9.6 レーザとアークとのハイブリッド溶接
 右にアーク溶接とレーザ溶接の個別の特徴と問題点を列挙します。左側及び右側の上半分は利点、下半分は欠点を列挙し、中央に両者の特徴をポンチ絵にしています。この図や下の図を製作した時にはやっていた言葉がシナジー効果なので、時代の流れを思い出してしまいます。基本的には安上がりに良いとこ取りをしたいという、胡散臭い言葉ですが、1+1が3以上になる場合もあることはありますが、2未満になることも多くあり、特性の異なる技術を組合わせて用いる場合には注意が必要となります。このような図は、予算要求や成果発表のときにしか用いない図なので、安易に効果を信用しないほうが健全です。
右にアーク溶接とレーザ溶接の個別の特徴と問題点を列挙します。左側及び右側の上半分は利点、下半分は欠点を列挙し、中央に両者の特徴をポンチ絵にしています。この図や下の図を製作した時にはやっていた言葉がシナジー効果なので、時代の流れを思い出してしまいます。基本的には安上がりに良いとこ取りをしたいという、胡散臭い言葉ですが、1+1が3以上になる場合もあることはありますが、2未満になることも多くあり、特性の異なる技術を組合わせて用いる場合には注意が必要となります。このような図は、予算要求や成果発表のときにしか用いない図なので、安易に効果を信用しないほうが健全です。
 右の図がハイブリッド溶接の効果を宣伝するためのポンチ絵です。今は死語と成っていますが、昔の仲人口で説明するのが、他人を納得させるための常套手段です。実際に絵に書いたような効果を実現するためには、解決すべき様々な問題点が生じてきます。だからこそ、その課題を克服するために必要な研究予算を何とか獲得するために、このような説明図を用意する訳です。
右の図がハイブリッド溶接の効果を宣伝するためのポンチ絵です。今は死語と成っていますが、昔の仲人口で説明するのが、他人を納得させるための常套手段です。実際に絵に書いたような効果を実現するためには、解決すべき様々な問題点が生じてきます。だからこそ、その課題を克服するために必要な研究予算を何とか獲得するために、このような説明図を用意する訳です。
下図はハイブリッド溶接の具体的な例です。レーザとGTA、レーザとGMAが代表ですが、GTAやGMAをレーザの前におくか、あるいは後ろに置くのかが、最初の課題です。また、レーザの狙い位置とアーク溶接の狙い位置を何処にするのかが、次の課題となります。一般的にレーザは鉛直方向にビームを発生させます。アーク電極を前に設置する場合には、アーク電極は後退角、後ろに設置する場合には前進角となります。パラメータとしては、溶接速度、レーザの焦点位置、アークトーチの角度、狙い位置、アーク電流、アーク電圧などがあります。現実問題溶接は数m/minであり、溶接実施区画内には、レーザ溶接中は人は入れないことになっていますから、高速度ビデオなどで溶接現象を確実に取得して、最適な溶接条件を探ることになります。そのために、多くの研究現場に居合わすことができました。
 右の図はGTAとレーザのハイブリッド溶接ではどのような点に興味深いできことがあるのかについて示しています。21世紀に入る前の説明図ですから、レーザは炭酸ガスになっています。この実験結果例は本節の後ろの方に出てきます。具体的にはアークの電流通路と陽極点の挙動が、レーザ溶接を併用することにより、どのような挙動を示すのかが興味深かった点です。研究結果の解釈については、えてして鶏が先か卵が先かの迷路に迷い込むことが多くあります。この結果もその一つですが、電子が偏在している空間内の電磁気場がどのようになっているのかについてもう少し理解できれば、電子が最適な陽極点位置をどのように選択しているのかが分かりそうな気がしています。
