加させようと言う試みは、多く実施されています。電極の異常消耗が大きな問題となるため、電極周囲を局部的に二重シールドし、電極の消耗を防止しつつ、シールドガスに酸素成分を添加する試みが行われています。
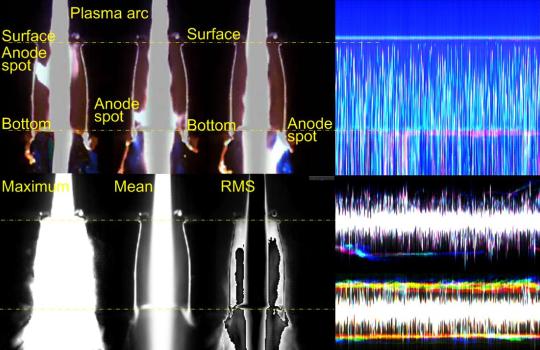
下図に典型的な熱陰極の状態の画像を示します。上段の映像は、電極中心軸上のスペクトル(波長帯=400−700nm)で、スペクトルの両端に、(左)950nmの映像と(右)カラー画像を半割りした映像を、高さ関係を理解する補助に示しています。下段の映像は、左から右に、950nmの映像全体から、その平均値と平均二乗誤差を正規化した映像、及びカラー画像の映像全体から、平均二乗誤差を正規化した映像と平均値の映像を示しています。950nmの映像は撮影条件が良好で、熱陰極(電極先端部)の時間的な変動が比較的大きいこと、先端部直下の楕円形のプラズマ部分はあまり変動が無いこと、その上側の陰極領域周辺部ではかなり変動が大きいことが、判別できます。カラー画像については露出オーバーでアークの主領域が飽和していることが分かります。この高速度カラービデオ画像は、アーク開始時の状況の観察を主眼としていたために、アーク安定状態では露出オーバーとなっています。
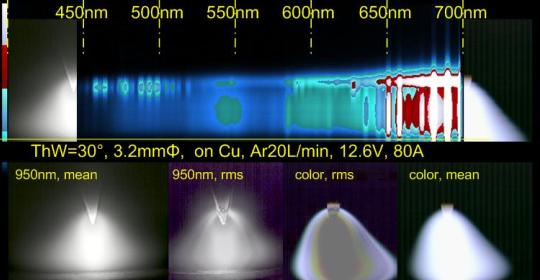
さて、650−700nmの光波長帯では、アルゴンの輝線スペクトルが優勢であり、電極先端部もその影響で再結合などの連続スペクトル輝度が高いことがわかります。注目すべきは、450−500nmの波長帯で、電極先端部から蒸発した金属(タングステン)イオンの電離と再結合によるスペクトルが認められます。アークは水冷銅板上に出しているため、母材からの金属蒸発はほとんど無い状態の映像です。
熱陰極には、シールドガス成分であるアルゴンイオンと金属イオンが衝突し、二次電子放出や電極成分(タングステンとトリア)の蒸発を引き起こします。電子が放出されることにより先端部は冷却されますが、イオンや原子の衝突による熱発生もかなりな量になり、陰極温度を上昇させる要因となります。この結果、タングステンやトリアの消耗が生じています。
右図は母材がSUS304及び軟鋼の場合の熱陰極アークの代表例です。右端の電極先端付近に青白く見えているのが、熱陰極から蒸発したタングステンなどの電離・再結合による発光です。電離した金属イオンの一部は、電界により陰極領域に引き戻され、陰極に衝突します。母材表面にも蒸発した金属蒸気の発光が認められますが、色合いが異なっているのが分かります。
 右図は、(1)冷陰極と熱陰極、(2)プラズマ、(3)冷陽極と熱陽極の時間経過について、概念的に図示しています。陰極については、電極温度が低いときには、仕事関数の低い酸化物表面に発生しやすく、高温になり酸化物が蒸発した後は、安定に電子を放出します。電子放出の際、熱量が持ち去られますので、条件によっては周囲のより高温の領域に移動します。陽極の場合には電子の突入により熱が投入されます。溶融している場合には、溶融面から金属蒸気の蒸発が生じやすく、溶融池直上の領域に存在する金属蒸気に電子が突入すると、一部の原子は電離します。溶融池表面に電離気体が豊富に存在すると、電子の飛行する経路としては有効な条件となります。このため、陽極は比較的安定にその位置に留まろうとする性質を持ちます。
