5.8 GTA溶接に与えるシールドガスの影響(暫定版)
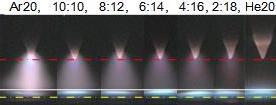
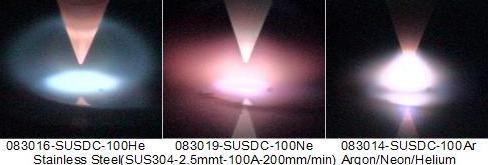
GTA溶接でシールドガスを変えると溶接状態が大きく変化します。ガス種の違いが、スペクトル分布や電極の状態に大きく影響します。アークは非常に明るく、溶接を生業としている人以外は、”不用意に見たら失明する”程度の感じしかもっていないと思います。下図はGTA溶接で一般的なアルゴンとヘリウムとの相違を示しています。比較のために、アルゴンとヘリウムとを混合した場合についても示しています。左側の2種類の映像はアークの状況を、普通のカラーカメラと694nm(赤色)の波長のみの白黒カメラで撮影した結果です。アルゴンは明るく、ヘリウムは電極のみが明るく撮影されています。右側の映像は、電極中心軸上のスペクトル分布を撮影して擬似カラー表示をした結果です。白黒の撮影結果をそのまま表示すると人間に知覚できる情報はほとんど欠落するので、温度情報などはある程度比較ができるように色付けをした擬似カラー表示をすることが基本になっています。
純アルゴンシールドでは、アークは緊縮しているように見えます。アークは水冷銅板上に発生させていますので、陽極からの金属蒸気の発生はほとんどありませんが、陰極先端近傍で蒸発した金属からの発光が500nm以下の波長域で識別できます。中段のアルゴンとヘリウムの比率が1対3のシールド条件では、アークからの発光はかなり少なくなり、再結合による連続スペクトルがほとんど見られない状態になります。電極近傍ではヘリウムの輝線スペクトルが確認でき、アーク柱全体にアルゴンの輝線スペクトルが確認できます。694nmの映像からアルゴンイオンの存在する範囲が、純アルゴンの場合に比較してかなり広がっているように見えます。
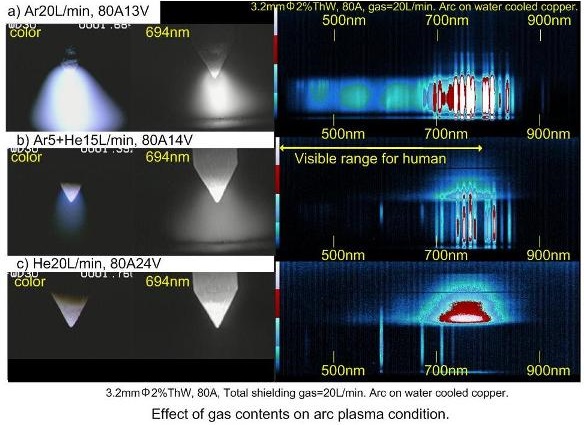
カラー映像ではアークは電極先端周辺のみに認められていますが、このカメラの分光感度特性が赤色側で弱いため、即ち、700nm以上の波長帯域の光をほとんど感知していないからと考えています。電極部分の輝度はかなり高くなっていますが、電子の放出量を確保するためには電極自体の温度が高くなければならないからと考えています。下段は純ヘリウムシールドでの映像です。アーク領域にはヘリウムの輝線スペクトルのみが存在しています。電極表面からはかなり強い連続スペクトルの発光が見られます。同一電流を流すためには、より高温の電極温度と広い範囲からの電子放出が生じているものと考えています。
右に示したスペクトル分布で分かるように、アークは様々な離散的な波長の光で構成されています。普通のカメラは地上に降り注ぐ太陽の光(連続スペクトル:光波長が連続しています)の下で、人や自然の風景が美しく記録されるように様々な工夫がなされています。一方、溶接アークは離散的な波長成分が主流の光であり、普通のカメラで撮影すると本来の光とは別な感じの映像になってしまうこともあります。
普通のカメラは人の目が認識しうる可視光成分のみが記録されるようになっています。自然界の多く存在する紫外線や近赤外線は人の目では感知できないために、レンズや撮像素子部(センサ)でそれらの光を除去し、可視光のみが撮影される仕組みとなっています。最近はほとんどデジタルカメラになっており、撮影した映像を内部のデジタル回路で処理して、自然な肌色や綺麗と感じられる風景に見えるようにデータ処理されています。
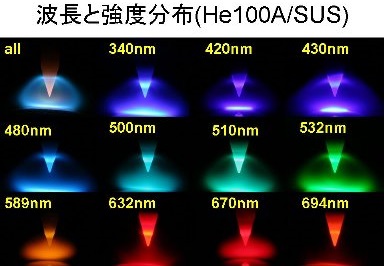
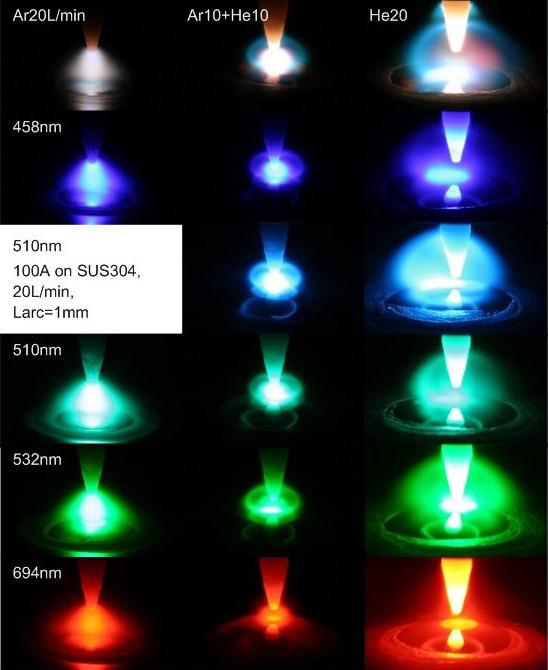
右は、ヘリウムシールド条件でSUS304に100Aの電流を流して溶接している状況を、さまざまな干渉フィルタを用いて、真横から撮影した写真の一覧です。波長帯域により撮影された映像がさまざまに変化しています。電極表面の発光部位やその周辺に傘状に発光している金属イオンの再結合による発光、傘状の発光領域のすぐ下で強く発光しているのは、傘状に発光している金属イオンが電極表面近傍で再結合して発光しているものと考えています。
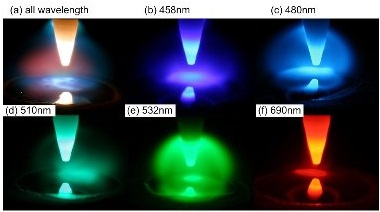
右の写真は溶融池の状況も観察できるように、斜め上方から撮影した映像です。溶接の進行に伴い溶融池自体が振動しているために、溶融池上に映った電極の位置や傾きは、写真ごとに違ってきます。撮影した波長帯域の違いにより、撮影された映像がかなり異なることが分かります。これは実際の物理現象を反映した相違なので、波長帯ごとの現象を総合的に判断することにより、全体的なアーク溶接現象を理解するための有用な情報となります。