右の図はGTAとレーザのハイブリッド溶接ではどのような点に興味深いできことがあるのかについて示しています。21世紀に入る前の説明図ですから、レーザは炭酸ガスになっています。この実験結果例は本節の後ろの方に出てきます。具体的にはアークの電流通路と陽極点の挙動が、レーザ溶接を併用することにより、どのような挙動を示すのかが興味深かった点です。研究結果の解釈については、えてして鶏が先か卵が先かの迷路に迷い込むことが多くあります。この結果もその一つですが、電子が偏在している空間内の電磁気場がどのようになっているのかについてもう少し理解できれば、電子が最適な陽極点位置をどのように選択しているのかが分かりそうな気がしています。
ハイブリッド溶接の動画の一部を再生できるようにしました。 右の画像かこの下線付きの文章をクリックすると動画を再生できます。また、上述した内容に関連する動画サイトは、この文章をクリックすれば別タブで動画を再生できます。
右の画像かこの下線付きの文章をクリックすると動画を再生できます。また、上述した内容に関連する動画サイトは、この文章をクリックすれば別タブで動画を再生できます。
レーザとGTA溶接とをそのまま組合わせるのには、あまり利点は多くありません。レーザによる突合せ溶接の欠点は、開先部に必要な金属量を供給しにくいことであり、GTA溶接も同じ欠点を抱えています。通常は、右の図に示すように溶加棒(ワイヤ)を供給して、必要な溶接金属量を確保します。右のハイブリッド方は少し毛色が変わっているクラッド溶接法の説明図です。
ステンレスの表面にモネルなどの異種金属を貼り付けて耐用年数を向上させることは多く行われています。多くの構造物では、構造力学的観点から要求される材質と、環境力学的な観点から要求される材質は異なることが多く、経済的な観点から、構造材表面にめっきをするか、塗装をするか、あるいはクラッド材を溶接で上塗りしていくのかが選定されます。異種金属を基材に溶接して上盛する場合には、2種の金属の相性が大きな問題となります。金属間化合物が構造に影響を与える場合は非常に多く、通常はクラッドする場合に、これら異種の金属の化合物が形成される層を可能な限り少なくすることが重要です。
右上の方法外としているのは、GTAで供給ワイヤを反溶融状態から溶融状態近傍まで加熱する。このままでは基材の温度が低すぎるために、供給した金属は基材には馴染まず所謂テンプラとなって、異材接合はうまくいきません。レーザの役割は基材の表面部分のみを溶融させて、アークにより反溶融状態になった供給異種金属を基材表面に密着接合させることにあります。この方法はアイデア倒れにはならず、当初の想定に近い性能を上げています。
 右の図は、レーザとレーザとを組合わせたハイブリッドシステムの概念図です。こちらはアイデアを聞いたのみで、実際に実験してみたのかどうかについては聞いていません。
右の図は、レーザとレーザとを組合わせたハイブリッドシステムの概念図です。こちらはアイデアを聞いたのみで、実際に実験してみたのかどうかについては聞いていません。
