7.7 メガフロートの溶接準備作業
 夏季に接合作業を行う場合には、構造物の上表面は直射日光に照射され高温になります。一方、下部は海水により冷却され海水温度程度に保たれます。このため、上部構造は下部構造よりも膨張し、図に示すように反り返ります。大きさの異なるユニットを接合する場合には、この変形の度合いが異なり、溶接線がかみ合いにくくなります。
夏季に接合作業を行う場合には、構造物の上表面は直射日光に照射され高温になります。一方、下部は海水により冷却され海水温度程度に保たれます。このため、上部構造は下部構造よりも膨張し、図に示すように反り返ります。大きさの異なるユニットを接合する場合には、この変形の度合いが異なり、溶接線がかみ合いにくくなります。
 この点からは、上部と下部との温度差が少ない夜間の時間帯に仮止め固着することが有効です。
この点からは、上部と下部との温度差が少ない夜間の時間帯に仮止め固着することが有効です。
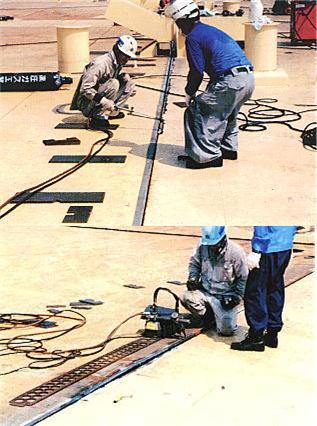
それまでの接合作業の結果、構造物全体が熱変形している場合や、日射などによる上部と下部との温度差による熱変形など、複数の異なる造船所で別個に作成したユニットを設置海域で接合する場合には、構造物が所定の形状とは食い違うこともあります。手動あるいは自動ガス切断により、溶接線を所定の精度に修正する作業も現場では必要になります。また、グラインダなどで開先角度や開先面を修正する作業も必要になります。
右や右下の写真は、甲板上で溶接を実施するためのこまごまとして準備作業を実施している状況です。うまく溶接できるかどうかは、現場の作業員の腕前と熱意に依存しています。
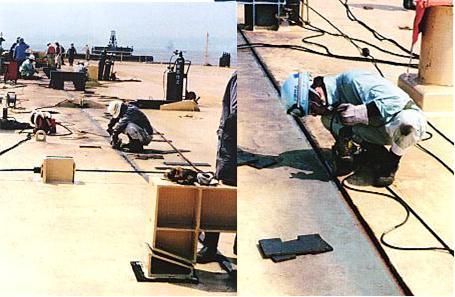 一番の問題点は、夏場に建設を実施すると、上部甲板は70℃程度まで温度が上昇する状況があることです。高温環境で長時間に渡って、それ自体が高温を発生するガス切断やアーク溶接作業を行うことは、肉体に大きな負荷をかけてしまいます。
一番の問題点は、夏場に建設を実施すると、上部甲板は70℃程度まで温度が上昇する状況があることです。高温環境で長時間に渡って、それ自体が高温を発生するガス切断やアーク溶接作業を行うことは、肉体に大きな負荷をかけてしまいます。
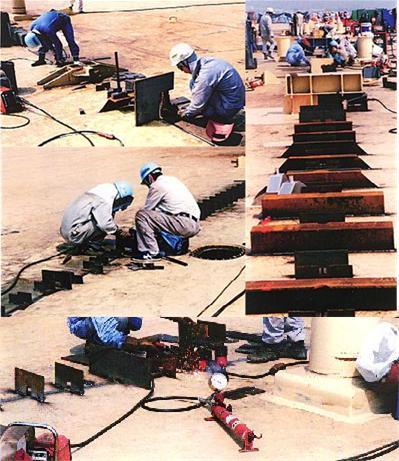 溶接線の目違いは、油圧機器などを用いて修正します。微妙な目違い修正作業は、熟練者の技能に頼らざるを得ません。しかし、ガス切断やアーク溶接作業は自動化をしたいところです。適正に溶接を実施するためには、写真に見えるように非常に多数のストロングバック(拘束板)による拘束が必要となります。結果的に、これらの拘束ジグが自動化を難しくしています。
溶接線の目違いは、油圧機器などを用いて修正します。微妙な目違い修正作業は、熟練者の技能に頼らざるを得ません。しかし、ガス切断やアーク溶接作業は自動化をしたいところです。適正に溶接を実施するためには、写真に見えるように非常に多数のストロングバック(拘束板)による拘束が必要となります。結果的に、これらの拘束ジグが自動化を難しくしています。
このページの映像は、共同研究相手であるメガフロート技術研究組合の人たちと、溶接施工作業を実施する上で気になる部分をチェックしていきながら撮影した写真です。
次ページ 2016.03.12作成 2016.04.18改定