俋丏俉悈拞僗僞僢僪梟愙
丂僴僀僥僋偱悈拞偲偼堦尒柍娭學側榖偑懕偄偨偺偱丄彮偟婥暘揮姺偱尒偨栚偵偼儘乕僥僋偺戙昞椺偲偟偰丄愄幚巤偟偨悈拞僗僞僢僪梟愙傪徯夘偟傑偡丅僗僞僢僪梟愙偼儃儖僩側偳偺恓忬晹嵽傪抁帪娫偱暯斅偵梟愙偡傞媄弍偱偡丅奀拞偱偼媇惖晠怘揹嬌傪峾峔憿暔偺昞柺偵庢傝晅偗傞偺偵巊偄傑偡丅
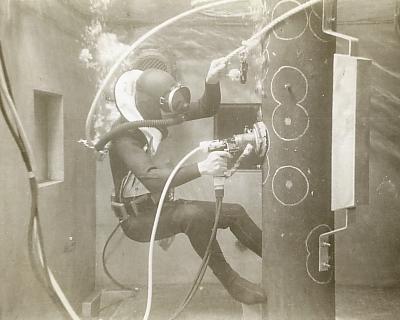 丂尨棟偼戝婥拞偱巊梡偡傞憰抲偲摨偠偱偡丅扨偵梟愙僩乕僠偲曣嵽偲傪寢傇嬻娫傪嬊晹姡幃働乕僗偱暍偭偰丄悈傪攔彍偡傞偩偗偱偡丅塃偲塃壓偺塮憸偑幚嵺偵幚尡悈憛偱僗僞僢僪梟愙傪幚巤偟偰偄傞忬嫷偱偡丅梟愙僩乕僠偼拞偑尒偊傞傛偆偵傾僋儕儖墌摏傪梡偄丄曣嵽偲愙怗偡傞晹暘偵偼寛傔偺嵶偐偄儊僢僔儏偺栐傗儚僀儎僽儔僔丄僗億儞僕側偳傪梡偄偰丄拞偺悈傪攔彍偱偒傞傛偆偵偟偰偄傑偡丅
丂尨棟偼戝婥拞偱巊梡偡傞憰抲偲摨偠偱偡丅扨偵梟愙僩乕僠偲曣嵽偲傪寢傇嬻娫傪嬊晹姡幃働乕僗偱暍偭偰丄悈傪攔彍偡傞偩偗偱偡丅塃偲塃壓偺塮憸偑幚嵺偵幚尡悈憛偱僗僞僢僪梟愙傪幚巤偟偰偄傞忬嫷偱偡丅梟愙僩乕僠偼拞偑尒偊傞傛偆偵傾僋儕儖墌摏傪梡偄丄曣嵽偲愙怗偡傞晹暘偵偼寛傔偺嵶偐偄儊僢僔儏偺栐傗儚僀儎僽儔僔丄僗億儞僕側偳傪梡偄偰丄拞偺悈傪攔彍偱偒傞傛偆偵偟偰偄傑偡丅

丂塃忋偼梟愙奐巒偺偨傔偵丄強掕偺埵抲偵梟愙僩乕僠傪墴偟晅偗偨忬嫷偱偡丅塃偺僋儘乕僘傾僢僾幨恀偼丄梟愙応強偐傜悈傪攔彍偡傞偨傔偵梟愙僩乕僠撪偵僔乕儖僪嬻婥傪棳偟偰偄傞忬嫷偱偡丅

丂塃偼俇杮偺儃儖僩傪暯斅偵悈拞梟愙偟丄儃儖僩傪墶曽岦偵偨偨偄偰丄偒偪傫偲梟愙偱偒偰偄傞偐傪娙扨偵妋擣偟偰偄傑偡丅僗僞僢僪梟愙偱偼丄嵟弶偵栺侾侽侽侽俙偺戝揹棳傪儃儖僩偵棳偟偰傾乕僋傪敪惗偝偣丄偦偺傾乕僋偱儃儖僩愭抂偲暯斅偲傪梟偐偟傑偡丅昁梫検愙崌晹偑梟梈偟偨忬懺偱丄傾乕僋傪巭傔偰堦婥偵儃儖僩傪曣嵽曽岦偵墴偟晅偗傑偡丅梟偗偨嬥懏偑旘傃嶶傜側偄傛偆偵儃儖僩愭抂晹偵偼僼僃儖乕儖偲屇偽傟傞僙儔儈僢僋偺僗儕乕僽傪偍偄偰偍傝丄偙偺僼僃儖乕儖偑梟梈楩偺栶栚傪壥偨偟傑偡丅僼僃儖乕儖偼慺從偒偺僙儔儈僢僋側偺偱丄僼僃儖乕儖偑悈暘傪娷傑側偄傛偆偵昞柺張棟傪偟偰偍偔偙偲偑廳梫偱偡丅
