8.5 水中溶接結果に及ぼす水カーテン効果
 水カーテンの効果
水カーテンの効果
実際の構造物の溶接では、V開先など、溶接を良好に行うために特殊な溶接形状を用います。実際の溶接過程では、平面だけの板より局部空洞を形成させるのが難しくなります。これは、ノズルの底面から母材の底面までの距離が長くなり、水頭圧の差が大きくなることと、開先内部がガスの通路となり、母材表面とノズル間の空間ガス圧力が低下するためです。
 また、右図に示すように、実際の溶接では溶接部位により溶接姿勢が変化することや、隅肉溶接なども必要ですから、それぞれの溶接条件や姿勢に応じたノズルを開発するとともに、各作業水深圧力における適切なカーテンカーテン水量とガス流量との関係を求めました。
また、右図に示すように、実際の溶接では溶接部位により溶接姿勢が変化することや、隅肉溶接なども必要ですから、それぞれの溶接条件や姿勢に応じたノズルを開発するとともに、各作業水深圧力における適切なカーテンカーテン水量とガス流量との関係を求めました。
水カーテンがない場合にはシールドガスは大きな塊となって間欠的にノズルから離脱し、離脱する時に周囲の水が内部に入りやすくなります。水カーテンを用いる場合には、シールドガスは小さな気泡となって周囲に排出され、内部の圧力は安定しますから、溶接が進行しているノズル内部には水は入ってきません。
右の図はアークを発生していないときの、ノズルから噴出するカーテン水の状況です。上側のカーテン水が無い場合には、大きな気泡が離脱しています。下側のカーテン水を流している状況では、シールドガスは小さな気泡として外部に放出されています。

実際に水中溶接を実施している時には、溶接の実行と共にアークと溶融金属とから、高熱が外部に伝わります。水カーテンが無い場合には、溶接部近傍に侵入した水の一部は、アーク溶接による高熱で蒸発し、溶融金属表面に到達し、一部の水分子(酸素分子と水素分子)が溶融金属内部に取り込まれます。適正な条件で水カーテンを用いる場合には、周囲の水は、アークと溶融池近傍にはほとんど到達できず、大気中の溶接と同じ状況が保たれます。
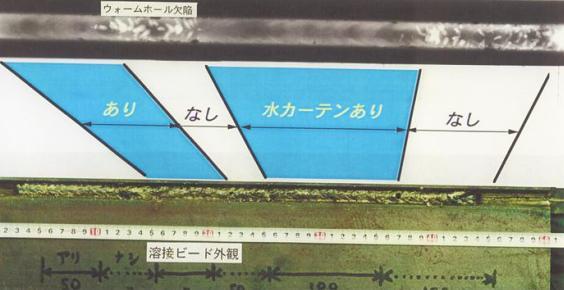
 上の図に、溶接中に水カーテンを使用する場合と、使用しない場合とを交互に実施した結果を示します。水カーテンを使用した合内部には、溶接欠陥の無い良好な溶接結果が得られています。一方、水カーテンが無い場合には溶接金属の内部や表面に大きなブローホールが発生しています。
上の図に、溶接中に水カーテンを使用する場合と、使用しない場合とを交互に実施した結果を示します。水カーテンを使用した合内部には、溶接欠陥の無い良好な溶接結果が得られています。一方、水カーテンが無い場合には溶接金属の内部や表面に大きなブローホールが発生しています。
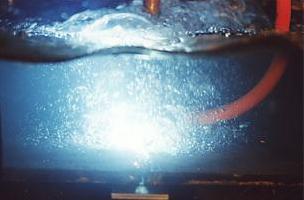
右の写真は、実際に水カーテンノズルを用いて、小型水槽内で水中溶接を実施している状況です。このように、水中で安定にシールドが行われていることが見て取れます。
次ページ 2016.03.15作成 2016.04.18改定