6.2 溶接現象
 GMA(Gas Metal Arc)溶接では、シールドガス組成により溶接ワイヤ先端に形成される溶融金属の形態と母材への移行形態が大いに異なってきます。以前は、短絡移行、グロビュール移行、スプレー移行などと分類していました。
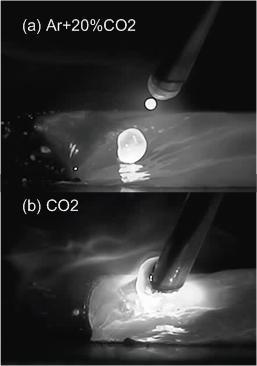
スプレー移行は、大電流のミグ溶接、アタルガス(80%アルゴン+20%炭酸ガス)での大電流溶接、小電流のパルスマグ溶接などがその代表格で、ワイヤ先端からワイヤ径以下の大きさの小粒の液滴がスプレーのように連続的に溶融池に移行します。
GMA(Gas Metal Arc)溶接では、シールドガス組成により溶接ワイヤ先端に形成される溶融金属の形態と母材への移行形態が大いに異なってきます。以前は、短絡移行、グロビュール移行、スプレー移行などと分類していました。
スプレー移行は、大電流のミグ溶接、アタルガス(80%アルゴン+20%炭酸ガス)での大電流溶接、小電流のパルスマグ溶接などがその代表格で、ワイヤ先端からワイヤ径以下の大きさの小粒の液滴がスプレーのように連続的に溶融池に移行します。
小電流の炭酸ガスアーク溶接(以後CO2溶接と称します)では短絡移行となり、ワイヤ先端部が溶融池に周期的に接触して、溶融しているワイヤ先端部が溶融池の中に移行し、一定時間後に短絡が終了しアーク放電に移行する形式です。アークが発生している期間にワイヤ先端の溶融部は増加し、アーク長も短くなり再度短絡します。グロビュール移行は中電流のCO2溶接がその代表格で、ワイヤ先端の溶融金属は大きく成長し、アークにより押し上げられたような格好を長期間維持し、ついにはワイヤから離脱して溶融池に移行します。
最近の高速度ビデオの性能例えば撮影感度と撮影速度は飛躍的に向上しており、以前は撮影している時間間隔が長いためにスプレー上にしか撮影できなかった移行形態も、右上のアタルガスの例のように完全に静止した状態で撮影できています。液滴の径はワイヤと同程度かそれ以下であることが明瞭に撮影されています。下側のCO2溶接では、ワイヤ先端の溶融金属部分はワイヤ径より大きいことも確認できます。
下の映像は、(a)シールドガス無し(空気中)、(b)CO2;20L/min、(c)アタルガス;20L/min、(d)アタルガス;120L/minの条件での開先内溶接の例です。
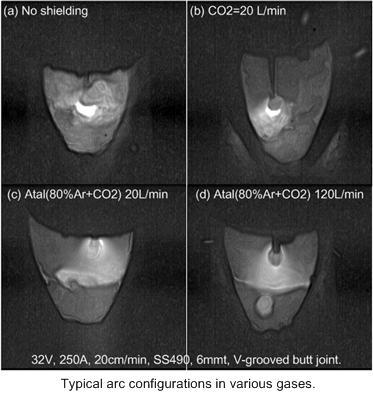 (a)空気中シールド無しの場合では、ワイヤ径よりかなり大きい溶滴が形成され、(b)CO2も約3倍の溶滴が形成されています。
(a)空気中シールド無しの場合では、ワイヤ径よりかなり大きい溶滴が形成され、(b)CO2も約3倍の溶滴が形成されています。
下段(c,d)のアタルガスでは、溶滴のサイズはワイヤ径とほぼ同じサイズとなっています。
(d)で120L/minの大量のガスを供給しているのは、水中溶接で標準的に使われる条件だからです。
 溶接を実施する場合に、電極やシールドガスには何を使うかは大きな問題です。実際のところは、作業標準に記載されている溶接材料を使用することになりますが、材料の違いが実際のアーク溶接現象にどのように影響するのかについて理解しておいたほうが何をするにしろ好ましいと思います。その意味で、ソリッドワイヤ(MG50)電極を用いて、シールドガスを、炭酸ガスとアルゴンガスと炭酸ガスの混合ガス(アタルガス)、更にはシールドガス無しの場合も含めて、V開先溶接を実施しています。
