6.4 MG50, 1.2mm, Extension=25mm, Welding speed=30cm/min
ワイヤがプラスの場合について電流は160Aを主体に、電圧を少しを変化させて溶接現象を撮影した結果を示します。
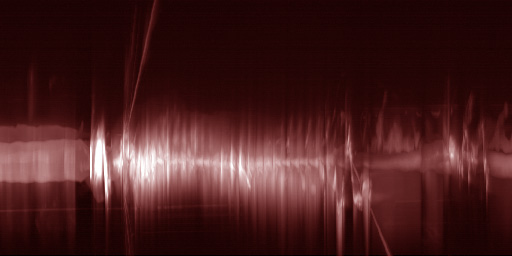
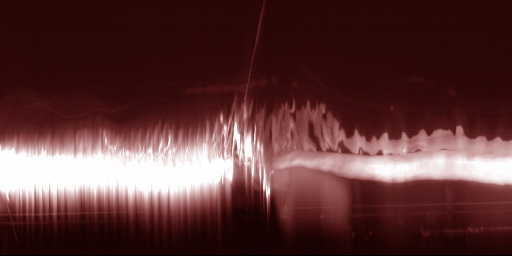
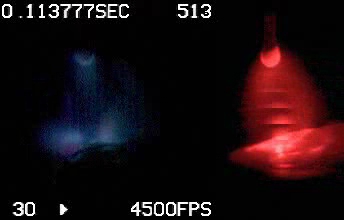
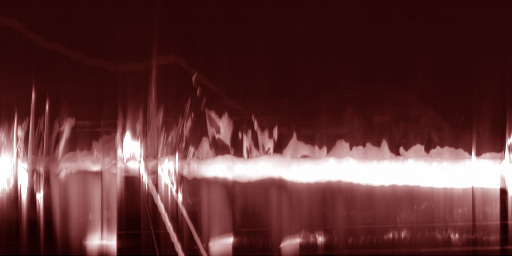
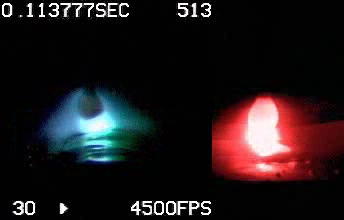
(1)DCRP,23V,160A on SUS304:左右の動画の動機が若干ずれています。右の白黒画像が遅れています。グロビュール移行からスプレー移行とが交互に生起しています。グロビュール移行時には電流は小さく、溶滴成長よりワイヤ送りが勝るために溶滴先端位置は時間経過とともに母材に接近します。大きく成長した溶滴が母材に接触・短絡した後ワイヤから離脱し、スプレーアークに移行します。溶滴が離脱したワイヤ先端は若干円錐形になっており、また長期間の溶滴保持によりワイヤ温度は高くなっていると考えられます。母材に移行した溶的は周辺の溶融金属温度より高温であり、溶滴離脱後はより高温の溶滴が突入した領域に陰極点が集中し、それもスプレー移行(電流の集中)に寄与していると考えます。スプレー移行(小さな溶滴の速い周期の離脱)が進展するとともに離脱位置は高くなり、溶滴は大きく、離脱間隔も長くなる傾向を示します。この間、母材の溶融金属(溶融池)では内部の対流により温度差は小さくなり、溶滴より温度はかなり低くなります。それを端的に示すのは、離脱した溶滴が母材に接触する瞬間、溶滴上部に陰極点が集中しプルームが噴出しているのが観測されます。この電流集中により、母材に接触している溶滴が加熱され、一部がスパッタとして飛散する状況も観測されます。母材固体表面と溶融池境界部の酸化物層への陰極点の形成(クリーニング作用)も観察されています。
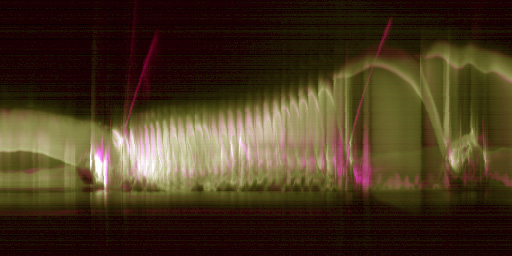
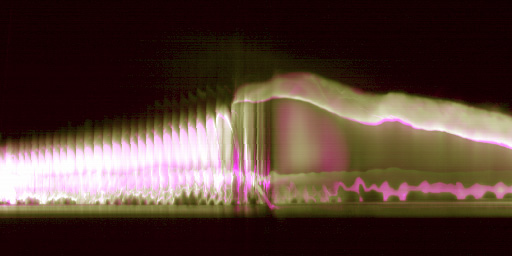