右図は、(1)冷陰極と熱陰極、(2)プラズマ、(3)冷陽極と熱陽極の時間経過について、概念的に図示しています。陰極については、電極温度が低いときには、仕事関数の低い酸化物表面に発生しやすく、高温になり酸化物が蒸発した後は、安定に電子を放出します。電子放出の際、熱量が持ち去られますので、条件によっては周囲のより高温の領域に移動します。陽極の場合には電子の突入により熱が投入されます。溶融している場合には、溶融面から金属蒸気の蒸発が生じやすく、溶融池直上の領域に存在する金属蒸気に電子が突入すると、一部の原子は電離します。溶融池表面に電離気体が豊富に存在すると、電子の飛行する経路としては有効な条件となります。このため、陽極は比較的安定にその位置に留まろうとする性質を持ちます。
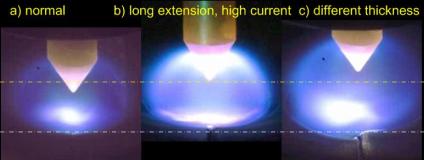 右図は突合せ溶接の映像例です。電極径は3.2mm、シールドガスはヘリウムで、電流値は150A です。左端は、母材に電極を近づけてシールドガス中に周囲の空気が侵入しにくくした場合です。左右の母材の板厚は共に3mmです。中央の図は、突き出しを長くし電極位置も母材から離した場合の映像です。周辺の空気を若干巻き込むために、金属蒸気の発生量が増えていることがわかります。右端は右側の母材板厚が3mm左側の板厚が1mmの例です。突き合わせ板の板厚がかなり違うと、熱容量が異なるため、表面温度に差が生じます。陽極点は、より高温の板厚が薄い方に集中しているのが分かります。
右図は突合せ溶接の映像例です。電極径は3.2mm、シールドガスはヘリウムで、電流値は150A です。左端は、母材に電極を近づけてシールドガス中に周囲の空気が侵入しにくくした場合です。左右の母材の板厚は共に3mmです。中央の図は、突き出しを長くし電極位置も母材から離した場合の映像です。周辺の空気を若干巻き込むために、金属蒸気の発生量が増えていることがわかります。右端は右側の母材板厚が3mm左側の板厚が1mmの例です。突き合わせ板の板厚がかなり違うと、熱容量が異なるため、表面温度に差が生じます。陽極点は、より高温の板厚が薄い方に集中しているのが分かります。
母材表面の酸化物は、構造的には不規則な場合が多く、陽極点の形成に大きく影響する場合があります。また、表面がつるつるして清浄に見えても、微視的に見ると多くの凹凸が存在し、酸化物以外にも水分や有機物が含まれています。前処理が不十分な場合には、金属表面に付着している酸化物や酸化物が含有している水分などが、溶接金属に進入して悪影響を及ぼす危険性があります。このため、溶接実験を実施する直前に、母材表面をグラインダー処理して、酸化物を除去し、同時にアセトンなどで有機物の除去を行います。活性フラックスも含めて、金属表面の異物は熱的には母材と絶縁している場合が多く、温度上昇は母材に比較して速くなり、蒸発もしやすくなります。これらの異物が蒸発すると、イオン化が生じ電流通路となります。結果的に、アーク発生時の挙動に影響を与えます。
