6.8 MG50, 1.2mm, Extension=25mm, Welding speed=30cm/min
| 6.8(a) Effect of Oxygen in Ar(O2 in Ar), DCRP on SUS304 | ||||
|---|---|---|---|---|
 |
 |
 |
 |
|
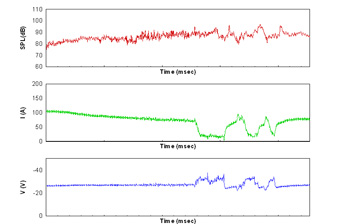
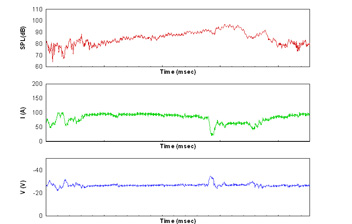
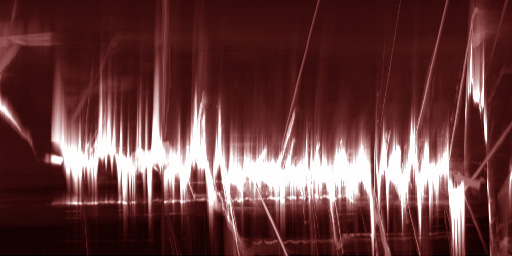
| Horizontal,DCRP,26V,160A | Vertical, Ar on SUS304 | Sound,V(V),I(A) | (1)gma03w31 | |
 |
 |
 |
 |
|
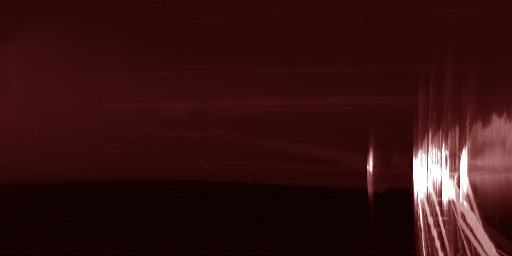
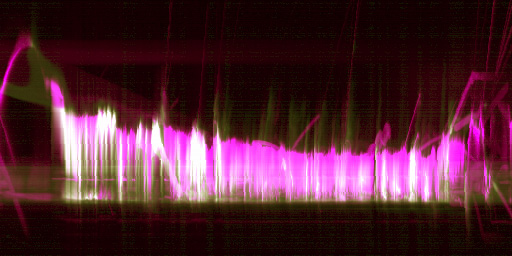
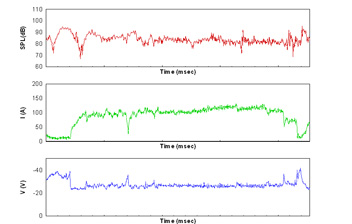
| Horizontal,DCRP,28V,160A | Vertical, Ar+1%O2 | Sound,V(V),I(A) | (2)gma03w30 | |
 |
 |
 |
 |
|
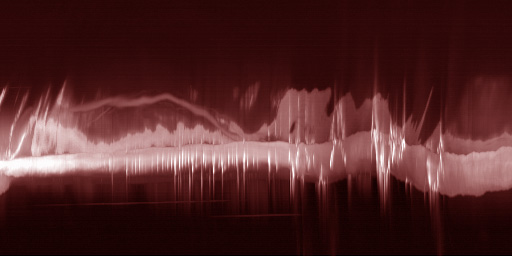
| Horizontal,DCRP,28V,180A | Vertical, Ar+3%O2 | Sound,V(V),I(A) | (3)gma03w29 | |
 |
 |
 |
 |
|
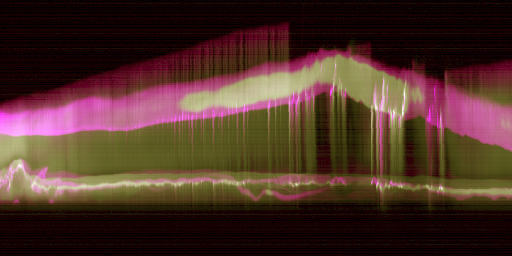
| Horizontal,DCRP,28V,180A | Vertical, Ar+5%O2 | Sound,V(V),I(A) | (4)gma03w28 | |
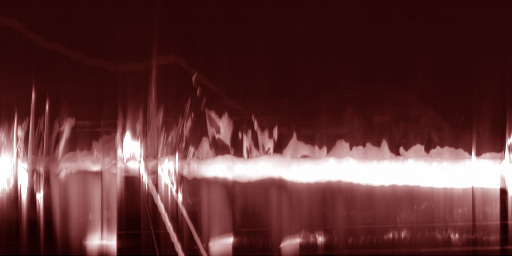
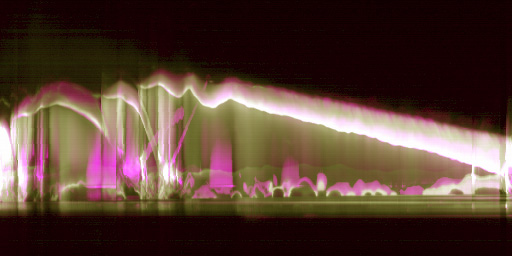
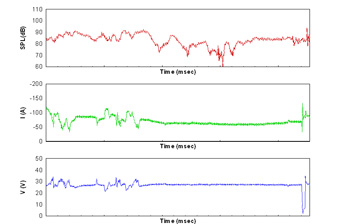
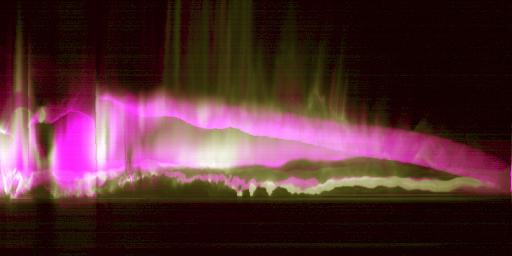
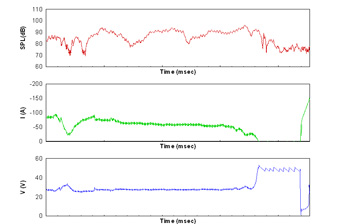
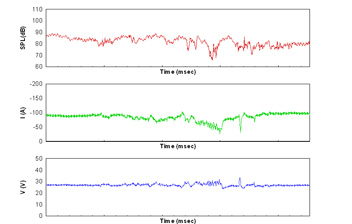
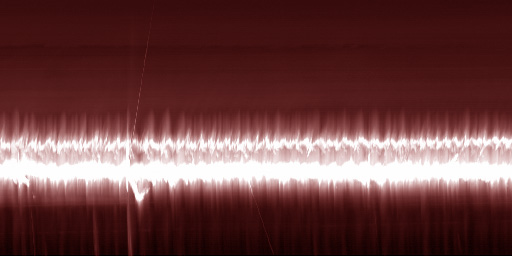