左上の全ての波長を撮影した例では、アーク溶接の総合的な状況を判断できます。シールドガスがヘリウムの場合には。アークからの光がアルゴンに比べて弱いので、電極が明るく撮影されます。電極先端部は電子が放出される領域で、特に明るく・白くその少し上の領域で電極表面付近が青く撮影されており、この領域で高温のプラズマガスが再結合していることが分かります。電極先端部から母材に向かう領域が赤く撮影されており、ヘリウムガスが電離・再結合しているアーク本体領域であることが分かります。下部の溶融池表面も白く撮影されており、溶融池から金属成分が蒸発し、電子と衝突して電離・再結合していることが分かります。(b-f)は狭帯域干渉フィルタをつけて特定波長の光のみ撮影しています。これらの映像では、その波長の光が出てくる原因の現象が分かっていますので、実際に溶接条件によりどのようなことが起こっているのかを判断できるようになります。この節の冒頭の写真にはスペクトル分布の映像を載せています。スペクトル分布の撮影では電極中心軸上のように細長い領域のスペクトル分布の取得となりますが、光波長情報を詳細に知ることができます。一方、狭帯域干渉フィルタを使用した映像では、映像全体の情報は取得できますが、光波長情報の全体については分かりません。このため、私は特定波長の全体映像、カラー映像及びスペクトル映像をできる限り同時に取得して全体の情報を理解できるよう努めてきました。
アルゴンとヘリウムの混合によるアーク状態の変化
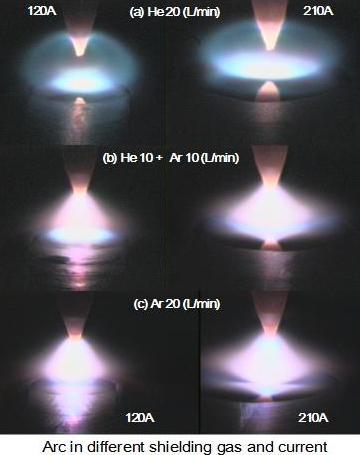
シールドガスと電流によるアーク状態の変化
シールドガスや電流及び母材成分が異なると溶接現象も異なります。アークは非常に明るく、カメラによる撮影では、ハレーションを起こしたり、見たい部分が真っ黒になってしまいます。現象を観察して必要な情報を取得するのには特殊な工夫が必要となります。撮影システムを目的に応じて最適化することにより、溶融池表面での金属の蒸発やアークによる押し下げ状態、あるいは電極やプラズマ部での状態を詳細に観察できます。
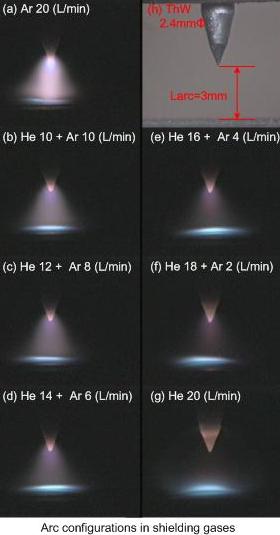
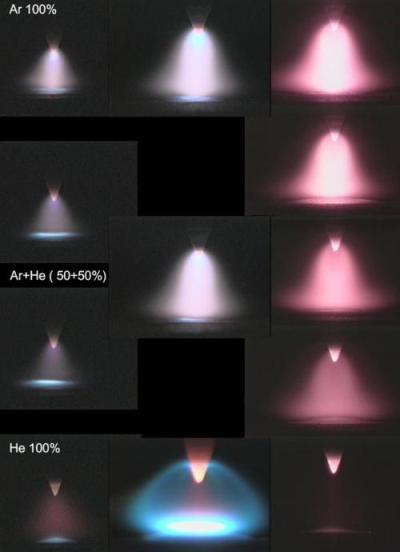
右画像は電極−母材間距離(以下アーク長)が3mm一定で、アルゴンとヘリウムとの比率を変えたシールドガスを用いて100AのアークをSUS304に発生させた状況です。溶接アーク自体は撮影方法により感じが大きく変化するので、映像からのみ主観的にシールドガスの影響を考察するのはあまり感心しません。特にヘリウムからの発光はあまり強くは無く、通常は蒸発した金属成分の再結合による発光にヘリウムからの発光は消されてしまいます。右の映像は電極表面の状態をきちんと観察する目的で、電極近傍の金属からの発光を出来るだけ撮影しないようにした映像です。シールドガス組成の大まかな傾向を知りたかったので、カメラの撮影条件そのものは変えずに撮影しています。純アルゴンシールドでは、アノード領域は緊縮し溶融池中心部の高さは低くなっているようにも見えます。ヘリウム成分が70%から80%になるとプラズマ発光状況と電極状況が変化していることがわかります。アルゴン100%の場合には母材表面の蒸発金属の影響ははっきりしませんが、蒸発はしています。ヘリウム成分が50%を超えると溶融池表面の状況は観察しやすくなり、蒸発金属に起因する発光が明瞭に観察できます。
アルゴンに対してヘリウムの量を増加させていくと、電極先端部近傍領域での光強度は低下し、電極全体が明るくなっていきます。純ヘリウムシールドの場合に、電極先端から約1mm上の領域が明るくなっています。この領域で金属蒸気とシールドガス中に含まれる酸素ガスが電極に衝突し、酸化タングステンが蒸発するとともにプラズマ中で解離したタングステン蒸気も電極に再衝突しています。
全ての撮影結果で、溶融池表面が青白く光り、金属蒸気が溶融池表面から発生していることが観察できます。全体の傾向を容易に理解できるように、右図に補助線つきでまとめてみました。
右下の画像は、アルゴンとヘリウムの比率を変えてアーク溶接を実施した映像の例です。この場合には電極先端を切り飛ばしています。最初アークは水冷銅板上に発生させ、次にSUS304の溶接を実施しいています。SUS304の中ほどには活性フラックスを塗布していて、通常の溶接とフラックスを塗布した場合でプラズマの状況がどのように変化するのかについて調査しました。カラー映像は全体的なアーク現象を調べる目的です。2枚目の白黒画像は広帯域カメラで可視波長の光全体を撮影しています。右側2枚の白黒映像はプラズマの状況を概観するために、狭帯域干渉フィルタを用いて特定の波長帯の光を撮影しています。3枚目の映像はアルゴンとヘリウムの発光スペクトルの両方が含まれる帯域、右端の映像はヘリウムの発光帯域を避け電極先端近傍と金属イオンの再結合による発光を中心に撮影しています。
| ・画像クリックして再生(4台のカメラで同時撮影) | ||||
| ArHe | 後方から | 後方から | 側面から | 側面から |
| Ar20He00 |  |
 |
 |
 |
| Ar15He05 |  |
 |
 |
 |
| Ar13He07 |  |
 |
 |
 |
| Ar10He10 |  |
 |
 |
 |
| Ar07He13 |  |
 |
 |
 |
| Ar05He15 |  |
 |
 |