下図に不適切なGTA溶接を実施し、アノード(陽極点)が不連続に形成された例を示します。アーク長が長く、電流値に対して溶接速度が速すぎる場合には、陽極点が特定の領域に固着し、トーチの移動によりアーク長が長くなりすぎて、直近の母材に陽極点が形成された領域に留まるほうが安定であり、アーク長が長くなりすぎた時点で、陽極点が一気に移動し、結果的に不連続な溶融痕を形成した例です。陽極点が形成されて一定時間経過した時点で母材の溶融が始まり、金属蒸気も噴出します。トーチが前方に移動し、電極−陽極点距離が長くなると、初めははっきりと見えていた電流通路(プラズマ)が次第に不明瞭になります。同時にトーチから伸びるプラズマも長くなります。トーチ−陽極点距離が長くなりすぎると、前方の新たな位置に陽極点が形成され、後方の陽極点は消えてしまいます。上図右側に、母材表面近傍の輝度を時刻暦表示した例を示します。
水平軸は左図と同様で、時間が上から下へと進みます。トーチ固定で下の母材が右へ移動しています。時間の経過と共に陽極点は右へ移動します。陽極点の右に見える暗い線が母材の移動速度を示しています。
この映像は1995年前後に撮影したものです。 当時は三相全波整流の重量のある電源を使用していました。このため、アーク電流の時間的変動は大きく、結果的にプラズマ輝度も時間的に大きく変動します。電源の構造は非常にシンプルで、このように常識から外れた電極−母材間距離を設定しても、安定にアークを発生させることが可能でした。最近の電源では、このような使い方をするのが難しくなり、特に水中溶接のように、大気中とは電流−電圧特性が大きく異なる環境での使用には、かえって不便になったと感じています。
当時は三相全波整流の重量のある電源を使用していました。このため、アーク電流の時間的変動は大きく、結果的にプラズマ輝度も時間的に大きく変動します。電源の構造は非常にシンプルで、このように常識から外れた電極−母材間距離を設定しても、安定にアークを発生させることが可能でした。最近の電源では、このような使い方をするのが難しくなり、特に水中溶接のように、大気中とは電流−電圧特性が大きく異なる環境での使用には、かえって不便になったと感じています。
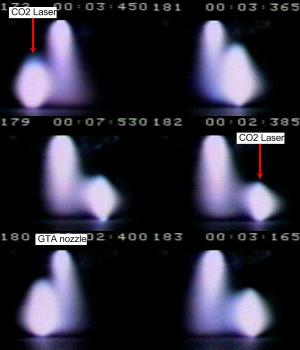
右図は、陽極点が不連続に移動する様子とレーザを照射して陽極点を安定に制御している状況の一例を示します。陽極点が不連続に形成されるのは、上図と同様です。右端の連続画像は、陽極点が形成されるべき所に、炭酸ガスレーザを照射して、強制的に母材を溶融させています。レーザ照射により母材から金属蒸気が噴出し、一部は電離します。この熱処理により、陽極点は安定に形成され、アークも安定して所定の陽極点に向かって伸びています。レーザ照射により発生するプルームは上方に吹き上がっていますが、右から吹き付けられるプラズマにより、流れ方向に広がっている様子が分かります。
 右図は、レーザを積極的に活用して陽極点を所定の位置に形成させている状況を示します。アークは本来不安定なものですが、このように外部の熱エネルギーを積極的に活用して陽極点形成位置を制御することにより、安定な精密熱加工が可能となります。
右図は、レーザを積極的に活用して陽極点を所定の位置に形成させている状況を示します。アークは本来不安定なものですが、このように外部の熱エネルギーを積極的に活用して陽極点形成位置を制御することにより、安定な精密熱加工が可能となります。