下の映像は、先行GMA溶接にレーザを加えてハイブリッド溶接にし、更に、後方に追加のGMAトーチを設置して所謂タンデム溶接を行い、溶込み金属量を増加させる試みの例です。パイプラインの全周溶接を、狭開先にしてこの手法で一気に溶接するという意欲的な実験の第一段階での映像の例でし。右端に先行GMA電極からのアークと電極付近に照射されているレーザが穿ったキーホールからのプルームが観察できます。図の中央付近には後行GMA電極のアークが観察できます。こちらのアークはCO2特有の状況が観察できます。これは研究の第2段階に撮影した映像の例です。第1段階では先行GMA電極とレーザ狙い位置を確定しています。この段階では、先行する電極位置からどの程度離して後行トーチを設置すればよいのかと、両方のアークによる相互干渉がどの程度作用するのかについて調べるために、平板の上に溶接する所謂ビードオンプレート溶接を実施しています。この段階で最適溶接条件範囲を決定した後、実際にパイプの狭開先突合せ全周溶接の最適条件探しの段階に進みます。高速度ビデオはこのような新規溶接法の最適溶接条件を探すのには最適なツールだということを再確認した仕事でした。


 溶接手順は、
溶接手順は、
(1)レーザを照射、
(2)先行アークを出して移動開始、
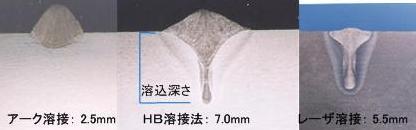
(3)後行アークを出して、全溶接開始となります。アーク溶接では溶け込みが浅いのに対して、レーザ溶接では溶込みが深いがビードが細くなります。両者を同時に併用するハイブリッド溶接では、表面ビード幅はGMAと同じで、溶込み深さはレーザ単独より深くなります。右の図からは、レーザ単独とGMA単独の溶込み深さの和が、ハイブリッド溶接での溶込み深さとなるようなデータが得られています。
実験自体は共同研究相手企業の担当者と共同で実施したので、私自身はカメラ撮影に専念でき、作業は比較的楽でした。企業の体制は当時の四国技術研究所の貧弱な体制とは比較できない体制で、研究活動はこうあるべしと感じました。企業のほうも最初の段階で、レーザなど購入すべきか否かを判断しなければならない段階でした。このため、最初の内はレーザ実験施設を貸し出すワークショップで実験を行っていました。取り掛かりの時点では、レーザ溶接の聞き取り扱いに熟知した技術者のいるワークショップで基本的な取り扱い動作や注意点を教わるのが適切だなと痛切に感じたことを覚えています。
以下に示す映像は、ある程度実験が進み、その企業の他セクションのレーザを用いて、2本のGMA溶接トーチをレーザに加えて実験した結果です。最初の映像は、 普通のビデオカメラで、溶接部斜め後方から溶接領域全体を撮影した映像です。左上に明るく移っている領域が先行GMAトーチのアークとその近傍に照射しているレーザによる溶融池です。ビードが凝固する寸前のしかるべき位置に後続トーチでタンデム溶接を実施しています。先行しているハイブリッド溶接部の溶け込みなどを調べる必要があり、後続トーチによるタンデム溶接実施はある程度遅らせています。
普通のビデオカメラで、溶接部斜め後方から溶接領域全体を撮影した映像です。左上に明るく移っている領域が先行GMAトーチのアークとその近傍に照射しているレーザによる溶融池です。ビードが凝固する寸前のしかるべき位置に後続トーチでタンデム溶接を実施しています。先行しているハイブリッド溶接部の溶け込みなどを調べる必要があり、後続トーチによるタンデム溶接実施はある程度遅らせています。
右の映像は 斜め後方から先行トーチのアークとビートの形成状態、及び後続トーチによるビード形成状態を俯瞰している映像です。GMAトーチ2本を利用するタンデム溶接の場合には、2本のトーチはある程度接近させて、先行トーチで形成される溶接ビードが凝固しきらないうちに、後続トーチで溶接を実施するのが効率的です。しかし、2本のトーチが接近しすぎると、双方のアーク電流による電磁気的な干渉が生じて溶接に不具合が生じます。その状況をきちんと把握するために、斜め後方からと真横から高速度ビデオ撮影を実施しています。
