11.2 レーザ切断機構
 孔あけと切断とでは、物理的な挙動が異なります。通常の切断では、まず最初に孔あけ工程があり、裏面まで孔が貫通した後に、切断が開始されます。ここでは、孔あけ工程の問題点について、投入するエネルギー密度の違いと関連させて説明します。孔あけ工程ではまずエネルギーを投入して局所的に構造を破壊し、母材から物理的に分離可能な状態にします。次に、破砕/溶融した部分に、運動エネルギーを投入して外に放出します。この過程を繰り返し、あるいは、同時連続的に行って孔あけ作業を進行します。
孔あけと切断とでは、物理的な挙動が異なります。通常の切断では、まず最初に孔あけ工程があり、裏面まで孔が貫通した後に、切断が開始されます。ここでは、孔あけ工程の問題点について、投入するエネルギー密度の違いと関連させて説明します。孔あけ工程ではまずエネルギーを投入して局所的に構造を破壊し、母材から物理的に分離可能な状態にします。次に、破砕/溶融した部分に、運動エネルギーを投入して外に放出します。この過程を繰り返し、あるいは、同時連続的に行って孔あけ作業を進行します。
エネルギー密度が低い場合には、固体状態のままで部分的に金属結合を壊して分離し、運動エネルギーを加えて排出するため、排出に必要なエネルギーの割合が高くなります。 エネルギー密度が高くなると、入熱部分が局所的に溶融されます。この場合には、より少ない運動エネルギーで排出が可能となります。さらにエネルギー密度が高くなると、一部は蒸発するようになり、外部から運動エネルギーを特に強制的に加えなくても、外部に放出されるようになります。レーザの場合には孔の底面部に大きなエネルギーが投入されるため、中から外へのガスの早い流れができ、プルームとして排出されます。このプルームが内部の物質の除去に有効に作用します。
エネルギー密度が高くなると、入熱部分が局所的に溶融されます。この場合には、より少ない運動エネルギーで排出が可能となります。さらにエネルギー密度が高くなると、一部は蒸発するようになり、外部から運動エネルギーを特に強制的に加えなくても、外部に放出されるようになります。レーザの場合には孔の底面部に大きなエネルギーが投入されるため、中から外へのガスの早い流れができ、プルームとして排出されます。このプルームが内部の物質の除去に有効に作用します。
孔あけ工程では、深さが深くなればなるほど底部に滞留した切断屑を外部に放出することが困難になります。蒸発を利用する孔あけ作業では、パルス発振させて、過熱・蒸発・放出の過程を順に繰り返す方式の方がより効率的な場合が多くあります。エネルギー密度が低い場合には、酸化反応を同時に利用したり、溶融あるいは粉砕した部材に化学反応を起こし、流動性や表面張力などの物性を変化させて効率良く作業する手法もありますが、切断屑を如何にして外部に放出させるかについての工夫が必要となります。
切断の場合には、孔あけと異なり裏面まで孔が貫通していますから、ノズルから噴流を放出し、この噴流の物理的な力で切断屑を裏面側に有効に排出することが可能になります。問題は、切削或いは溶融蒸発している切断面前縁で有効なエネルギー変換がされているかどうかです。切断を有効に実施するためには、作動ガスに酸素などを混ぜて酸化反応を利用することが有効になります。さらに、溶融した部分の流動性と噴流のエネルギーが効率良く作用し、迅速に溶融部分を裏面へ排出される機構を安定に保持することも重要です。特にレーザのように高密度で収束した光の場合には、レーザが確実に切断溝の中で切断に必要なエネルギーとして利用できるように検討しておかないと、不必要な量のレーザ光が、切断溝を貫通して裏面部に放出されてしまいます。
右図にレーザ切断とガス切断の切断部の概念図を示します。レーザの厚板切断ではいろいろな手法が提案されています。長年水中切断を手がけてきた筆者の感覚では、「効率よく切断するためには、表面部分の温度が酸化反応温度より高ければ高いほど良い、ただし、切断部近傍の温度勾配も重要で、高温領域は切断酸素噴流の直径より若干広い程度に留まるのが好ましい」と、考えています。その意味ではレーザは、ほぼ理想的な予熱エネルギ源です。右図には、赤色で予熱エネルギにより酸化反応温度以上に熱せられた領域と、切断材表面に吹きつけられる切断酸素直径、及び、切断溝との関係を概念的に示します。その下に切断面とHAZの大まかな傾向を示します。HAZと一括りにしていますが、微視的には母材側から、(1)本当の意味のHAZ(熱)影響部,(2)溶融部,(3)スラグ層の3層に分かれます。酸化反応を利用する切断法では、溶融部とスラグ層を明白に分離するのは無意味ですが、一応このように表記しておきます。 理論的には、母材温度より溶融部の温度が低いわけですから、HAZと言うのも若干語彙の使用に問題ありますが、炭素が集積する領域の意味で使用しています。これらの3領域の総和が薄ければ薄いほど切断面の品質が高いことになります。ガス切断の場合には火口の構造的な問題で、予熱炎の位置は切断酸素孔より離れた位置になります。燃焼エネルギそのものも低いため、全体をじっくり熱していることになり、必然的に肩だれは生じてしまいます。一方、レーザのエネルギ密度がガス炎の100-10000倍高いので、レーザが当たっている領域全てを酸化反応温度以上に保つことは難しいことではありません。