以上の3組の映像も、学生時代に習得した電離気体に関する知識を揺るがすものでした。陰極近傍の高温度域では電離度も高く、原子の電離・再結合も多く、輝度が高いのは当然です。陽極に近い領域では温度が低く、原子の電離・再結合は少ないために輝度は低くなります。電流の運び手のほとんどが電子であり、高温で衝突の多い中心部より、外周部近くの衝突の少ない低温部の方が電子が移動しやすく、周辺部を電子が良く流れる、と言う知識は頭の片隅にはありました。しかし、映像に見られるような長い距離を電子が移動できるだけの電位差が、アノードドロップ(陽極降下)にあるのだろうか、と不思議に思っています。

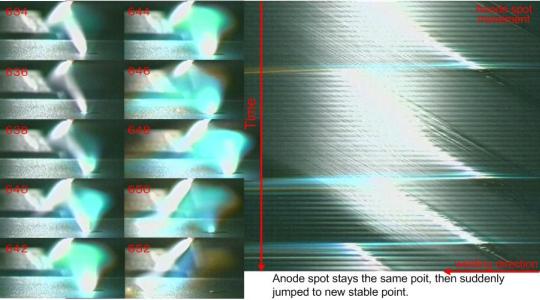
右図に、GTAのアノードスポットの不連続な移動に関する、少し分かりやすい例を示します。最初は母材を左から右へ高速度で移動しています。溶接方向で説明すると、右から左に溶接を実施しています。溶接の進行に伴い、アノードスポットは一定期間母材に固着し溶接線後方に取り残されます。アークがある限度まで伸びると、アノードは前方にジャンプして、そこに安定なアノードスポットを形成します。右の図はアノードの動きを上から下へ時刻に従って表示しています。途中で台車を急停止し、一定時間停止して、次に逆方向に同じ速度で移動させています。
GTAトーチが前方(溶接進行方向)に傾いている期間は、アノードスポットが固着している時間間隔は長く、アノードスポット自体も溶接進行に伴い少し前方方向に移動しています。また、時間の経過と共にアノードスポットの形成される範囲は溶接進行方向に近づく傾向を示しています。
母材が停止している時間帯はアノードはほぼ一定領域に固着しています。しかし、この場合時間の経過と共にトーチ方向に近づく傾向を示しています。
アークが吹き流される方向への溶接が開始されると、アノードスポットは溶接進行方向に形成され、短い時間間隔でトーチの近い領域に再形成されています。アノードスポットが形成される範囲が、時間の経過と共にトーチに近づく傾向は逆方向の溶接と同じです。
右図は、この溶接を撮影した高速度ビデオの映像を統計的に処理した結果の例です。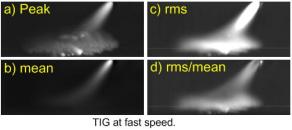 左上の映像(a)は全溶接期間のピーク値をプロットしています。左下は(b)平均値の画像、右上は(c)平均2乗誤差を正規化した画像、右下は(d)平均2乗誤差を平均値で割ったものを正規化して表示しています。ピーク画像からは、アノードスポットが溶接線進行方向に対して左右にずれて形成される期間があることを示唆しています。また、主たるアークの変動はあまり生じていないことも分かります。平均2乗誤差の画像からは、アノードスポットの輝度変動がかなり大きいこと、また主アーク自体の輝度変動も同程度に大きいことが分かります。主アークに関しては、輝度変動が大きいだけで、プラズマジェット方向に対して直角方向に動く変動はほとんど無いことも分かります。先に記述したように実験に使用した電源が全波整流タイプで電流値の変動が大きいことが原因です。
左上の映像(a)は全溶接期間のピーク値をプロットしています。左下は(b)平均値の画像、右上は(c)平均2乗誤差を正規化した画像、右下は(d)平均2乗誤差を平均値で割ったものを正規化して表示しています。ピーク画像からは、アノードスポットが溶接線進行方向に対して左右にずれて形成される期間があることを示唆しています。また、主たるアークの変動はあまり生じていないことも分かります。平均2乗誤差の画像からは、アノードスポットの輝度変動がかなり大きいこと、また主アーク自体の輝度変動も同程度に大きいことが分かります。主アークに関しては、輝度変動が大きいだけで、プラズマジェット方向に対して直角方向に動く変動はほとんど無いことも分かります。先に記述したように実験に使用した電源が全波整流タイプで電流値の変動が大きいことが原因です。