 |
| Ar03He17 |  |
 |
 |
 |
| Ar02He18 |  |
 |
 |
 |
| Ar01He19 |  |
 |
 |
 |
| Ar00He20 |  |
 |
 |
 |
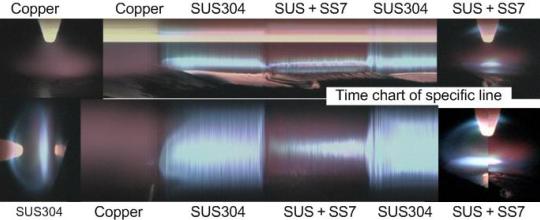
上図上段中央の画像は、電極中心軸上の画像データのタイムチャートです。下段中央の画像は母材表面より少し上の高さにおける水平方向の画像をタイムチャートにしたものです。水冷動板上でのアークはヘリウムによる発光のみのため、赤色になっており、陰極も白銀状に光っています。アークがSUS304に到達した時点で、SUS304の溶融蒸発が始まり、母材表面からその上方領域にかけて、金属蒸気からの発光が強くなり、ヘリウムからの発光は判別しづらくなります。水冷銅板から母材に移動した初期には、母材(SUS304)の溶融はあまり大きくないため、母材表面近傍での金属蒸気発生はあまり強くはありません。しかし、金属イオンが陰極表面には到達し、陰極側面で再結合が生じていることが識別できます。溶融池が十分発達すると陰極下端部が溶融池に写り込むようになり、その反射映像が識別できます。溶融池が定常状態に達した後は、電極も赤色になります。活性フラックスを塗布した領域に入ると、金属蒸気の発生は中央部の狭い領域に抑制され、ヘリウムの発光が目立つ状態になります。陰極先端部近傍のカソードスポットでも、金属イオンの到達量が激減し、陰極界面での再結合による発光は少なくなり、カソードスポット領域は若干狭まる傾向を示します。
上段左端の映像は水冷銅板上のアーク発生状況で、水冷銅板は溶融していないためヘリウムプラズマのみが観測されています。下段左端の映像はSUS304上にアークが発生している状況を左90度回転させて表示し、右のタイムチャートの表示に対応させています。上段右端の映像は活性フラックスを塗布した領域でのアーク発生状況です。
下段右端の映像はSUS304に活性フラックスが無い場合と塗布した場合との比較のために表示している画像です。溶融池表面の金属蒸気発生の状況とアークプラズマ部の違いが眼につきます。左側の通常のアーク溶接の場合には、金属イオンの存在により7000-10000度の温度範囲で電離度が増加することにより、アークプラズマ温度は下がっていると考えています。同時に重たい金属イオンと原子の存在により、軽いヘリウムイオンはプラズマ内部で衝突散乱する確率が増加します。この場合金属に由来する傘状の発光は、外側の強い発光領域と内部の弱い発光の2領域で観察できます。一方、金属イオンが少ししか存在しない活性フラックス塗布領域では、ヘリウムイオンの飛行を妨害する要素が無くなり、ヘリウムイオンはより遠方まで飛行できます。この結果金属由来の発光領域はより上側に遷移しています。この発光が何に由来しているのかはきちんと計測していませんが、母材から蒸発した金属の再結合の可能性と、電極から蒸発した酸化タングステンが解離する際に発光している可能性があります。
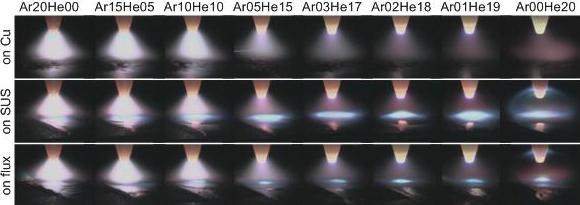
上図は以上の各種混合状況を取りまとめて一覧にしたもので、上段は水冷銅板上のアーク、中段はSUS304上のアーク、下段がフラックス塗布領域のアークです。電極、アーク、溶融池表面の状態が、アルゴンとヘリウムとの混合状況でどのように変化しているのかが判別できます。後半でまた取り上げますが、純ヘリウムシールドの場合のみ、電極領域に青色の傘状発光領域が存在しています。
アルゴンとヘリウム混合の影響を定量的に計測する最も簡単な方法は、アーク電圧を測定することです。右はアーク長3mm電流100Aの場合に、ヘリウムの混合率とアーク電圧との関係を測定した結果の例です。アルゴン単体ではアーク電圧は低い値ですが、ヘリウムを混合するとアーク電圧は増加します。シールドガス中のヘリウム比率が75%程度で増加の度合いが上昇しています。この比率よりヘリウムが多い場合には電極先端温度が低下する傾向を示していることから、プラズマ内の温度分布なども変化している可能性があり、詳細に検討すべき現象だと考えています。雰囲気圧力が大気圧から2.5気圧、4気圧と上昇しても同じ傾向を示します。
 電流とアーク電圧との関係はシールドガス成分(組成)により異なる傾向を示します。4気圧(0.4MPa)アーク長3mmの場合には、アルゴンシールドでは30Aから130Aの範囲では電流値が高いとアーク電圧は増加する傾向を示すのに対して、ヘリウムとアルゴンとを等量含むシールド条件では電流値に関わらずアーク電圧はほぼ一定となっています。一方、ヘリウムの方が多いシールド条件では、アーク電流が低い場合にアーク電圧が高く、電流値が大きくなるとアーク電圧は低下する傾向を示します。電離電圧の高いヘリウムの場合には、低い電流値でアークを維持するために高い電圧が必要なため、アルゴンシールドより高い電流値域で変曲点が生じ、電離電圧の高いアルゴンシールドでは、より低い電流値で変曲点が生じると考えるのが妥当かと思います。しかし、このような傾向を示すのには、電極温度分布も大きく影響しているはずと考えて、アーク発生中の映像と発生後の電極表面のSEM写真を観察して考察しましたが、なかなか決定的な結論を得るまでには至っていません。