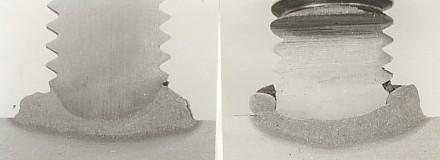
丂悈拞偱傕傎傏戝婥拞偲摨偠忬嫷偵側傝傑偡偐傜丄塃偵帵偡傛偆偵儃儖僩愭抂偲曣嵽偲偼偒偪傫偲梈崌偟傑偡丅塃偵帵偟偨夋憸偼嬥懏偺梟偗偨検偑懡偡偓偰丄儃儖僩昞柺晹暘偱梈崌晄椙傪婲偙偟偰偄傞忬懺偱偡丅偙偺晹暘偑晠怘奐巒揰偵側傞婋尟惈偑偁傝丄嵍偺椺偺傛偆偵曣嵽偲儃儖僩偺憃曽偑梟愙嬥懏偲偆傑偔梟偗崬傓忦審傪尒弌偡偙偲偑昁梫偵側傝傑偡丅
 丂塃偺幨恀偼丄岎姺偵悈拞僗僞僢僪梟愙傪巤偟偨岎姺傪棨忋偵堷偒忋偘偰丄媇惖揹嬌傪庢傝晅偗偨忬懺偱偡丅嵍塃偺媇惖揹嬌懁柺偵彎偑偮偄偰偄傞偺偼丄庢傝晅偗忬懺傪妋擣抦傞偨傔偵丄戝宆僴儞儅偱懁柺傪壗搙傕偨偨偒丄庢傝晅偗嫮搙偑廫暘偱偁傞偙偲傪帵偦偆偲偟偰偄傑偡丅奀拞偱偺徴撍傪峫偊傞偲丄偙偺掱搙偺懪寕偱攋懝偡傞傛偆偱偼幚梡揑偱偼側偄偺偱偡偑丄朘栤幰偵僀儞僷僋僩傪梌偊傞偵偼偙偺傛偆側峳偭傐偔偰扨弮側僨儌儞僗僩儗乕僔儑儞偑堄奜偲岠壥偑偁傝傑偟偨丅
丂塃偺幨恀偼丄岎姺偵悈拞僗僞僢僪梟愙傪巤偟偨岎姺傪棨忋偵堷偒忋偘偰丄媇惖揹嬌傪庢傝晅偗偨忬懺偱偡丅嵍塃偺媇惖揹嬌懁柺偵彎偑偮偄偰偄傞偺偼丄庢傝晅偗忬懺傪妋擣抦傞偨傔偵丄戝宆僴儞儅偱懁柺傪壗搙傕偨偨偒丄庢傝晅偗嫮搙偑廫暘偱偁傞偙偲傪帵偦偆偲偟偰偄傑偡丅奀拞偱偺徴撍傪峫偊傞偲丄偙偺掱搙偺懪寕偱攋懝偡傞傛偆偱偼幚梡揑偱偼側偄偺偱偡偑丄朘栤幰偵僀儞僷僋僩傪梌偊傞偵偼偙偺傛偆側峳偭傐偔偰扨弮側僨儌儞僗僩儗乕僔儑儞偑堄奜偲岠壥偑偁傝傑偟偨丅
丂壓偺夋憸偼岇娸暻偺曗嫮岺帠偺偨傔偵悈拞僗僞僢僪梟愙傪幚巤偟偰偄傞忬嫷偱偡丅岇娸暻偺峾栴斅偑晠怘偟偰丄彨棃偺埨慡惈偵栤戣偁傝偲敾抐偝傟偨椞堟偺曗嫮岺帠偵悈拞僗僞僢僪梟愙偑梡偄傜傟傑偟偨丅塃壓偺塮憸偺傛偆偵丄昁梫売強偵儃儖僩傪梟愙偟偰偄偒丄慡偰偺梟愙偑姰椆偟偨帪揰偱丄儃儖僩傪娧捠偝偣傜傟傞岴傪帠慜偵偁偗偰偍偄偨暯斅傪庢傝晅偗偰掲寢偟傑偡丅偙偺曗嫮斅偺棨抧(峾栴斅)懁偺奐偄偨僗儁乕僗偵偼僐儞僋儕乕僩傪棳偟崬傒丄慡懱嫮搙傪崅傔偰偄傑偡丅

