6.7 MG50, 1.2mm, Extension=25mm, Welding speed=30cm/min
| 6.7(a) Comparison of shielding gas(Ar/CO2), DCRP on SUS304 | ||||
|---|---|---|---|---|
 |
 |
 |
 |
|
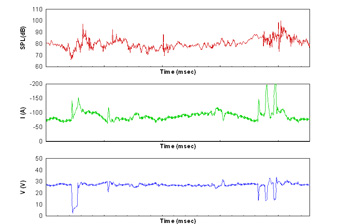
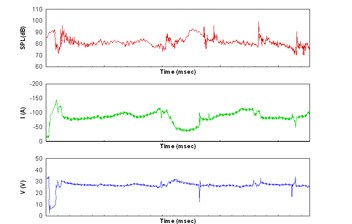
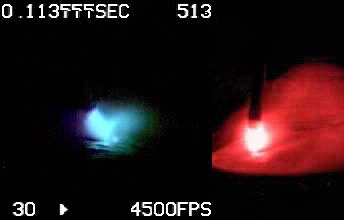
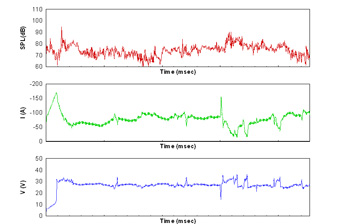
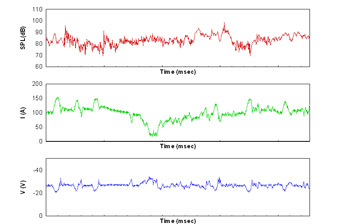
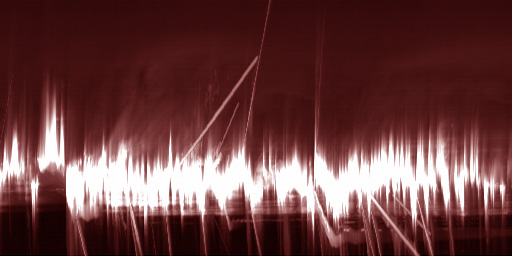
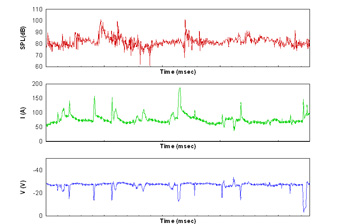
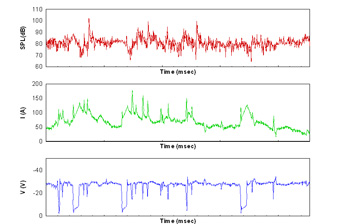
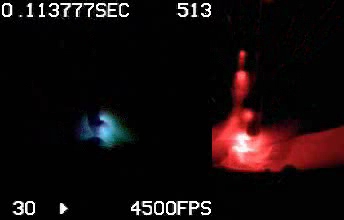
| Horizontal,DCRP,24V,160A | Vertical, Ar on SUS304 | Sound,V(V),I(A) | (1)gma03w32 | |
 |
 |
 |
 |
|
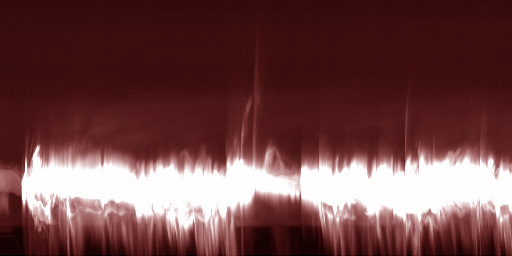
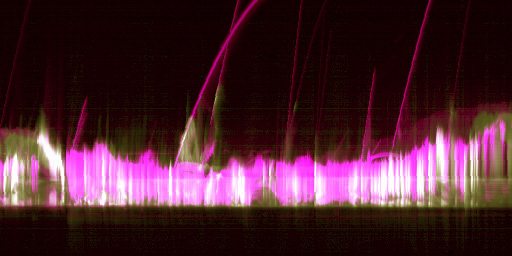
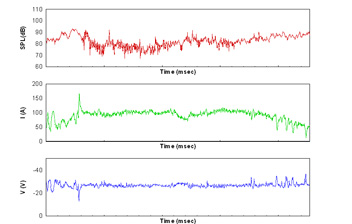
| Horizontal,DCRP,25V,160A | Vertical, Ar80%+CO20% | Sound,V(V),I(A) | (2)gma03w15 | |
 |
 |
 |
 |
|
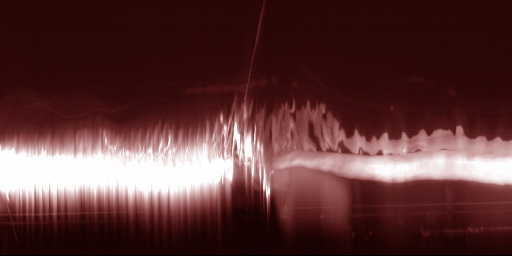
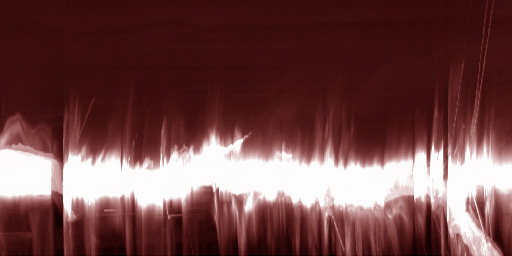
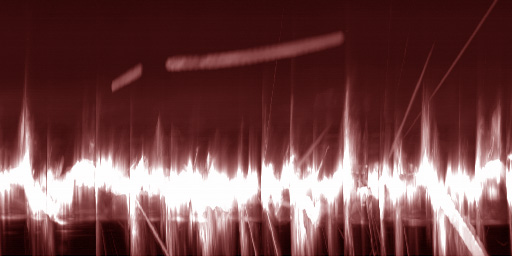
| Horizontal,DCRP,28V,160A | Vertical, Ar50%+CO50% | Sound,V(V),I(A) | (3)gma03w16 | |