斜め後方から先行トーチのアークとビートの形成状態、及び後続トーチによるビード形成状態を俯瞰している映像です。GMAトーチ2本を利用するタンデム溶接の場合には、2本のトーチはある程度接近させて、先行トーチで形成される溶接ビードが凝固しきらないうちに、後続トーチで溶接を実施するのが効率的です。しかし、2本のトーチが接近しすぎると、双方のアーク電流による電磁気的な干渉が生じて溶接に不具合が生じます。その状況をきちんと把握するために、斜め後方からと真横から高速度ビデオ撮影を実施しています。
このようなフルスペックの溶接に先立って、GMA溶接トーチとレーザビームの照射位置及び溶接条件は、高速度ビデオで撮影して検討しています。フルスペックの溶接においても、 真横から先行トーチのハイブリッド溶接の状況を撮影しました。溶接トーチとレーザの狙い位置及び溶接条件は企業のノウハウなので、肝心の溶接ビード部分は削除した映像にしています。右上及び右下の映像で狙い位置などはある程度わかりますが、視野が広いので精確な数字は出てこないと思います。
真横から先行トーチのハイブリッド溶接の状況を撮影しました。溶接トーチとレーザの狙い位置及び溶接条件は企業のノウハウなので、肝心の溶接ビード部分は削除した映像にしています。右上及び右下の映像で狙い位置などはある程度わかりますが、視野が広いので精確な数字は出てこないと思います。
右の映像は 真横から全体を俯瞰した映像です。トーチ間隔と溶接条件の微妙な設定で、かなり複雑なアーク現象が生起し、タンデム及びレーザハイブリッド溶接の面白さを体験しました。
真横から全体を俯瞰した映像です。トーチ間隔と溶接条件の微妙な設定で、かなり複雑なアーク現象が生起し、タンデム及びレーザハイブリッド溶接の面白さを体験しました。
ここに示している高速度ビデオの映像はまだ初期段階のものなので、ビード音プレート溶接を実施しています。この後、狭開先の板材、実際のパイプの溶接へと続きます。実際のパイプラインの溶接では、パイプ水平固定の全周集溶接なので、溶接姿勢による影響の評価が重要になります。共同研究相手の優秀な技術者と熟練技能者の知恵により、確実に全周溶接を実施できる装置が完成し、東南アジアなどの海域でパイプラインの敷設に活躍したと聞いています。
共同研究を実施した時点からほぼ15年近くになりますので、そろそろ全体的な観察結果を公開しても良い時期にきているのかなとは思っています。当時の関係者と詰めて、ある程度具体的な観察結果を公開したいとは考えています。
レーザ自体は眼には見えないし、母材上でレーザが照射している領域もアークに妨害されて良く分からない場合が多くあります。最近の高速度ビデオは本当に性能が向上していて、眼に見えていないレーザの照射位置まで、画像からきちんと推定できるようになっています。下図左に示しているのが実際の実験中の白黒映像です。この1枚からの映像のみでは難しいのですが、この前後の一連の映像を統計的に処理して、眼に見える形で擬似カラー表示をすると右の映像のように、眼に見えないはずのレーザの通路が浮かび上がってきます。今までは、実験前に設定した相互の位置関係を信じて解析せざるを得なかったのですが、チェックする気になれば、事後的に両者の相対関係をも分かるようになっています(実際には結構しんどい作業です)。
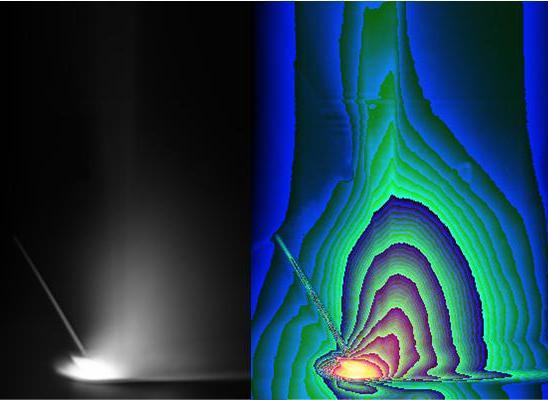