理論的には、母材温度より溶融部の温度が低いわけですから、HAZと言うのも若干語彙の使用に問題ありますが、炭素が集積する領域の意味で使用しています。これらの3領域の総和が薄ければ薄いほど切断面の品質が高いことになります。ガス切断の場合には火口の構造的な問題で、予熱炎の位置は切断酸素孔より離れた位置になります。燃焼エネルギそのものも低いため、全体をじっくり熱していることになり、必然的に肩だれは生じてしまいます。一方、レーザのエネルギ密度がガス炎の100-10000倍高いので、レーザが当たっている領域全てを酸化反応温度以上に保つことは難しいことではありません。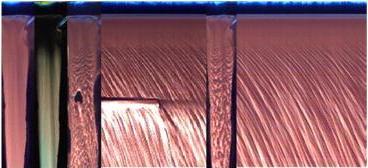 この節最後の写真にレーザ切断開始時の映像を示します。レーザ切断のスタンドオフはきわめて短く、切断ガスの減衰や周囲空気の巻き込みは生じにくくなっています。実際に切断面の現象を高速度撮影したいとの希望は持っていますが、今のところ予定は立っていません。
この節最後の写真にレーザ切断開始時の映像を示します。レーザ切断のスタンドオフはきわめて短く、切断ガスの減衰や周囲空気の巻き込みは生じにくくなっています。実際に切断面の現象を高速度撮影したいとの希望は持っていますが、今のところ予定は立っていません。
 上図にガス切断現象を再掲します。右図に、切断面を上部、中部、下部の3箇所抜き出して比較したものを示します。表面近くは予熱炎の効果があり、表面近傍が強制的に熱せられているために。ほぼ均一の燃焼反応が生じており、時間的な変動もほとんどありません。中ほどまで深い位置になると、予熱炎直下部の輝度が高く(燃焼が促進されている領域)、
上図にガス切断現象を再掲します。右図に、切断面を上部、中部、下部の3箇所抜き出して比較したものを示します。表面近くは予熱炎の効果があり、表面近傍が強制的に熱せられているために。ほぼ均一の燃焼反応が生じており、時間的な変動もほとんどありません。中ほどまで深い位置になると、予熱炎直下部の輝度が高く(燃焼が促進されている領域)、 反応が良く進んでいる部分とそうでない部分とで円弧状の波目が生じています。その波目は、予熱炎の中央部に近いほど、より高速度で下部へと押し流されています。裏面近くの深い領域にまでスラグが加速されながら吹き流されています。裏面近くになると、円弧状から細長い帯状へと形状を変化させています。
反応が良く進んでいる部分とそうでない部分とで円弧状の波目が生じています。その波目は、予熱炎の中央部に近いほど、より高速度で下部へと押し流されています。裏面近くの深い領域にまでスラグが加速されながら吹き流されています。裏面近くになると、円弧状から細長い帯状へと形状を変化させています。
右図はレーザ切断を開始した直後の映像です。如何なる酸化反応が生じているのか興味津々で、近いうちに撮影の機会を得たいと考えています。
[1] O'Neill W, Gabzdyl J.T / Optics and Lasers in Engineering, Vol.34, pp.356-367,2000.
[2] Ivarson A, et al. The role of oxidation in laser cutting stainless and mild steel. J Laser Appl, 3(3), pp.41-50, 1990.
[3] Chen SL. Analysis and modelling of reactive three-dimensional high-power CO2 laser cutting. Proc Inst Mech Engrs, 212B, pp-113-128, 1998.
[4] Hilton P. Laser cutting of thick section steel. Core group 1 report, EU194-C1/0034, The Welding Institute, Cambridge, UK, January 1994.
[5] Franke J. u.a.: Verfarhen zum Abtragen von Werksto! von Werksto! von relativbewegten Werkstucken Deutsche Patentanmeldung P421556.1.vom 12.5, 1992.
次ページ(11.3 レーザ切断能力) 2013.11.25作成 2016.4.25改定