 丂塃偺塮憸偼丄悈埑偺塭嬁傪妋偐傔傞偨傔偵彫宍埑椡梕婍偺拞偵悈拞僗僞僢僪憰抲傪愝抲偟偰偄傞忬嫷偱偡丅奀拞僾儔僢僩僼僅乕儉偺媇惖梲嬌偼偐側傝怺偄悈怺偵傕愝抲偝傟偰偍傝丄偁傞掱搙悈埑偺塭嬁傕抦偭偰偍偔昁梫偑偁傞偨傔丄惈擻帋尡傪幚巤偟偰僨乕僞傪庢摼偟偰偄傑偡丅
丂塃偺塮憸偼丄悈埑偺塭嬁傪妋偐傔傞偨傔偵彫宍埑椡梕婍偺拞偵悈拞僗僞僢僪憰抲傪愝抲偟偰偄傞忬嫷偱偡丅奀拞僾儔僢僩僼僅乕儉偺媇惖梲嬌偼偐側傝怺偄悈怺偵傕愝抲偝傟偰偍傝丄偁傞掱搙悈埑偺塭嬁傕抦偭偰偍偔昁梫偑偁傞偨傔丄惈擻帋尡傪幚巤偟偰僨乕僞傪庢摼偟偰偄傑偡丅
丂塃偺恾偵悈拞僾儔僢僩僼僅乕儉偺偳偺椞堟偵丄媇惖梲嬌偑庢傝晅偗傜傟偰偄傞偺偐偑帵偝傟偰偄傑偡丅
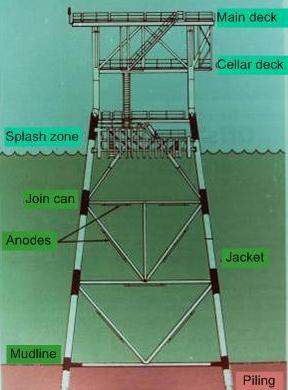
丂偙偺恾傪尒傞尷傝偱偼傎偲傫偳偺僽儗乕僗偵媇惖揹嬌偑愝抲偝傟偰偄傑偡丅扐偟丄偙偺奊偼1970擭戙偵庢摼偟偨傕偺偱偡偐傜丄尰帪揰偱偳偺傛偆偵媇惖揹嬌偑愝抲偝傟偰偄傞偺偐偵偮偄偰偺忣曬偼帩偭偰偄傑偣傫丅尩枾偵偼堘朄僐僺乕偵側偭偰偄傑偡偑丄偲偭偔偺愄偵儕僞僀傾偟偨偐偭偰偺巇帠拠娫偐傜庤搉偝傟偨帒椏偺堦晹側偺偱丄彑庤偵庤傪壛偊偰巊梡偟偰偄傑偡丅
丂壓偺塮憸偼悈拞梟愙僩乕僠偵傾乕僗梡揹嬌傪庢傝晅偗偨憰抲偱偡丅帴婥悂偒杊巭梡偵僩乕僠偺椉懁柺偵愙抧揹嬌傪庢傝晅偗傑偟偨偑丄幚嵺偵偼曅懁偺揹嬌偟偐揹棳偼棳傟偢寁夋搢傟偱偟偨丅俧俿俙梟愙偺愙怗婲摦偺崁偱愢柧偟傑偟偨偑丄揹嬌偲曣嵽偲偺愙怗偼揰愙怗偵側偭偰偟傑偄丄嬊晹姡幃梡偺墌摏僼乕僪偺椉抂偵僗僾儕儞僌偱墴偟晅偗傞婡峔偺俀杮偺揹嬌傪愝抲偟偨応崌丄偳偪傜偐曅曽偺揹嬌偺堦晹偵嫮偄椡偑嶌梡偟丄偦偺揰忬椞堟偵揹棳偑廤拞偟偰棳傟傑偡丅堦扷戝揹棳偑棳傟傞偲偦偺愙怗揰偼梟梈偟偰丄懠偺晹埵偵斾傋偰揹棳偑傛傝棳傟傗偡偔側傝傑偡丅
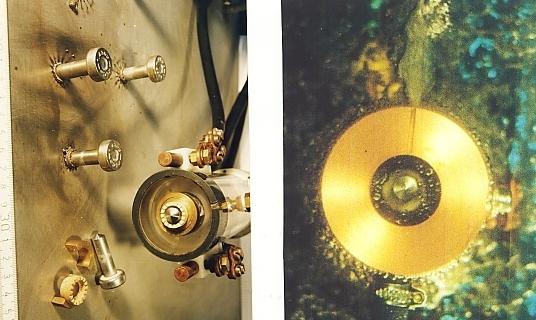