電流とアーク電圧との関係はシールドガス成分(組成)により異なる傾向を示します。4気圧(0.4MPa)アーク長3mmの場合には、アルゴンシールドでは30Aから130Aの範囲では電流値が高いとアーク電圧は増加する傾向を示すのに対して、ヘリウムとアルゴンとを等量含むシールド条件では電流値に関わらずアーク電圧はほぼ一定となっています。一方、ヘリウムの方が多いシールド条件では、アーク電流が低い場合にアーク電圧が高く、電流値が大きくなるとアーク電圧は低下する傾向を示します。電離電圧の高いヘリウムの場合には、低い電流値でアークを維持するために高い電圧が必要なため、アルゴンシールドより高い電流値域で変曲点が生じ、電離電圧の高いアルゴンシールドでは、より低い電流値で変曲点が生じると考えるのが妥当かと思います。しかし、このような傾向を示すのには、電極温度分布も大きく影響しているはずと考えて、アーク発生中の映像と発生後の電極表面のSEM写真を観察して考察しましたが、なかなか決定的な結論を得るまでには至っていません。
右図は水冷銅板上に発生させたアルゴンアークの雰囲気圧力とアーク電圧との関係です。この場合には大気圧近傍がアーク電圧が最も低く、高圧及び低圧でアーク電圧は増加する傾向を示しています。高圧条件では陰極領域は電極先端部に集中し、アーク電圧の増加はプラズマ領域での衝突頻度の増加に起因しています。一方低気圧状態では、同じプラズマ温度で比較すると電離度は上昇しますが電子密度そのものは低下し、同じ電流値を保つにはより多くの電子を放出する必要があり、そのためには電極温度が上昇している必要があります。また、電子密度が半分の場合に、同じ電流を流すには2倍の電圧が必要になります。以上二つの理由が低圧でアーク電圧が増加する理由と考えています。
アーク映像へのカメラの分光感度の影響
アーク溶接現象のカメラ撮影では、カメラ自体の分光感度特性やフィルターの光学的特性及びシャッター速度や絞りの撮影条件により、取得する映像はかなり異なります。何をどのように観察したいのかにより、用いるカメラやフィルターを適切に選定します。
 右の映像は、上の映像と同様アルゴンとヘリウムの違いを見ています。それぞれのアーク溶接現象はかなり違うので、対象に応じて撮影条件は変えています。市販のカメラの撮像素子は可視光だけでなく近赤外領域の光にも一定の感度を有しています。このため、撮像素子の前面に近赤外領域の光を遮断するフィルターがついています。GTA溶接の撮影では、電極や溶融池などの近赤外線を放射している対象を撮影したいので、私は溶接現象撮影専用のカメラでは、撮像素子前の近赤外カットフィルタを取り外して撮影しています。普通のカメラでは、ヘリウムシールドの場合には、アークに対して電極もかなり明るく撮影できますが、アルゴンでは電極はほとんど写りません。近赤外カットフィルタを取り外して、撮影条件をうまく設定すると、上の映像のように、電極、アーク、溶融池をある程度明瞭に撮影することができます。通常は外部照明を用いて、全体の領域をうまく撮影できるようにセットしますが、私自身は水中溶接・切断と言う特殊な現象を対象にしていたために外部照明を用いずに撮影できるように苦労して工夫してきました。
右の映像は、上の映像と同様アルゴンとヘリウムの違いを見ています。それぞれのアーク溶接現象はかなり違うので、対象に応じて撮影条件は変えています。市販のカメラの撮像素子は可視光だけでなく近赤外領域の光にも一定の感度を有しています。このため、撮像素子の前面に近赤外領域の光を遮断するフィルターがついています。GTA溶接の撮影では、電極や溶融池などの近赤外線を放射している対象を撮影したいので、私は溶接現象撮影専用のカメラでは、撮像素子前の近赤外カットフィルタを取り外して撮影しています。普通のカメラでは、ヘリウムシールドの場合には、アークに対して電極もかなり明るく撮影できますが、アルゴンでは電極はほとんど写りません。近赤外カットフィルタを取り外して、撮影条件をうまく設定すると、上の映像のように、電極、アーク、溶融池をある程度明瞭に撮影することができます。通常は外部照明を用いて、全体の領域をうまく撮影できるようにセットしますが、私自身は水中溶接・切断と言う特殊な現象を対象にしていたために外部照明を用いずに撮影できるように苦労して工夫してきました。アーク映像へのフィルター特性の影響
アークプラズマからの発光波長(離散的スペクトル)は、シールドガス成分や母材及び電極から蒸発する成分によって決まります。連続波長成分はアークの状態や電極及び母材の温度に影響されます。カメラの分光感度特性と用いるフィルターの透過波長帯を適切に選定することにより、アークプラズマや金属表面の温度分布などが測定できます。非常に狭い透過帯域のフィルターを用い、2台のカメラで異なる特性波長帯の映像を同時に撮影すれば、プラズマや金属表面の温度分布の測定が可能になります。溶融池表面の温度分布測定には、アークプラズマからの発光が誤差の原因となり、正確な計測は難しく、アークからの光を如何に除去するかに特殊な手法が必要となります。