アノードスポットは、特定領域に固着する傾向を示しますが、その変動は大きく、平均値画像にはほとんど影響を与えていません。擬似カラー表示により小さい値を強調して表示すれば、アノードスポットの影響も確認できます。擬似カラー表示のかわりに、平均2乗誤差を平均値で除した画像が、アノードスポットとその上方に存在するアーク経路の情報を提供しています。
下図にアノードが大きく変動する代表的な例であるプラズマ切断の一例を示します。母材上部に設置したプラズマトーチからプラズマアークが母材内部に形成される極点(アノードスポット)まで伸び、その熱量で母材を溶かして溶断します。高速のプラズマ気流によりアーク部は下方に押し流され、その結果として極点もおおよそ40kHz程度の周波数で上下変動をします。撮影速度は40kfpsであるため、極点の移動状況は計測できていません。母材内部に瞬間的に極点が形成されていることが分かります。なお、極点の状況を明確に判別できるように、定常的な流れであるメインのプラズマアーク部は輝度を下げて灰色で表示しています。原理的には、表面付近で絶縁破壊を起こして表面近傍に極点が形成されます。高速プラズマ気流にプラズマ部分が下方に押し流され、アーク電圧が上昇し、その上昇度合いに応じて極点は下方に移動します。極点が裏面部まで到達すると、極点は一定時間裏面端部に固着し、電流通路であるプラズマ自体は下方に押され、アーク長が伸び、表面近傍のプラズマ電位は上昇します。表面付近のプラズマ電位が一定値以上に高くなると、再び表面近傍で絶縁破壊が生じ、極点が表面近傍に形成されプラズマ電位は急速に低下します。このため、裏面部の極点は消滅し、新たなサイクルに入ります。右端に極点(プラズマ輝度の最大値)の上下方向の動きを時間軸でプロットした例を示します。極点の動きを計測するには、200kfps以上の撮影速度が必要と考えています。また、極点の移動を示すタイムチャートでは極点の再形成が板厚中央部よりやや上のように示されています。これは、極点の再形成が切断進行方向の中心部付近で生じ、この領域はプラズマアークに遮られて見えていないためと考えています。下側左から右に、輝度の最大値、平均値及び平均二乗誤差を正規化した図を示しています。この撮影では、極点の現象を観察することが目的なので、露出オーバーで撮影されており、プラズマ部はほぼ最高輝度値である255に近い数値となっています。このため、容易にメインのプラズマアーク部を灰色で表示できています。メインのプラズマ形状は一様ではなく、表面に凹凸のある流れとなっています。非常に高速な流れであるため、表面近傍は乱流状態となっているはずで、このような表面状態を示しているのは、筆者としては納得できています。平均二乗誤差の図からは、(1)時間的に流れはほぼ一定であるものの、表面部で微細な振動を生じていること、(2)表面近傍で輝度が高く、極点がこの明るい領域で再形成されること、(3)裏面部でプラズマ形状が不連続になっており、極点の消滅がほとんど裏面の固体へ基部分には広がらず、内部で消滅していることなどが理解できます。下段右端はプラズマの水平方向の変動を示すタイムチャートです。上側が表面近傍、下側が裏面近傍の水平方向の変動を示します。