上に示した映像は、実際には右の映像を再構成して求めています。実際の構造物にGTA溶接とレーザとのハイブリッド溶接をしている状況を、溶接部の横に設置した高速度カメラで撮影しています。 実際の映像では、溶接部は右から左へ移動しています。映像は毎秒千コマで撮影しており、アーク領域の移動速度からレーザ商社位置が静止している条件へと画像を再構成して、個々の画像を積み重ねて高速度カメラが溶接部に同期して移動しているように見せかけています。このように再構成して求めたのが上の画像になっています。
実際の映像では、溶接部は右から左へ移動しています。映像は毎秒千コマで撮影しており、アーク領域の移動速度からレーザ商社位置が静止している条件へと画像を再構成して、個々の画像を積み重ねて高速度カメラが溶接部に同期して移動しているように見せかけています。このように再構成して求めたのが上の画像になっています。
 右図に炭酸ガスレーザにGTA溶接装置を組合わせた例を示します。異なる種類の溶接装置を組合わせて、相互の特徴を活かす溶接法をハイブリッド溶接と呼んでいます。レーザとGTAのハイブリッド溶接は、当時私が所属していた四国工業技術試験所で開発されました。当時としては大容量の炭酸ガスレーザ溶接装置でも、高々数kWの出力で、GTAやGMAと同程度の出力しかありませんでした。レーザの高速精密溶接の特徴を活かして、かつ、溶込み能力を増加させるためにハイブリッド方式が考案されました。GTA溶接を高速度で実施すると、溶融金属が連続には形成されなくなります。レーザを利用して安定なアークを発生させ、高速度でも安定した溶込みを得ることがその開発の目的でした、と、思います。私自身は当時まったく違う部署に属しており、レーザ実験室には入室したこともありませんので、推定文となります。
右図に炭酸ガスレーザにGTA溶接装置を組合わせた例を示します。異なる種類の溶接装置を組合わせて、相互の特徴を活かす溶接法をハイブリッド溶接と呼んでいます。レーザとGTAのハイブリッド溶接は、当時私が所属していた四国工業技術試験所で開発されました。当時としては大容量の炭酸ガスレーザ溶接装置でも、高々数kWの出力で、GTAやGMAと同程度の出力しかありませんでした。レーザの高速精密溶接の特徴を活かして、かつ、溶込み能力を増加させるためにハイブリッド方式が考案されました。GTA溶接を高速度で実施すると、溶融金属が連続には形成されなくなります。レーザを利用して安定なアークを発生させ、高速度でも安定した溶込みを得ることがその開発の目的でした、と、思います。私自身は当時まったく違う部署に属しており、レーザ実験室には入室したこともありませんので、推定文となります。
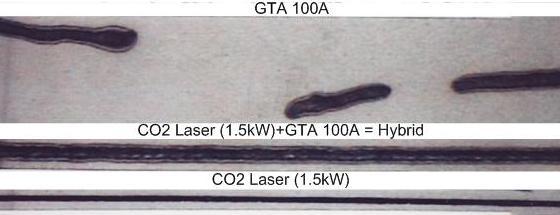
下に示した写真はハイブリッドの特徴を示すビード形成結果です。上段の不連続なビードはGTA溶接を100Aの電流で実施した例です。高速度でGTA溶接を実施すると安定な陽極点は形成されず、不連続なビードとなることがあります。最下段はほぼ同じ出力の炭酸ガスレーザ溶接結果です。非常に細いビードですが、安定した連続溶接が実施できています。その上に表示しているビードが、両者を併せたハイブリッド溶接のビードです。両者の特徴を活かして、安定した幅広のビードが形成されています。
下図に不適切なGTA溶接で、アノード(陽極点)が不連続に形成される例を示します。アーク長が長く、電流値に対して溶接速度が速すぎる場合には、陽極点が特定のところに固着し、トーチの移動によりアーク長が長くなりすぎて、直近の母材に陽極点が形成されるほうが安定になったところで、陽極点が一気に移動し、結果的に不連続な溶融痕を形成する例です。陽極点の形成から一定時間経過した時点で母材の溶融が始まり、金属蒸気も噴出します。トーチが前方に移動し、電極−陽極点距離が長くなると、はじめははっきりと見えていた電流通路(プラズマ)が次第に不明瞭になります。同時にトーチから伸びるプラズマも長くなります。トーチ−陽極点距離が長くなりすぎると、新たな位置に陽極点が形成され、後方の陽極点は消えていきます。