丂偙偺偨傔丄棨忋梡偺婡庬偱偼丄僗僞僢僪儃儖僩偲俀杮偺奜晅偗愝抲揹嬌偺俁揰巟帩婡峔偲側偭偰偄傑偡丅悈拞梟愙梡僩乕僠偱偼丄杊悈梡偺墌摏僼乕僪偲僗僞僢僪儃儖僩偱僩乕僠偑屌掕偝傟傞偨傔丄愝抲揹嬌偑曣嵽偵愙怗偡傞椡偑晄廫暘偵側偭偰偄傑偟偨丅
丂梟愙偡傞儃儖僩偼梡搑偵傛傝怓乆側宍忬偑懚嵼偟傑偡丅嵍懁偵梟愙寢壥偲僼僃儖乕儖側偳傕幨偭偰偄傑偡丅塃偺塮憸偼梟愙晹偑偆傑偔姡憞偟偨忬懺偵側偭偰偄傞偐偳偆偐傪挷傋偰偄傞椺偱偡丅
 丂悈拞梟愙偱偼梟愙幚巤売強偐傜悈傪攔彍偟偰丄姡偄偨忬懺偵偟偰偍偔偙偲偑岲傑偟偄偺偱偡偑丄條乆側梫場偱梟愙晹偵偼悈偑巆懚偟傑偡丅幚嵺偺梟愙偱偼崅壏偺傾乕僋偑敪惗偡傞偺偱丄梟愙寢壥偵埆塭嬁傪梌偊傞検偺悈偼巆傜側偄応崌偑懡偔偁傝傑偡丅偟偐偟丄僼僃儖乕儖側偳偺彫暔偑梟愙椞堟嬤朤偵懚嵼偡傞梟愙朄偱偼丄梟愙晹嬌嬤朤偺悈偑攔彍偝傟偢丄梟愙偵埆塭嬁傪梌偊傞偙偲偑懡乆偁傝傑偡丅
丂悈拞梟愙偱偼梟愙幚巤売強偐傜悈傪攔彍偟偰丄姡偄偨忬懺偵偟偰偍偔偙偲偑岲傑偟偄偺偱偡偑丄條乆側梫場偱梟愙晹偵偼悈偑巆懚偟傑偡丅幚嵺偺梟愙偱偼崅壏偺傾乕僋偑敪惗偡傞偺偱丄梟愙寢壥偵埆塭嬁傪梌偊傞検偺悈偼巆傜側偄応崌偑懡偔偁傝傑偡丅偟偐偟丄僼僃儖乕儖側偳偺彫暔偑梟愙椞堟嬤朤偵懚嵼偡傞梟愙朄偱偼丄梟愙晹嬌嬤朤偺悈偑攔彍偝傟偢丄梟愙偵埆塭嬁傪梌偊傞偙偲偑懡乆偁傝傑偡丅
丂塃偺塮憸偼僗僞僢僪梟愙僩乕僠偵傾僋儕儖惢偺墌摏傪晅偗偰悈拞巊梡偵夵憿偟偨僩乕僠偱偡丅梟愙尨棟帺懱偼愄偐傜傎偲傫偳曄壔偼偁傝傑偣傫丅揹尮傗奺庬惂屼婡婍偺恑壔偵傛傝丄僩乕僠偺峔憿傕彫宆壔偡傞孹岦偑偁傝丄僩乕棟偺曄壔偲摨帪偵悈拞梡偺晅懏晹昳傕夵椙偟偰偍偔昁梫偑偁傝丄帪偨傑怓乆側夵憿偑昁梫偲側偭偰偄傑偡丅
丂慡偰偺偙偲偵捠偠傑偡偑丄傕偆偄傜側偄偩傠偆偲偐偝偽傞昳乆傪惍棟偟偰張暘偟偨屻偵丄偦偺張暘偟偰偟傑偭偨帠崁偑昁梫偲偝傟傞偙偲偑椙偔偁傝傑偡丅惍棟偟側偐偭偨傜婰壇偑儕僼儗僢僔儏偝傟側偄偺偱丄偦傟偑昁梫偩偲偄偆偙偲傪巚偄弌偝側偄偙偲偼帠幚偱偡偑丄偦傟傪妱傝堷偄偰傕丄惍棟偟偰帒椏偑側偔側偭偨帪揰偱栤偄崌傢偣傪庴偗傞偙偲偼杮摉偵偨偔偝傫偁傝傑偡丅
師儁乕僕丂丂2016.04.21嶌惉丂2016.04.21夵掕