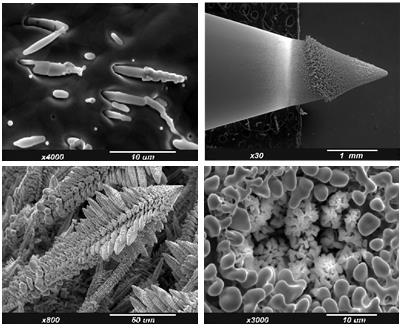
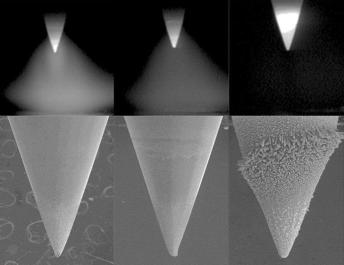
下図にシールドガスに、(1)アルゴン、(2)ネオン、(3)ヘリウムを用いて、15秒間アークを流した電極のSEM写真の例を示します。ガス種類(仕事関数)により、電極表面に生起する現象は異なります。質量が最も重く、仕事関数の最も低いアルゴンでは、電極先端近傍にタングステン結晶の顕著な生成は見られません。質量が軽く、仕事関数が高いガス種では、その傾向に応じて先端部近傍にタングステン結晶の生成が見られ、暗い色で表示されています。また、電極先端の溶融状態にも、差異が見られます。アルゴンの場合には、先端部は溶融して強制的に引きちぎられたような形状になっています。ヘリウムの場合にはポーラス状になっています。
 右図にプラズマと電極およびその境界面の概略図を示します。境界面では複雑な反応が生じており、一般的には陰極ドロップあるいは陽極ドロップなる近似値を用いて計算を行います。母材側表面は、通常は酸化皮膜に覆われており、実際に酸化被膜の厚さがどの程度なのかについては不明です。タングステンに添加するトリウムについても、筆者が40年以上前に授業で習ったことは、「放電の際にタングステン電極表面に数原子層のトリウムの皮膜が生じて、電子の放出が容易になる。」でした。その当時から相当長い期間、その説を信じ込んでいました。しかし実際に放電に関係した仕事につき、電極先端の状態について、色々考える必要が生じてから、「何を根拠に信じ込んでいたんだ」と愕然としたことを覚えています。シミュレーションを行うには、物理現象を単純化・理想化して取り扱わざるを得ないということは、頭では理解していたつもりでしたが、あまりに実際の状況と異なる現実に、気がついてしまいました。
右図にプラズマと電極およびその境界面の概略図を示します。境界面では複雑な反応が生じており、一般的には陰極ドロップあるいは陽極ドロップなる近似値を用いて計算を行います。母材側表面は、通常は酸化皮膜に覆われており、実際に酸化被膜の厚さがどの程度なのかについては不明です。タングステンに添加するトリウムについても、筆者が40年以上前に授業で習ったことは、「放電の際にタングステン電極表面に数原子層のトリウムの皮膜が生じて、電子の放出が容易になる。」でした。その当時から相当長い期間、その説を信じ込んでいました。しかし実際に放電に関係した仕事につき、電極先端の状態について、色々考える必要が生じてから、「何を根拠に信じ込んでいたんだ」と愕然としたことを覚えています。シミュレーションを行うには、物理現象を単純化・理想化して取り扱わざるを得ないということは、頭では理解していたつもりでしたが、あまりに実際の状況と異なる現実に、気がついてしまいました。
溶融池内部の湯流れに影響を与える、ガス気流や表面張力の影響については、別の意味で理解できていません。固体壁に沿って流れる気流は、「境界面では流れの速度=0」と教え込まれ、波浪(吹送流)の発達についても、「所期の細波に風が作用し、一定方向に水面上を風が吹くときに長い距離をかけて徐々に発達して、水面の水は風に押されて風下方向に移動し流れを生ずる。」と理解していました。活性フラックスの理由付けを各種聞きましたが、納得できる説は見当たりませんでした。高速度ビデオで溶融池表面の観察をした結果、表面にリップル(細波)が生じ、波が固体壁で反射している映像を何種か撮影し、[ガス気流説」と「表面張力説」では、この現象を説明できないことは理解しました。