 |
 |
 |
 |
|
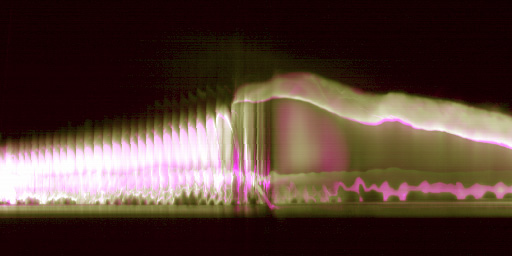
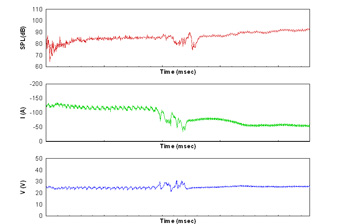
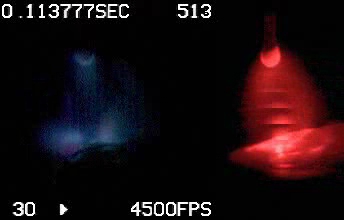
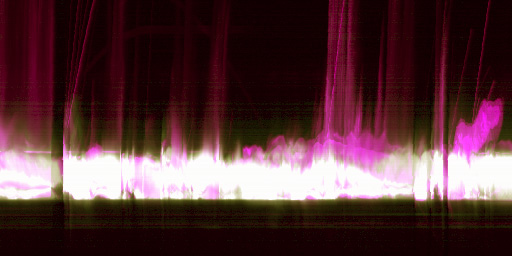
| Horizontal,DCRP,35V,140A | Vertical, CO2=15L/min | Sound,V(V),I(A) | (4)gma03w17 | |
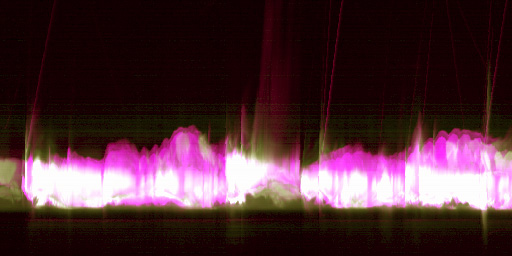
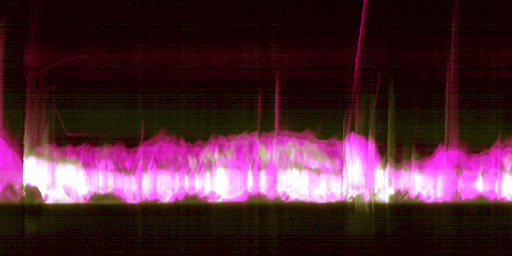
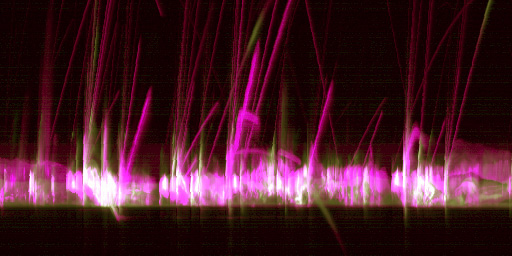
(1)Ar24V160A:何度も紹介している比較のためのアルゴンシールドの移行現象です。グロビュールとスプレー移行が交互に起こり、極点が目立つのが特徴です。
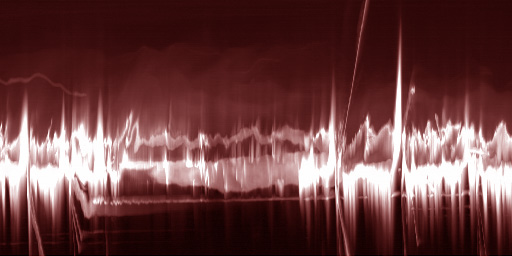
(2)Atal25V160A:アタールガスとして知られている、アルゴン80%炭酸ガス20%の混合ガスのアーク現象です。アーク長は短く、電極ワイヤ先端部の溶滴は比較的大きく、時折接触・短絡して溶滴が母材溶融池に移行しています。鉛直方向の時刻歴画像と電圧・電流信号をアルゴンと比較するとその相違が歴然としています。
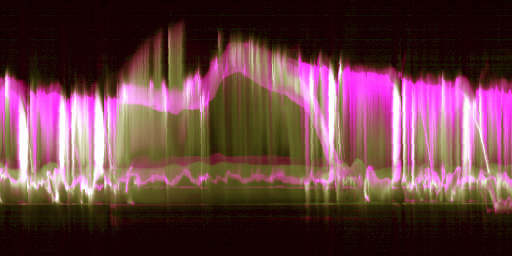
(3)Ar/CO2 28V160A:アルゴンと炭酸ガスが50%づつの場合には、溶滴の成長はワイヤ径の2−3倍程度で典型的なグロビュール移行が持続しています。溶滴がかなりの割合で飛び出してスパッタになるのが目に付きます。特に溶滴先端が溶融池に接触してワイヤから離脱する直後のスパッタ発生が目に付きます。
(4)CO2 35V140A:炭酸ガス100%の典型的な移行現象です。溶滴はワイヤ側面から上の方向に成長します。アークは主に溶滴下部と溶融池表面の比較的短い間隔で発生(固着)し、溶滴はその上に乗りかかる形で形成されています。
| 6.7(b) Comparison of shielding gas(Ar/CO2), DCSP on SUS304 | ||||