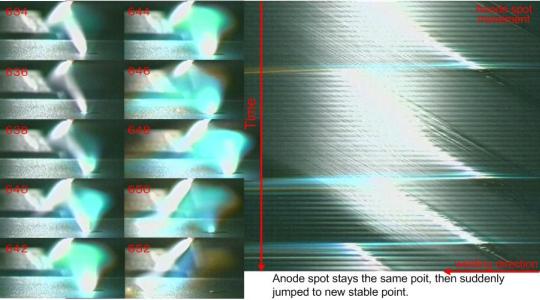
右側に母材表面近傍の輝度を時刻暦表示した例を示します。水平軸は左図と同様で、時間が上から下へと進みます。トーチ固定で下の母材が右へ移動しています。時間の経過と共に陽極点は右へ移動します。陽極点の右に見える暗い線が母材の移動速度を示しています。
 この映像は1995年前後に撮影したもので、当時は三相全波整流の重量のある電源を使用していました。このため、アーク電流の時間的変動は大きく、結果的にプラズマ輝度も時間的に大きく変動します。電源の構造は非常にシンプルで、このように常識から外れた電極−母材間距離を設定しても、安定にアークを発生させることが可能でした。最近の電源では、このような使い方をするのが難しくなり、特に水中溶接のように、大気中とは電流−電圧特性が大きく異なる環境での使用には、かえって不便になったと感じています。
この映像は1995年前後に撮影したもので、当時は三相全波整流の重量のある電源を使用していました。このため、アーク電流の時間的変動は大きく、結果的にプラズマ輝度も時間的に大きく変動します。電源の構造は非常にシンプルで、このように常識から外れた電極−母材間距離を設定しても、安定にアークを発生させることが可能でした。最近の電源では、このような使い方をするのが難しくなり、特に水中溶接のように、大気中とは電流−電圧特性が大きく異なる環境での使用には、かえって不便になったと感じています。
右図は、陽極点が不連続に移動する様子とレーザを照射して陽極点を安定に制御している状況の一例を示します。陽極点が不連続に形成されるのは、上図と同様です。右端の連続画像は、陽極点が形成されるべき所に、炭酸ガスレーザを照射して、強制的に母材を溶融させています。レーザ照射により母材から金属蒸気が噴出し、一部は電離します。この熱処理により、陽極点は安定に形成され、アークも安定して所定の陽極点に向かって伸びています。レーザ照射により発生するプルームは上方に吹き上がっていますが、右から吹き付けられるプラズマにより、流れ方向に広がっている様子が分かります。
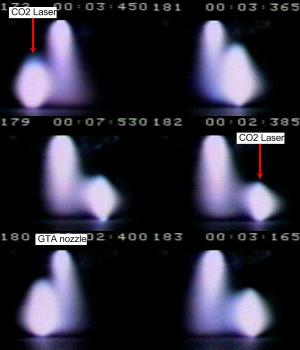
右図は、レーザを積極的に活用して陽極点を所定の位置に形成させている状況を示します。アークは本来不安定なものですが、このように外部の熱エネルギーを積極的に活用して陽極点形成位置を制御することにより、安定な精密熱加工が可能となります。
以上の3組の映像も、学生時代に習得した電離気体に関する知識を揺るがすものでした。陰極近傍の高温度域では電離度も高く、原子の電離・再結合も多く、輝度が高いのは当然です。陽極に近い領域では温度が低く、原子の電離・再結合は少ないために輝度は低くなります。電流の運び手のほとんどが電子であり、高温で衝突の多い中心部より、外周部近くの衝突の少ない低温部の方が電子が移動しやすく、周辺部を電子が良く流れる、と言う知識は頭の片隅にはありました。しかし、映像に見られるような長い距離を電子が移動できるだけの電位差が、アノードドロップ(陽極降下)にあるのだろうか、と不思議に思っています。