下図は低気圧下及び高気圧下における電極の消耗状態を示す図です。いずれもシールドガスに若干の空気を混入しています。結果的に空気の混入率がどの数値になったのかについては、決定できませんでした。右の3気圧では1%程度の混入率を目指しました。左については、減圧−アルゴン充填−減圧−アルゴン充填−減圧の手順でチャンバ内にアルゴンを充填しましたが、減圧状態の実験では外部からの漏洩による空気成分の混入は避けられず、結果的に空気成分の占める割合は高くなったと考えています。減圧気中では構成元素の平均自由工程は長く、プラズマは広がります。電極全体も高温になります。酸素原子がタングステン電極に衝突し、表面で酸化タングステンを生成し、蒸発してすぐに酸素とタングステンに解離し、解離した酸素の一部はまた電極に衝突し酸化タングステンとなります。タングステンの方は電極先端部のより高温の領域で電極に衝突したものが再結晶化します。酸素は循環して反応しますので、減肉量は大量になります。
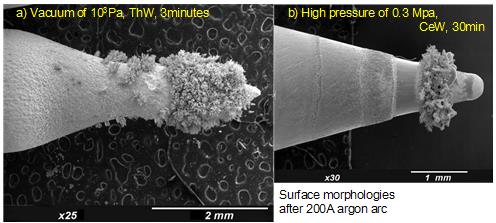
一方、高気圧では電極高温部分は先端部に集中し、プラズマの高温部も電極先端部近傍のみになります。この結果、狭い領域から酸化タングステンが蒸発し、そのすぐ先端よりの領域でタングステンが再結晶化します。放電中には電極先端部は溶融しています。この溶融した部分から電子のほとんど全てが放出されていると考えられます。一方低圧中ではかなり広い範囲から電子は放出されていますが、左端に示した電極では、タングステンの結晶成長が生起している領域及び酸化タングステンが蒸発している領域からも電子は一定程度放出されているのではないかと考えています。
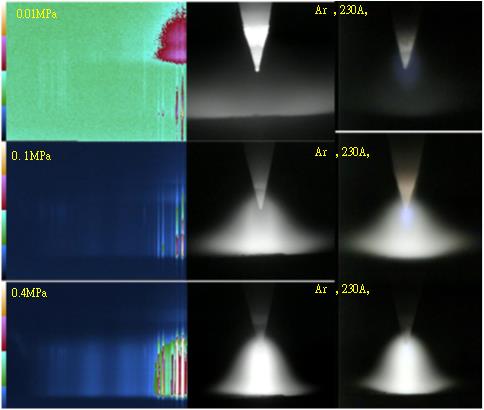
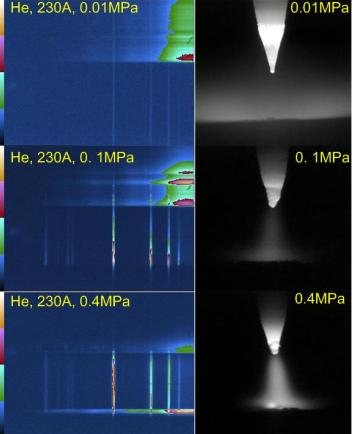
上図は上から順にそれぞれ、(1)0.1気圧(0.01MPa)、(2)1気圧(0.1MPa)、(3)4気圧(0.4MPa)のアルゴン雰囲気で230Aのアークを発生させている状況を示します。左端の表示は、溶接線上のスペクト分布ル、中央部の映像は950nmの画像、右端はカラー画像です。低気圧ではプラズマからの発光は極端に低くなるため、感度不足となっています。気圧が高くなると発光量が増加し、輝線スペクトルと連続スペクトルが明瞭に撮影されるようになります。中央の950nmの画像からは、低気圧で電極全体が明るくなること、先端から1−2mmの領域でタングステン原子が電極に衝突して再結晶化していることが判別できます。プラズマは広がっており、大気中のヘリウムと同じような形状になります。高気圧では、アーク発生部は電極先端に集中し、アークも緊縮します。
右端に表示したカラー画像からは、低気圧では可視光領域の発光が少なく、電極先端部周辺にぼんやりとした球形の明るい領域があり、その下側に広がったプラズマ領域が薄く存在することが判別できます。高気圧ではアークの光強度は高く、大気圧アークよりも、緊縮し明るくなっています。利用する光の波長で見え方が変化しますので、表示された画像がプラズマ領域や電極温度とは無関係になることもあります。