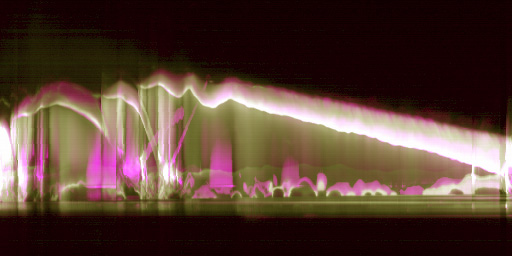
(2)DCRP,23V,160A on SUS304:(1)と同じ溶接条件なので似たような溶接現象となります。しかし、溶接の最大の特徴ですが、完全な周期性は示さず、毎回毎回少しずつ異なった現象が生起されます。当時はPCの能力も低く、データ処理はほとんどできない状況だったので、単に長時間見入っていただけですが、今ならもう少し突っ込んだ解析が可能なのにと、ついつい考え込んでしまいます。
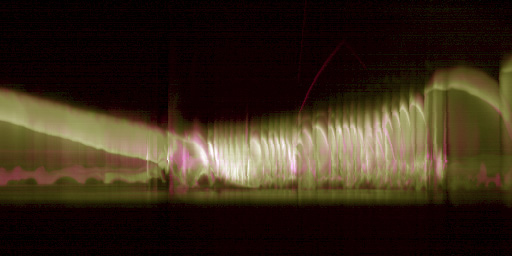
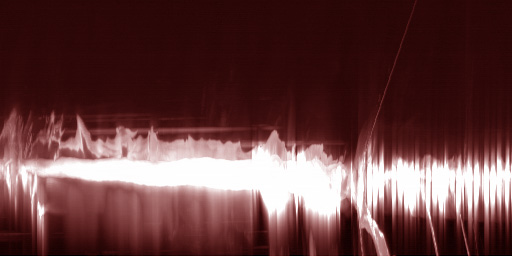
(3)DCRP,24V,160A on SUS304:電圧が1V高い24Vの現象です。傾向はほぼ同じです。スプレー移行からグロビュール移行へと変わる時間帯では、陰極点の動きが激しく変動し、溶融池境界部を動き回るようになる傾向があります。
(4)DCRP,26V,160A on SUS304:電圧が更に高い26Vの現象です。この映像だけでは短すぎて全体の情報は分かりませんが、スプレー移行はあまりしなくなります。陰極点の動きと溶滴の挙動に注目です。
(5)DCRP,28V,190A on SUS304:電圧は更に高い28V電流も190Aと増加させた条件です。電流値が高くなると、印加電圧が高いのに関わらず短いアーク長のスプレー移行が認められます。
一般的には使用されない材料の溶接現象のため、教科書に載っている説明には当てはまらない溶接現象を目にすることが多く、溶接現象を高速度ビデオに撮影して状況を見ていたときにはまごつくことが多くありました。シミュレーションを行うためには、共通規則にのっとり、ある程度規則的な現象をまず、まな板に載せる必要があります。その意味で、これらの現象をおおっぴらに宣伝するのは時期尚早と考えてあまり目に触れない形でRIODBに載せていました。計算機科学の進展した現時点では、これらの映像を詳細に公表しても問題ない時期に来ていると思い、これらの映像を最初にHPに掲載することにし、簡単な解説を加えています。






次ページ 2016.7.1作成, 2021.01.21改定