右図に、GTAのアノードスポットの不連続な移動に関する、少し分かりやすい例を示します。最初は母材を左から右へ高速度で移動しています。溶接方向で説明すると、右から左に溶接を実施しています。溶接の進行に伴い、アノードスポットは一定期間母材に固着し溶接線後方に取り残されます。アークがある限度まで伸びると、アノードは前方にジャンプして、そこに安定なアノードスポットを形成します。右の図はアノードの動きを上から下へ時刻に従って表示しています。途中で台車を急停止し、一定時間停止して、次に逆方向に同じ速度で移動させています。
GTAトーチが前方(溶接進行方向)に傾いている期間は、アノードスポットが固着している時間間隔は長く、アノードスポット自体も溶接進行に伴い少し前方方向に移動しています。また、時間の経過と共にアノードスポットの形成される範囲は溶接進行方向に近づく傾向を示しています。
母材が停止している時間帯はアノードはほぼ一定領域に固着しています。しかし、この場合時間の経過と共にトーチ方向に近づく傾向を示しています。
アークが吹き流される方向への溶接が開始されると、アノードスポットは溶接進行方向に形成され、短い時間間隔でトーチの近い領域に再形成されています。アノードスポットが形成される範囲が、時間の経過と共にトーチに近づく傾向は逆方向の溶接と同じです。
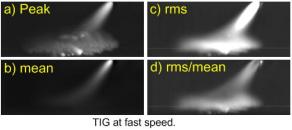 右図は、この溶接を撮影した高速度ビデオの映像を統計的に処理した結果の例です。左上の映像(a)は全溶接期間のピーク値をプロットしています。左下は(b)平均値の画像、右上は(c)平均2乗誤差を正規化した画像、右下は(d)平均2乗誤差を平均値で割ったものを正規化して表示しています。ピーク画像からは、アノードスポットが溶接線進行方向に対して左右にずれて形成される期間があることを示唆しています。また、主たるアークの変動はあまり生じていないことも分かります。平均2乗誤差の画像からは、アノードスポットの輝度変動がかなり大きいこと、また主アーク自体の輝度変動も同程度に大きいことが分かります。主アークに関しては、輝度変動が大きいだけで、プラズマジェット方向に対して直角方向に動く変動はほとんど無いことも分かります。先に記述したように実験に使用した電源が全波整流タイプで電流値の変動が大きいことが原因です。
右図は、この溶接を撮影した高速度ビデオの映像を統計的に処理した結果の例です。左上の映像(a)は全溶接期間のピーク値をプロットしています。左下は(b)平均値の画像、右上は(c)平均2乗誤差を正規化した画像、右下は(d)平均2乗誤差を平均値で割ったものを正規化して表示しています。ピーク画像からは、アノードスポットが溶接線進行方向に対して左右にずれて形成される期間があることを示唆しています。また、主たるアークの変動はあまり生じていないことも分かります。平均2乗誤差の画像からは、アノードスポットの輝度変動がかなり大きいこと、また主アーク自体の輝度変動も同程度に大きいことが分かります。主アークに関しては、輝度変動が大きいだけで、プラズマジェット方向に対して直角方向に動く変動はほとんど無いことも分かります。先に記述したように実験に使用した電源が全波整流タイプで電流値の変動が大きいことが原因です。
アノードスポットは、特定領域に固着する傾向を示します、。しかしその変動は大きく、平均値画像にはほとんど影響を与えていません。擬似カラー表示により小さい値を強調して表示すれば、アノードスポットの影響も確認できます。擬似カラー表示のかわりに、平均2乗誤差を平均値で除した画像が、アノードスポットとその上方に存在するアーク経路の情報を提供しています。
次ページ 2016.04.20作成 2016.08.18改定