6.3 MG50, 1.2mm, Extension=25mm, Welding speed=30cm/min、Ar
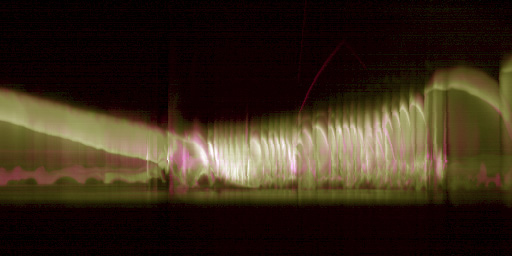
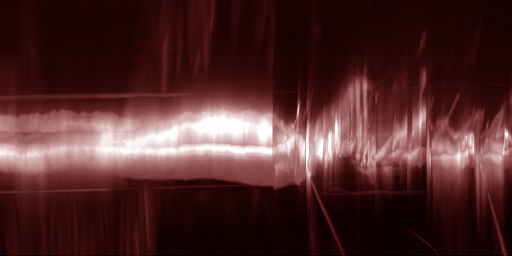
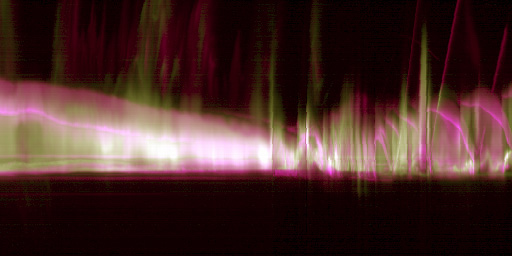
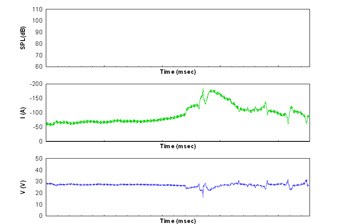
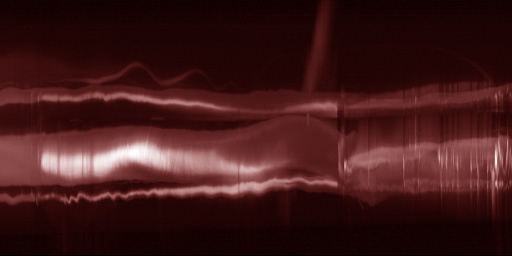
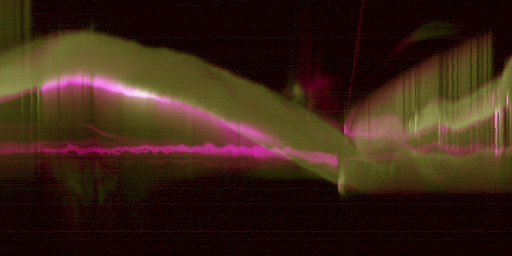
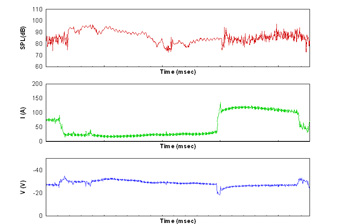
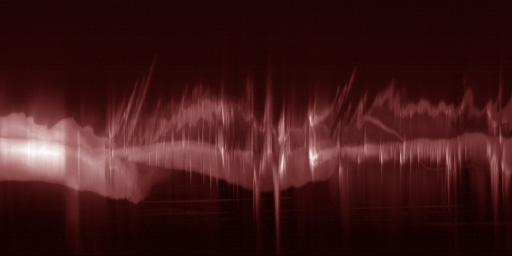
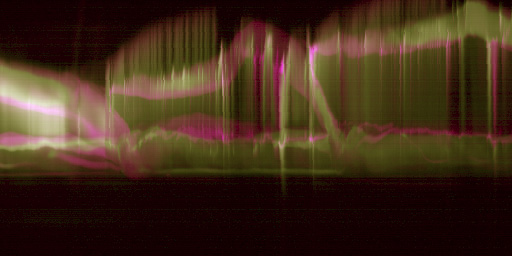
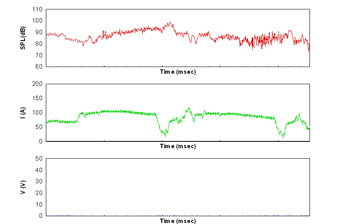
本ページでは、母材材質(軟鋼とSUS304)と電極の極性の影響を検討します。左端の画像はアーク現象の水平方向の時刻歴、その右側が鉛直方向の時刻歴、その左の図は動画に示した時刻範囲の音と電流値及び電圧値のグラフ、最後が動画の一場面です。各画像をクリックするとその画像が表示されます。
表示時間は右端の動画の内右に表示している熱画像の記録可能時間に制限され低増す。カラー画像と電気信号の記録はもう少し長い時間記録しています。残念なことに、これらの記録は現在手元に見つかりませんので、全体の挙動を再検討することはできません。記録計には、(1)騒音計からの電気信号=赤色、(2)電流信号=緑色、(3)電圧信号=青色と(4)熱画像の撮影開始と同期した電気信号の、4種類の信号を記録しています。実験の手順としては、(1)溶接トーチを所定の位置に固定し、(2)溶接の開始とともに溶接台車に乗せた母材を移動させて溶接を実施します。電圧、電流と溶接音は最初から記録しています。(3)一定時間経過して定常状態に達したと判断した時点で、高速度カラービデオの記録を開始し、(4)それから少し時間が経過した時点で白黒高速度ビデオの記録スイッチを押します。(5)所定時間が経過してビデオ撮影が終了します。(6)問題は実験が終了してからです。この頃の高速度ビデオはデータを外部記憶装置に保存するのに非常に時間がかかっていました。まず、高速度ビデオのデータを外部記憶装置に保存する処理を行い、電気信号の記録も外部記憶に記憶させる処理を行います。高速度カラービデオはフォトロンから臨時に借用した2000年当時の高性能機種であり、データはたくさん取得できますが外部記憶に保管するのに長時間かかりました。この頃は原始的な実験しかできず、自作のトリガスイッチで白黒とカラー高速度ビデオ及び信号記録計へのトリガ信号を同時に送り同期を取っていました。白黒とカラーの撮影速度とは異なるため、補間法を用いて表示にむらが出ないよう修正しています。
| Comparison of porality and mother metal(SUS304 & Mild steel),Ar | ||||
|---|---|---|---|---|
 |
 |
 |
 |
|
| Horizontal,DCRP, 23V, 160A | Vertical, on SUS304 | Sound,V(V),I(A) | gma03w02 | |
 |
 |
 |
 |
|
| Horizontal,DCRP, 24V, 150A | Vertical, on Mild steel | Sound,V(V),I(A) | gma03w03 | |
 |
 |
 |
 |
|
| Horizontal,DCSP, 24V, 120A | Vertical, on SUS304 | Sound,V(V),I(A) | gma03w05 | |