溶接を実施する場合に、電極やシールドガスには何を使うかは大きな問題です。実際のところは、作業標準に記載されている溶接材料を使用することになりますが、材料の違いが実際のアーク溶接現象にどのように影響するのかについて理解しておいたほうが何をするにしろ好ましいと思います。その意味で、ソリッドワイヤ(MG50)電極を用いて、シールドガスを、炭酸ガスとアルゴンガスと炭酸ガスの混合ガス(アタルガス)、更にはシールドガス無しの場合も含めて、V開先溶接を実施しています。
すべて、ビードオン溶接を行い、溶接速度は20cm/min、溶接電流は250A、電源の設定電圧は32Vと、全ての溶接で同じ設定にして比較しています。右の図は、電圧・電流の0.5秒間の平均的な挙動を示しています。シールドガス無しの場合と炭酸ガスシールドの場合には、溶滴形状が似ていました。電流・電圧信号波形もほぼ同じような傾向を持っています。短絡している時間はシールド無しの方が長くなっています。溶滴が大きいので、短絡している時間も長くなっているようです。アルゴンと炭酸ガスとの混合ガス(アタルガス)では、炭酸ガスと設定が同じでも、アークは安定し電流も多く流れています。
右図は、電圧・電流の25ミリ秒間の平均的な挙動を示しています。黒色の信号が電圧、赤色の信号が電流です。電圧・電流の電気信号には雑音が多く重畳するため、雑音と本当の信号との違いが良く分からなくなることがあります。その点、高速度ビデオの映像にはほとんどノイズが載らないため、解析が非常に楽に行えます。アタルガスの電流を見ると、シールドガス流量20L/minの場合には流量120L/minの場合より若干小さい値となっていますが、共にほぼ250A流れています。アーク電圧も30Vちょっとのアーク電圧が安定しています。非常に細かい粒の溶滴が連続的にワイヤから母材へと供給されているため、時間的な変動は起きる余地が少なくなっています。逆に炭酸ガス及びシールド無しの場合にはワイヤ先端の溶滴は非常に大きく膨らみ、アークは溶滴の極一部から発生して、溶滴表面を走り回っています。溶滴自体も成長していく過程で母材から離れたり、あるいは近づいたりと時間的に変動しています。これもアーク電圧が時間的に変化し続ける理由になっています。これらため、電圧の時間的変動が大きく、流れる電流が少なくなったのだろうと考えます。
GMA溶接で使用する電極としては、ソリッドワイヤ(MG50)とフラックスコアードワイヤ(DW100)及びその中間的な特性を有するフラックス入りワイヤ(MX100)の3種類があります。下に示す映像はこれら3種類の電極での溶接状況を比較したものです。
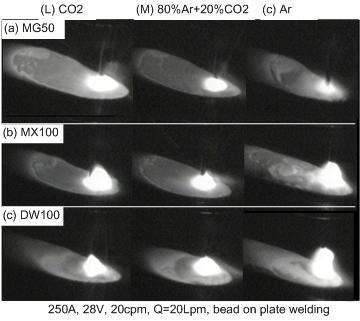
シールドガスとしては、炭酸ガスとアルゴンガス及びその混合(アタル)ガスを用いています。炭酸ガスを用いた場合には、左端に示すようにアーク長さは短く溶融池長さも長くなっています。アルゴンシールドでは、アーク長さは長く溶融池長さは若干短くなる傾向を示しています。アタル(混合)ガスは、その中間的な特徴を示しています。
 右図はこれら3種類のシールドガスで得られる溶接金属断面(溶込み形状)の特徴的な例を示しています。炭酸ガスでは溶込みは浅く、アルゴンではワインカップ形状となり、亜タールガスはその中間的な形状となります。
右図はこれら3種類のシールドガスで得られる溶接金属断面(溶込み形状)の特徴的な例を示しています。炭酸ガスでは溶込みは浅く、アルゴンではワインカップ形状となり、亜タールガスはその中間的な形状となります。
次ページ 2016.04.14作成 2026.01.11改定