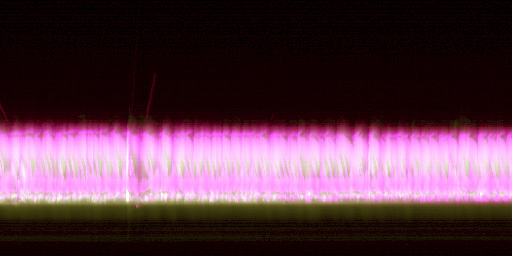
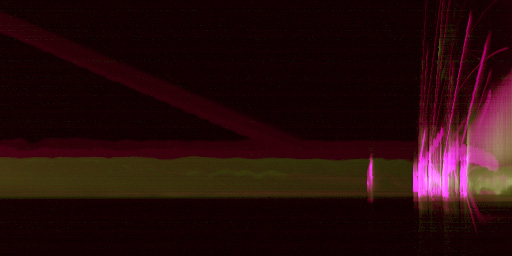
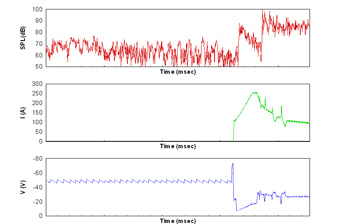
(2)Ar+1%O2_28V160A:アルゴンに1%の酸素が入ると、アークは不安定ですが溶融池に突入した溶滴の上にカソードが形成され、かなり強いプルームも発生しています。電圧電流グラフでは、終盤にアークが途切れている状況になっており、右側の熱画像から受ける印象とは異なっているのが気がかりな点です。実際にはカラー画面ではアークが発生していないため、ほとんど何も撮影されていない状況になっており、アーク切れは確実に起こっています。この状況でアーク切れが生じるのは一見不可解ですが、アーク自体はかなり磁気力で吹き流されており、カラー映像を見る限りではアーク切れも納得できます。また、ワイヤが高温になり磁気力で折れ曲がっているのも印象的です。ほんの少しのガス組成の変化でこのように状況が変わるのが溶接現象の難しいところだと感じています。
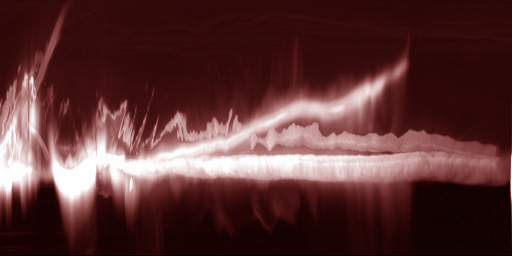
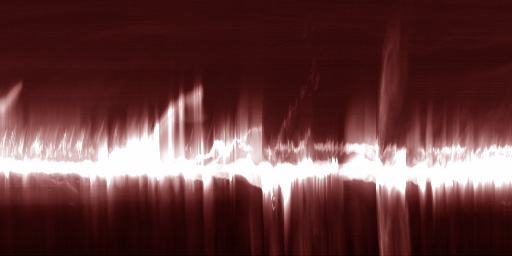
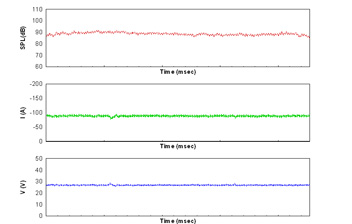
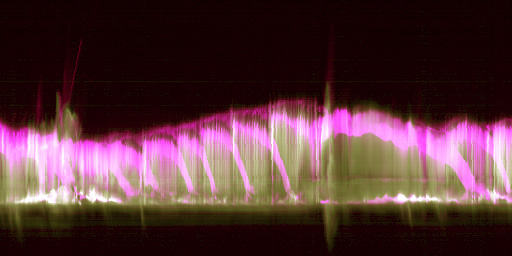
(3)Ar+3%O2_28V180A:酸素含有量が3%になると比較的アークは安定に発生しています。陰極点の形成状況には興味深いものがあり、特に高温の溶滴が溶融池表面に突入する瞬間の極点の形成状況とスパッタ及びプルームの発生状況は非常に面白く感じています。
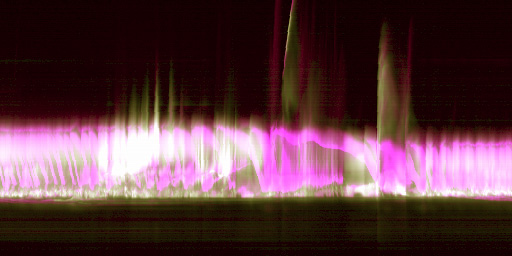
(4)Ar+5%O2_28V180A:酸素含有量が5%になるとアークは非常に安定したスプレー移行となっています。溶滴が溶融池に突入する瞬間の変化はやはり劇的なものがあり、最近の高性能な高速度ビデオできちんと撮影して解析してみたくなります。
| 6.7(b) Effect of Oxygen in Ar(O2 in Ar), DCSP on SUS304 | ||||
|---|---|---|---|---|
 |
 |
 |
 |
|
| Horizontal,DCSP,28V,120A | Vertical, Ar on SUS304 | Sound,V(V),I(A) | (5)gma03w24 | |