 |
 |
 |
 |
|
| Horizontal,DCSP, 23V, 130A | Vertical, on Mild steel | Sound,V(V),I(A) | gma03w04 | |
毎秒4500コマの撮影速度で1024枚の画像を取得しているため、227m秒間の映像となり、それを毎秒30コマで再生しているので、時間を150倍に引き伸ばしたスロー再生となります。シールドガスにはアルゴンを使用していますので、安定なアークはまず発生しません。溶滴がワイヤ径より3倍以上大きくなるグロビュール移行とワイヤ径と同程度の径の溶滴が頻繁に離脱するスプレー移行とが繰り返し生じています。
アーク音は、その名のとおりアークプラズマ圧力の時間的変動により生じているため、大きな溶滴が成長を続け、母材から離れてアーク長が長いほど大きくなっています。溶滴が母材に接触して離脱した後は、スプレー移行となります。短絡して溶滴が離脱するまでは音は若干小さくなり、アーク長の変動の大きいスプレー移行の時間帯は音の時間的な変動が大きくなります。短絡した瞬間は、短絡する以前のアーク電流より5割以上大きな短絡電流が流れ、すぐにアーク電流程度の値に下がり、短絡期間中電圧の増加とともに電流値も増加しています。
電流自身が作る電磁界で電流経路は不安定なものだという知識はありましたが、それはあくまで比較的小電流に当てはまるもので、アーク溶接のように大電流・高密度の場合には、アークは電極と電極の再接近経路で発生し、安定なものと、なんとなく思っていました。溶接中のアーク現象を高速度ビデオで見るようになってからは、アークは不安定なものと再認識しました。一連の高速度ビデオの撮影結果を見ても、アークが主に流れているであろう、明るいプラズマ部分はほとんどあさっての方向に向いています。グロビュール移行の時には、陰極点は溶融金属上にはほとんど存在しないのではないか、とも思われる映像が得られています。これは、主にSUS304固体壁表面のクロム酸化物の影響だろうと考えています。
(2)DCRP, 24V, 150A on Mild steel
クロム酸化物のない軟鋼へのアークが2枚目の映像です。溶滴移行現象自体は母材がSUS304の場合とほぼ同様ですが、軟鋼の場合には陰極点は溶融金属上に発生しているように見られます。実際に溶滴が溶融金属に突入する領域近傍から小さなスパッタが発生しているのが見られます。このことから、軟鋼溶融金属の温度はSUS304より高温になっている可能性があります。熱伝導度は軟鋼のほうが高いため、一般的にはSUS304の溶融金属の温度のほうが高いと考えがちですが、映像を見ている限りでは、軟鋼の溶融金属のほうが局所的に高温になっているような気がします。
(3)DCSP, Ar, 24V, 120A on SUS304
電極がマイナス、母材がSUS304の場合には、陰極点は溶滴上の特定の領域に集中し、母材側へはあまり集中していないように見え、母材の温度上昇は不十分で溶融池がほとんど形成されていないように見えます。また、溶滴が母材に接触して離脱した直後にはワイヤ表面上を陰極点が走り回っているのではないかと想像できる映像が撮影されています。電流信号を見ると溶滴が大きく形成され、溶滴表面に陰極点が形成されているような状況では、流れている電流は非常に少なく、母材が十分に熱せられていないことが伺われます。
(4)DCSP, Ar, 24V, 120A on Mild steel
電極がマイナス、母材が軟鋼の場合にも、陰極点は溶滴上の特定の領域に集中しているように見えます。母材側へはある程度溶融金属に陽極点が集中しているように見え、電流値はやはり小さい値となっているものの、母材の温度上昇は十分で溶融池が形成されています。しかし、母材全体の温度上昇はあまり良くなく、溶融金属は母材表面に盛り上がっているような映像になっています。
次ページ 2016.7.1作成, 2026.01.21改定