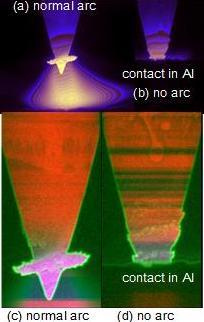
電極先端部の電子を放出している領域の温度に関しては、Richardson Dushmanの公式を用いて算出することが考えられます。たとえば下図はアルゴンとヘリウムとで構成されるシールドガスの混合率を変えて、アーク発生状況を撮影した映像の例です。これらの映像から各シールド条件でのアーク発生領域(電子が放出されている円錐形の領域の表面積)が計算できます。この領域の温度が領域内では等しいと仮定すると、実際に流れている電流と電極の仕事関数とから、表面温度が算出できます。その計算結果を図示したのが下図右のグラフです。
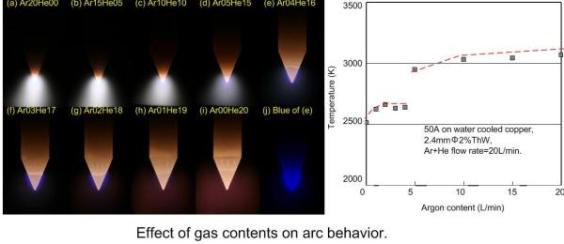
これらの一連の実験で得られた画像及び実験終了後に電極のSEM写真から、アーク発生中の電子放出領域の面積を判定しました。電子放出領域の温度が同じと仮定して、流れたアーク電流を放出するのに必要な電子密度の温度を計算した結果を示しています。
大雑把な推算ですが、アルゴン25%ヘリウム75%のところで電極温度が大きく異なっていることが分かります。ヘリウム比率が一定値を超えると、電子放出領域より上側の電極側面に衝突する高温度粒子が増加し電極全体を高温度に保つ傾向が考えられます。一方、アルゴンリッチなシールド条件では、電極に衝突するガス粒子温度は低く冷却効果が高いと考えられます。
アルゴンリッチなシールド条件では、電子の放出は電極先端に限定され、その温度は溶融温度に近い高温となっています。電極先端部を円錐形に削っているのは、電流通路の面積を先端に近づく程小さくすることにより内部を流れる電流密度が増加し、ジュール加熱の効果により電極先端部の温度を上昇させることにあります。電子放出部は電子放出による熱損失で冷却はされますが、重く電離しやすいイオンが電子放出部に大量に飛来してきます。ある程度のイオンは電極表面近傍で電子と再結合し、原子になります。多くのイオンの飛行速度は電子に比べて遅く、電極表面近傍に存在する多くの陽イオンにより、界面では局所的に電位差が大きくなり陰極から電子を放出しやすくすると一般的な教科書には記述されています。最終的には陽イオンは陰極に衝突して電子を放出し、電極表面から跳ね返されます。この過程で、電極先端部は加熱されます。高温の気体粒子による電極への衝突が電極先端部に集中するのは、アルゴン原子(イオン)の平均自由行程がヘリウムイオンに比較して短いからです。平均自由行程(気体粒子が他の気体粒子に1度衝突してから次に衝突するまでの平均飛行距離)は次式で表現でき、気体粒子の直径に反比例します。
λ=3.11×10^-24 T / PD^2
ここで、平均自由行程[λ(m)],圧力P[Pa],温度T[K],気体粒子の直径D[m]とします。
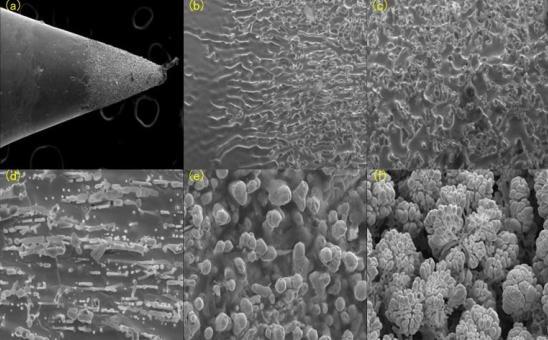
上の写真のように映像からのみ電子が放出されている領域を求めるのは難しいのですが、溶接終了後の電極表面を見ると、電子がどの領域で放出されたのかを推定することは可能です。下のSEM写真に示すように、電子顕微鏡で電極先端部を観察すると電子放出領域は表面状態が明らかに異なります。先端部を丁寧に研磨した電極を使用してアークを発生させてアークの影響を調べることにより、溶接実施による影響が明らかになりました。陰極領域(電子を放出する領域)は、電子の放出だけでなく電極素材そのものも消耗し(f)に示すような特徴的な表面構造になります。陰極領域からかなり離れた低温度領域では、例えばトリア2%含んだ電極では(d)に示すように内部のトリアが表面に析出してきます。上の写真の陰極点から推定する領域とSEM写真での陰極点推定領域とはほぼ一致しているため、アーク映像とSEM写真の変質している位置の双方から陰極点の大まかな面積を推定しました。
荒っぽい近似ですが、この領域の温度が等しく、電子が同じ放出密度で出ていると仮定するとRichardson-Dushmannの式から電極先端温度が算出できます。電子を放出している面積は、表面が平滑であるとして計算しています。しかし、実際には表面は微細で複雑な構造となっていて、実際の表面積は数百倍のオーダーになっていると推定しています。ただ、今までに求められている計算式は、このような表面の微細構造については考慮せず、実験結果と理論と大まかな仕事関数を与えて処理してきています。私も便宜的に偉大な先達の算出した式を用いて、もっともらしい数値を計算しています。でも、本当にこんな数値を信じていいのかなと、本心では疑問に思っています。
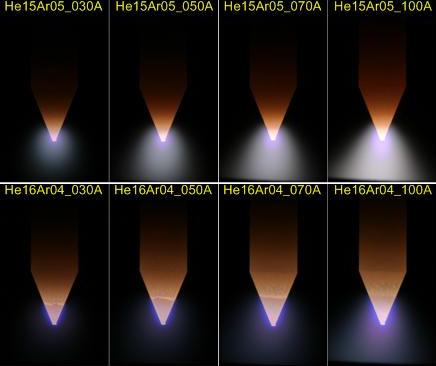
右の写真は電極温度が変化するアルゴンとヘリウムとの混合率でアーク発生状況が電流値によりどのように変化するのかを検討した結果です。電流の増加による電極表面とアークプラズマ領域の変化については、疑問が生じない結果なのですが、アルゴンとヘリウムの組成が少し変わるだけでアークプラズマの形状や電極の状態がかなり変化しています。このような変化が何ゆえに生じているのか、特に陰極降下が生じているであろう界面の状況が何ゆえ変化しているのかは解明したいとは考えていましたが、結局手つかずのままになっています。