右の映像は、ヘリウムシールドの場合です。左側がスペクトル、右側が950nmで撮影した画像です。スペクトル画像は可視光範囲の波長を測定しています。このため、950nmの画像とは受取る画像の印象が異なります。0.1気圧と1気圧では、輝線スペクトルはかなり上方にまで伸びているのに対して、4気圧では電極先端より少し上までしか判別できません。平均自由工程の長い低気圧の状態では、電子はかなり遠方まで飛行し、それにつられてイオンも遠方まで到達できます。高気圧では平均自由工程は短くなり、アーク近傍にしか電子やイオンが存在しにくいことが伺えます。また母材部での発光強度も高くなる傾向を持ちます。
 右の図は水深50m相当の圧力(0.6MPa)で、300Aの溶接を実施したときの電極の消耗量と時間との関係を、アルゴンとヘリウムの場合とで比較した結果です。アークスタート時には、電極消耗は比較的多くなります。高速度ビデオの映像からも明らかなように、アークスタート時に比較的多量のスパッターが放出されています。また、熱陰極状態では、先端部のトリアとタングステンが蒸発により減っていきます。ヘリウムの方が減る電極量が格段に多いのは、電極全体の温度が高くなっているためと考えています。
右の図は水深50m相当の圧力(0.6MPa)で、300Aの溶接を実施したときの電極の消耗量と時間との関係を、アルゴンとヘリウムの場合とで比較した結果です。アークスタート時には、電極消耗は比較的多くなります。高速度ビデオの映像からも明らかなように、アークスタート時に比較的多量のスパッターが放出されています。また、熱陰極状態では、先端部のトリアとタングステンが蒸発により減っていきます。ヘリウムの方が減る電極量が格段に多いのは、電極全体の温度が高くなっているためと考えています。
右の図は電極消耗量と水深との関係を示しています。使用したパラメータは、シールドガス(アルゴンとヘリウム)と電流値(100A,200A,300A)です。雰囲気圧力が増加すると電極の消耗は大きくなります。消耗量がほぼ圧力に比例して増加していますが、この測定をした時点では、圧力容器の内部に持ち込めるカメラは無かったために、アークの状況を考えるための情報は存在しません。これらの実験は全て圧力チャンバー内で実施し、溶接領域は水カーテンで保護し、純粋なアルゴンでシールドされていますので、周辺の空気の混入はあまり考慮する必要はありません。このため、酸化タングステンの蒸発は比較的少なくなっていると考えています。
右の図はヒュームの発生量を測定した結果です。こちらも雰囲気圧力に比例してヒューム発生量は増加しています。大きめのバットの中に母材を置き、水をはり、水カーテンを流しながら溶接を実施し、バット内にたまったヒュームをろ過して、重量を測定しています。このため、電極と母材とはほぼ完璧にシールドされ、周辺の空気による影響は除外できます。ヒューム発生量も雰囲気圧力に比例して増加しています。
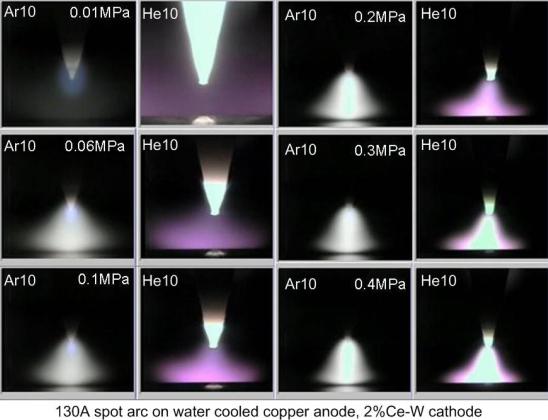
下図に、雰囲気圧力とシールドガスの違いにより、アーク形状がどのように変化するのかについて比較する映像を示します。圧力により大きく形状が変化することが理解できます。
次ページ 2014.10.10作成 2026.01.19改定