|---|---|---|---|---|
 |
 |
 |
 |
|
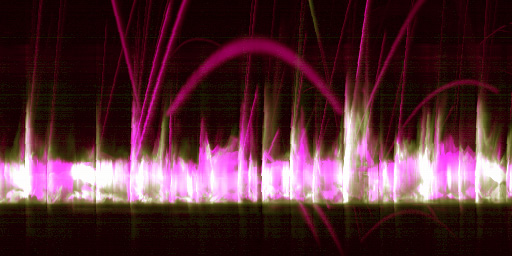
| Horizontal,DCSP,28V,180A | Vertical, Ar on SUS304 | Sound,V(V),I(A) | (5)gma03w21 | |
 |
 |
 |
 |
|
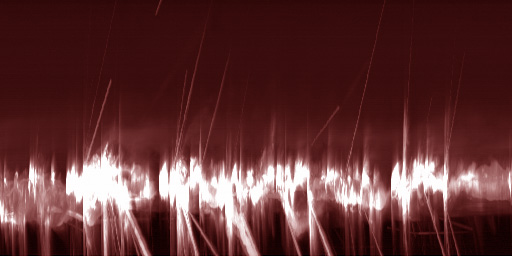
| Horizontal,DCSP,28V,150A | Vertical, Ar80%+CO20% | Sound,V(V),I(A) | (6)gma03w20 | |
 |
 |
 |
 |
|
| Horizontal,DCSP,28V,130A | Vertical, Ar50%+CO50% | Sound,V(V),I(A) | (7)gma03w19 | |
 |
 |
 |
 |
|
| Horizontal,DCSP,27V,110A | Vertical, CO2=15L/min | Sound,V(V),I(A) | (8)gma03w18 | |
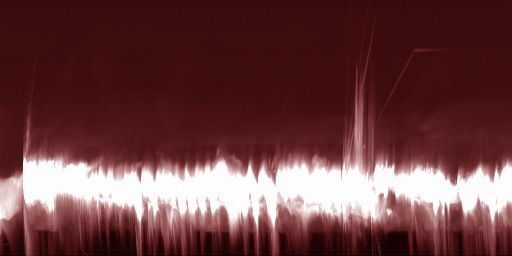
(5)Ar28V180A:前ページですでに紹介している映像です。電極マイナスの場合には、電極ワイヤ固体側面でのクリーニング作用が見られます。アーク長は長く一応スプレー移行ではありますが、溶滴サイズは比較的大きいままでの移行になっています。
(6)Atal28V150A:短いアーク長でグロビュール移行とスプレー移行を繰り返していると創造しています。短絡移行に近いスプレーアークを生じており、陰極点はさまざまな場所で発生しており、アークは相当不安定です。
(7)Ar/CO2 28V130A:集中した短い距離のアークが発生しており、溶滴はワイヤ径程度にしか成長せず母材に移行しています。当たるガスでもスパッタはある程度発生していましたが、時刻歴画像に見られるように、発生頻度はアタールガスの場合より多くなっています。 (8)CO2 27V110A:溶滴系は若干大きくなっていますが、ほぼ短絡移行になっています。もう少し電圧・電流を上げると典型的なグロビュール移行になると考えています。
次ページ 2016.7.1作成, 2021.01.21改定