6.純タングステン電極表面形状、アルゴンシールド
 純タングステン電極の仕事関数は高く、アーク電流を流すのには電子を放出する領域が溶融している必要があります。この場合、上図に示すようにアーク発生時に電極先端領域が溶融離脱して溶接金属の中に入り込み欠陥の原因となることがあります。前節までに示したように、通常は仕事関数の低いトリアなどを混ぜ込んだ電極を使用しています。純タングステン電極は交流溶接や電極をプラスにして用いる溶接などの限られた用途にしか使用されないためになじみが薄い存在です。
純タングステン電極の仕事関数は高く、アーク電流を流すのには電子を放出する領域が溶融している必要があります。この場合、上図に示すようにアーク発生時に電極先端領域が溶融離脱して溶接金属の中に入り込み欠陥の原因となることがあります。前節までに示したように、通常は仕事関数の低いトリアなどを混ぜ込んだ電極を使用しています。純タングステン電極は交流溶接や電極をプラスにして用いる溶接などの限られた用途にしか使用されないためになじみが薄い存在です。
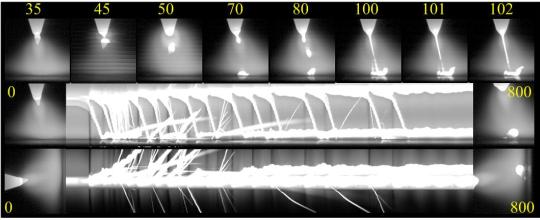
純タングステン電極は高周波電圧を重畳してもなかなか安定したアークが発生しにくく、電極先端を鋭利に尖らせていると、上の映像に見られるように先端部が溶融飛散してしまいます。上図の鉛直及び水平方向の時刻暦画像は約1分間の記録となります。
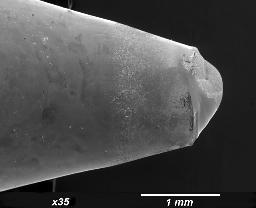
| pureW(Normal)3.2mm Polished after 200A, Ar10 arcing for 30min | ||||
|---|---|---|---|---|
 |
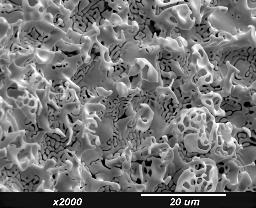 |
倍率2000倍 |  |
|
 |
 |
 |
 |
 |
上図左端の電極先端部はアーク発生中は溶融していた領域で、時刻暦画像右端の800と記載している映像の電極先端部が明るく撮影されている領域が先端の溶融している領域となります。
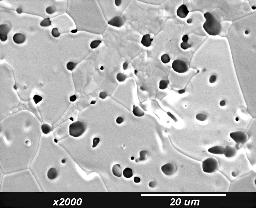
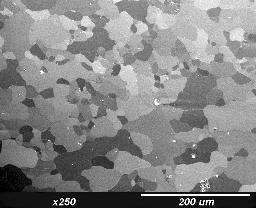
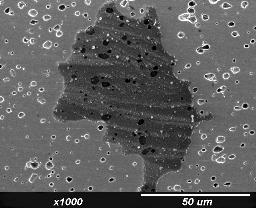
純タングステン電極も十全に管理された不活性雰囲気中で焼結成形して製作されます。しかし、原料の微細なタングステン粉末表面は酸化されており、タングステン電極内部に酸素を若干含んでいます。また、内部の気泡もまったく無いわけではなく、幾分かは気孔を内部に含んでいます。アーク溶接のように陰極領域が溶融し、その協会部は溶融温度近傍まで高温に熱せられる状態では、熱影響領域で結晶粒の肥大化が生じます。
同時に、粒界部分の気泡に含まれるガス成分の膨張と一部酸化タングステンの気化膨張により、高圧になった気泡は外部へと噴出し写真に示すような気孔が表面に露出しています。
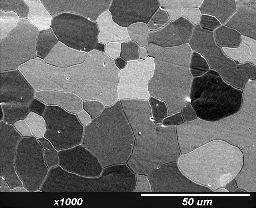
アーク発生中には溶融していた電極先端領域はアーク停止と共に凝固を始め、右図に示すように微細な結晶粒になる場合があります。冶金は不勉強で詳細な理解は出来ていませんが、基礎的な教科書に出てくる説明が理解できる映像を多く観察することが出来ました。

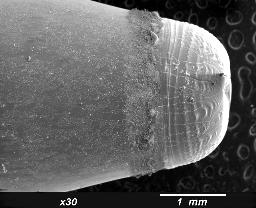
通常の溶接では先端角度は60度の場合が普通です。この角度では円錐形状領域での温度差が大きくなります。一連の実験で先端角度を30度と先鋭にしているのは円錐状領域の温度分布を小さくして、温度分布が表面性状に及ぼす影響を調べるためです。
右図は高周波電圧をかけてもうまくアークが発生しなかった場合の電極の写真です。純タングステン電極の仕事関数は高く、一般的にアーク始動が困難であり、このように電極表面全体のみならず、銅製のコレット表面でもクリーニング効果が見られる場合があります。大気圧条件では、銅製コレット表面からアーク発生には至らないケースほとんどであり、コレットが溶損することはありません。

しかし、真空条件ではトリア入り電極を使用していても、陰極点が銅製コレット表面に固着する場合が頻繁に見られ、はなはだしい場合には右に示すようにコレットが溶損することがあります。アーク現象の解析では、電極温度が十分に温まっていない冷陰極状態と、電極が十分熱せられた熱陰極状態、及び、その中間の過渡的な現象とに分けて解析をする必要があります。
私自身は就職するまで溶接に関する知識は一切ありませんでしたし、金属に関する知識も全然持っていませんでした。また、溶接といっても非常に特殊な環境である、水中溶接・切断が研究対象であったために、幅広い知識と視野を要求されたこともあり、割と先入観に邪魔されずに対象に接することが出来ました。また、早い時期から本務が海洋構造物や画像処理を中心としたロボット技術の開発にシフトし、溶接関連は企業からの依頼や他機関との共同研究プロジェクトに限られていました。その中で疑問に思ったことや知りたいと思ったことは機会を捉えて実験するようにしていましたので、いろいろな過去のデータを掘り起こしては、つぎはぎ細工でこのHPを記載しています。企業との研究結果に関しては、相手方の担当者も多くは定年退職をしつつあり、機会を捉えて公開したいと考えています。
次ページ 2017.05.19作成 2017.05.23改訂