右の写真は、ヘリウムシールドで水冷銅板上にアークを出した場合とSUS304にアークを出した場合との比較の写真です。水冷銅板上の映像ではヘリウムの再結合による赤い色のみが撮影されています。SUS304にアークを出した場合には、SUS304が溶融するだけでなく、溶融池から鉄やクロムなどの金属成分が蒸発します。このため、特にアーク(プラズマ)の低温度領域では蒸発した金属元素の電離が支配的となります。母材溶融池表面とアークの低温度領域に金属元素の再結合による光が特徴的に観察されます。ヘリウムからの発光は、左の水冷銅板上のアークに比べて格段に少なく見えます。
アルゴンとヘリウムの影響を調べる実験で、比較のために軟鋼にアークを出した映像を撮影した例を右下に示します。右上映像に見られる電極側面での青白い傘状の発光が、実際に何に起因するのか気になっていましたので、別の機会に軟鋼とSUS304との比較を行っています。このシリーズの画像は現在整理中のため、便宜的に手元にある画像で説明し、後日掲載する予定です。
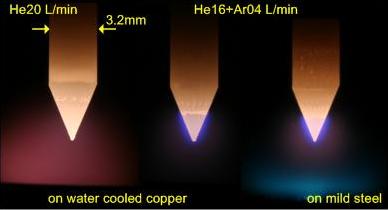
左端の純ヘリウムシールドでは、電極の明るい領域はかなり上まで広がっています。中央のアルゴン含有量が20%になると電極の明るい領域は一定程度下に下がっています。純ヘリウムシールドでアルゴンシールドと同じ電流値にするためには、電圧を上げて電流の主要因子である電子密度を確保する必要があります。ヘリウムイオンの飛行(熱)速度はアルゴンイオンに比べて格段に速く、電極界面で電極から電子を引き出す効果はアルゴンイオンに比較して小さいと考えます。中央のアルゴン20%の場合には電極先端部界面でアルゴンイオンの再結合による青い発光の薄い層が存在し、その外側に球状の赤い発光領域が見られます。右端の軟鋼にアークを発生させた映像では、青い発光の薄い層はほぼ水冷銅板上のアークと同様に撮影できており、赤い球状の発光領域がより明瞭に撮影できています。溶融池表面の青い発光領域はSUS304とほぼ同様です。しかし、電極近傍の青い傘状の発光は見られません。SUS304の表面は酸化クロムに、軟鋼表面は黒皮(酸化鉄)に覆われています。両者の違いは、酸化鉄と酸化クロムとの違いのみであり、下映像に見られるように青い発光は溶融池表面近傍から連続しているので、酸化クロムの解離と電離、クロムイオンの再結合とクロム原子の酸化が発光の原因と推定しています。
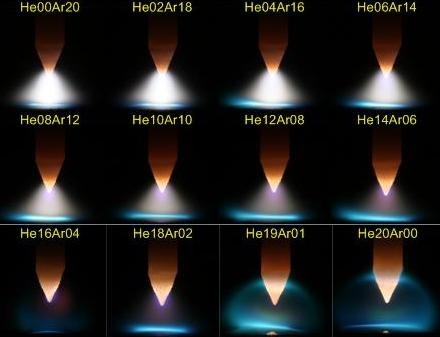
右図にアルゴンとヘリウム混合率を変えてSUS304上にアークを発生させている状況を示します。電極の状況は水冷銅板上のアークとあまり相違はありません。青い傘状の発光領域はシールドガスがほとんどヘリウムで占められる場合に限って発生しています。ヘリウムが80%の場合の映像では溶融池表面の金属蒸気の発生が極端に少なくなっていますが、母材の溶融が少ない状態で撮影した映像の可能性はあります。電極先端領域のプラズマ発生状況は、水冷銅板上のアークとほぼ同じ傾向を示しています。
さて、溶融池から蒸発した金属元素はアーク内で電離します。電離した金属イオンは電界によりタングステン電極方向に移動(飛行)します。シールドガスイオンと金属イオンは、電子と衝突して再結合しても、飛行速度と方向にはほとんど変動は生じません。速度と方向が大きく変化するのは、質量が同程度の粒子同士の衝突のみです。しかし、個々の粒子は区別できませんから、全体としてみると熱拡散でアーク中心部から放射状に拡散しているようにしか判断できません。軽いヘリウムによるシールドでは、ヘリウムの熱速度が速く衝突断面積が小さいことから、拡散する領域は広くなります。金属蒸気が発生すると、仕事関数が低く思い金属粒子が選択的にイオン化され、ヘリウムと衝突してもさほど方向と速度とは変化しませんから、広く拡散しヘリウムのみの場合より中心から離れた領域で避け都合します。高温の金属粒子はそのままシールドガス領域外へと拡散しやすく、酸素と結合してスマットになります。また、より広い範囲に高温度の粒子が存在し、結果的に電極を加熱します。
アルゴンシールドの場合には、質量が重いので金属粒子の拡散はヘリウムシールドの場合より遅くなり、スマットの発生は少なくなります。ヘリウムの場合より電極に衝突する高温粒子は少なくなります。しかし、室尾にょりかなり高い粒子が電極に衝突すること、及び、電極自身のジュール加熱による高温度により上のSEM写真に示すように、電極表面には様々な熱影響が現れます。
下図はプラズマが電極に及ぼす影響を調査した結果の一例です。アーク長は1mmと短くし、金属蒸気などが電極に到達しやすい状況にしています。200Aのアークを静止したSUS304の上に発生させて写真撮影を行っており、母材溶融池面積はそれぞれ弧棚っています。また、普通のデジタルカメラに各種干渉フィルタを取り付けて撮影していますので、波長によりカメラ素子の感度が異なっており、定量的な解析は無理で、定性的な傾向を調べることのみを目的として撮影しました。