 |
 |
 |
 |
|
| Horizontal,DCSP,27V,140A | Vertical, Ar+1%O2 | Sound,V(V),I(A) | (6)gma03w25 | |
 |
 |
 |
 |
|
| Horizontal,DCSP,28V,160A | Vertical, Ar+3%O2 | Sound,V(V),I(A) | (7)gma03w26 | |
 |
 |
 |
 |
|
| Horizontal,DCSP,28V,200A | Vertical, Ar+5%O2 | Sound,V(V),I(A) | (8)gma03w27 | |
(5)Ar_28V120A:アルゴンのみではアーク長の長いグロビュール移行となります。アークは不安定で、極点は極端に動き回り、ワイヤ固体壁面の極点形成(クリーニング作用)も見られます。極点の形成状況によりアーク長が長い状態でアーク切れを時々生じており、最アーク発生もすぐに見られています。これをアーク切れと見るのか単に微小電流アークと見るのかは難しいところです。
(6)Ar+1%O2_27V140A:上の場合と同様、前半から終了間際にかけてアーク切れを起こしています。ワイヤ先端の溶滴部分はうっすらと光っており、固化しているのか少し溶融した状態なのかについては判別しかねます。溶融池にワイヤ先端が接触したとき及び短絡以後の溶融金属の移行状況から判断すると、ほぼ固化しているとようです。ワイヤ固体壁へのクリーニングアクションは顕著に観察できます。
(7)Ar+3%O2_28V160A:3%の酸素混入でほぼ安定したアークが発生しているように見えます。アノードの形成状況は不安定ですが、一応スプレー移行の範疇に入ると思います。
(8)Ar+5%O2_28V200A:アークは不安定で、ワイヤは高温になり軟化し磁気吹きによりワイヤ自体が折れ曲がっています。このためアークは不安定になっています。ワイヤ側面へのクリーニングアクションはこの映像では視認できません。カソード領域はワイヤ先端に固着しているかのように見えますが、ワイヤ先端がグニャグニャと折れ曲がって動き回ることもあり、ほとんどの時間帯は先端へ固着しているようだとしか言えません。200A程度の電流でワイヤがあのように軟化して変形するのは珍しく、いろいろな機会にこのような不安定現象がありますと宣伝してきました。
以上、SUS304へのGMA溶接の動画を紹介してきました。SUS304用のワイヤを用いるとかなり異なる映像が撮影できるとは思います。
次ページ 2016.7.1作成, 2021.01.21改定