アルゴンシールドではプラズマが存在する範囲が狭く、電極先端領域のみが高温になることが分かります。一方、ヘリウムシールドではかなり広い範囲で金属蒸気が影響し、電極自体も高温度になることが分かります。アルゴンとヘリウムとが等量入っているシールド条件では、金属蒸気はかなり限られた領域に発生していることがわかります。通常のデジタルカラーカメラは、3原色の相対的な強弱がどのようにデジタルデータとして反映されているのか定かではなく、定量的な判断はしかねます。しかし、球状に光っている境界面は高温の金属蒸気が拡散し、所定の温度領域で再結合をすることによる発光と推定しています。アルゴンシールドの場合には、ある程度の金属蒸気がアルゴンと同様に流れ、拡散でシールドガスの流れにこうして広範囲に広がることは少なく、軽いヘリウム粒子が多い場合に広範囲に拡散することは確かだと考えています。
製造技術の進化により、原子力用構造材料に使用されるSUS304の硫黄含有量は大幅に低下しました。その結果、溶接時の溶込み深さが大幅に減少する事態となりました。その対処策の一環として、チタンなどを含んだ活性フラックスを塗布することにより、SUS304ステンレス溶接時の深溶込みになるよう特性を改善できています。
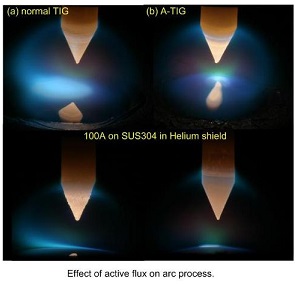 ステンレスに硫黄成分が多く含まれた場合に、何故深く溶込むようになるのかについて研究するために、高速度ビデオ観察が多用されました。フラックスを塗布しない場合には、溶融池中央部の比較的広い範囲に金属蒸気の発生が認められます。一方、活性フラックスを塗布した場合には、アノード領域は緊縮し、電極直下の溶融金属表面の狭い領域からフラックス無しのときとは異なる色調の金属蒸気が噴出しています。また、タングステン電極表面での金属蒸気の再結合反応も、フラックスなしの場合と少し異なり、先端から離れた高い領域で発光が観察されます。左のフラックス無しの場合と比べると、右のフラックス塗布の場合には、溶融金属表面の発光領域(アノード領域)は明らかに減少し、アノード領域から陰極(カソード)方向へと金属元素が噴出しているように見えます。映像から判断する限りでは、プラズマ内部の金属元素は陰極方向に一定の速度で飛行するため再結合する領域が、フラックス無しのばあいより高い位置になったと判断できます。一般的なシミュレーションではマクロな定性的法則を用いるため、金属蒸気の平均飛行速度などは考慮されません。うまく考慮できるような計算手法ができればと考えています。また、溶接関係者の間では、一般的にプラズマ内部のプラズマ気流がジェット気流として非常に大切な条件として考えられています。膨大な量の高速度ビデオを観察してきた印象を正直に言いますと、ジェット気流が本当に大方の溶接関係者が考えているような大きな効果を持つのかは疑問です。もう少し、保存則や電磁流体公式などのマクロな関係と元素レベルのミクロな関係を捉えなおすべきだと考えています。
ステンレスに硫黄成分が多く含まれた場合に、何故深く溶込むようになるのかについて研究するために、高速度ビデオ観察が多用されました。フラックスを塗布しない場合には、溶融池中央部の比較的広い範囲に金属蒸気の発生が認められます。一方、活性フラックスを塗布した場合には、アノード領域は緊縮し、電極直下の溶融金属表面の狭い領域からフラックス無しのときとは異なる色調の金属蒸気が噴出しています。また、タングステン電極表面での金属蒸気の再結合反応も、フラックスなしの場合と少し異なり、先端から離れた高い領域で発光が観察されます。左のフラックス無しの場合と比べると、右のフラックス塗布の場合には、溶融金属表面の発光領域(アノード領域)は明らかに減少し、アノード領域から陰極(カソード)方向へと金属元素が噴出しているように見えます。映像から判断する限りでは、プラズマ内部の金属元素は陰極方向に一定の速度で飛行するため再結合する領域が、フラックス無しのばあいより高い位置になったと判断できます。一般的なシミュレーションではマクロな定性的法則を用いるため、金属蒸気の平均飛行速度などは考慮されません。うまく考慮できるような計算手法ができればと考えています。また、溶接関係者の間では、一般的にプラズマ内部のプラズマ気流がジェット気流として非常に大切な条件として考えられています。膨大な量の高速度ビデオを観察してきた印象を正直に言いますと、ジェット気流が本当に大方の溶接関係者が考えているような大きな効果を持つのかは疑問です。もう少し、保存則や電磁流体公式などのマクロな関係と元素レベルのミクロな関係を捉えなおすべきだと考えています。下図上段の画像は高速度ビデオを用いて、
 <溶接線前方斜め上から溶融池の挙動を撮影した結果です。観察を容易にする目的で、シールドガスにヘリウムを用いています。上段は各瞬間の特徴的な映像を示し、その下の段は電極線中心軸上画素の輝度データを時系列で表示しています。活性フラックスを塗布していない領域では、溶融池表面の金属蒸気は幅広く広がっており、アノード領域も広いと考えられます。溶融池先端が活性フラックスを塗布した領域に接近し、フラックスが溶融池に流れ込み始めると、金属蒸気は後方に押し流され、最終的に非常に狭い領域のみで発生することが分かります。映像を観察している限りでは、SUS304表面に塗布された活性フラックスは溶融池表面を前面から後方へと拡散して、金属蒸気の発生を抑制しているように見えます。
<溶接線前方斜め上から溶融池の挙動を撮影した結果です。観察を容易にする目的で、シールドガスにヘリウムを用いています。上段は各瞬間の特徴的な映像を示し、その下の段は電極線中心軸上画素の輝度データを時系列で表示しています。活性フラックスを塗布していない領域では、溶融池表面の金属蒸気は幅広く広がっており、アノード領域も広いと考えられます。溶融池先端が活性フラックスを塗布した領域に接近し、フラックスが溶融池に流れ込み始めると、金属蒸気は後方に押し流され、最終的に非常に狭い領域のみで発生することが分かります。映像を観察している限りでは、SUS304表面に塗布された活性フラックスは溶融池表面を前面から後方へと拡散して、金属蒸気の発生を抑制しているように見えます。
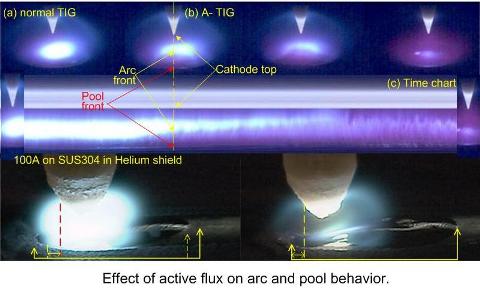
中段の時系列画像は電極中心軸上の映像を表示しています。電極とアークの状態を理解しやすくするために、表示開始時刻の映像を左端に、表示終了時点の映像を右端に示しています。活性フラックスの無い領域では溶融池中心領域の金属蒸気は比較的広い範囲で発生しており、活性フラックスが溶融池内部に流れ込み始めると金属蒸気発生領域は後方に押し流されます。完全に金属蒸気が溶融池後部に押し流された後は、狭溶融池中央付近の比較的狭い領域で金属蒸気の発生が観察され、その時間的変動が大きいことを示しています。
一番下の段の映像は、別な条件で側面から撮影した映像です。側面からの映像では、活性フラックスがない領域では、溶融池前面の位置は比較的前方に形成されるのに対して、活性フラックスを塗布した状態では、溶融池前面は電極に近い領域まで後退しています。溶融池後端部は後方に後退し、溶融池後方部表面には微細な振動を伴う波の発生が認められました。活性フラックスを塗布して溶け込みが深くなる理由の一つとして表面張力が主張されていますが、私自身はその説には懐疑的です。この画像の高速度ビデオと溶接ビード外観及びSEM画像を用いて後ほど紹介します。
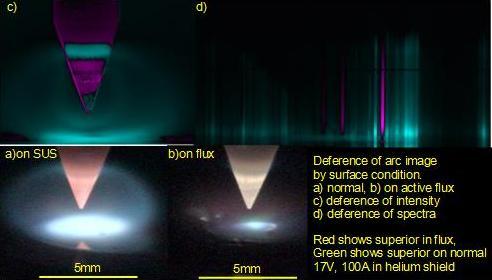 右図はアルゴンガス使用時の活性フラックスの効果について、ImSpectorを用いて観測した高速度ビデオ映像の一例です。白黒の高速度ビデオに950nm帯域の干渉フィルタを取り付けて録画した映像と、もう一台の白黒の高速度ビデオ先端に分光プリズムImSpectorとレンズを設置して、電極中心軸上のスペクトル分布を撮影した映像を表示しています。人の目に理解しやすいように、両者ともに擬似カラー表示をしてあります。
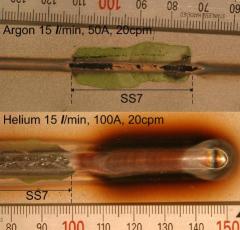
右図はアルゴンガス使用時の活性フラックスの効果について、ImSpectorを用いて観測した高速度ビデオ映像の一例です。白黒の高速度ビデオに950nm帯域の干渉フィルタを取り付けて録画した映像と、もう一台の白黒の高速度ビデオ先端に分光プリズムImSpectorとレンズを設置して、電極中心軸上のスペクトル分布を撮影した映像を表示しています。人の目に理解しやすいように、両者ともに擬似カラー表示をしてあります。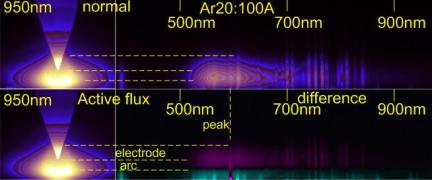 950nm帯域の映像からは、活性フラックスが存在する場合の方がアークの中心領域はやや狭く、電極表面の発光状態にも相違があることが分かります。右側上段に示す活性フラックスがない状態でのスペクトル分布からは、アーク中心領域での再結合による連続スペクトルと、アルゴンの離散的なスペクトル分布が認められます。下側右の図は、活性フラックスの有無がスペクトル分布に如何なる影響を与えているのかについて表示しています。分かりやすくするために、両者のスペクトル分布の相違を強調して示しています。フラックスが存在しない方が発光強度の高い部分を緑で表示し、フラックスが存在する場合のほうが発光強度の高い部分を赤で表示しています。アーク領域の内温度が比較的低い下半分の領域(溶融池表面部およびその近傍上部)では、活性フラックスを塗布していない条件での発光強度が高いことがほとんど全て波長域で認められます。特定の1本のスペクトル(591nm)のみ活性フラックスが存在する場合に高いこと、およびアーク上部から電極先端部周辺では、活性フラックスが存在する場合の方が発光強度が高くなることが分かります。陰極に近い高温アーク部及び陰極先端部のカソード領域では、活性フラックスが存在する場合の方が発光強度が高いことが分かります。ヘリウムシールドの場合には、金属イオンは陰極上部へと到達し、活性フラックスの有無で到達高さが異なっていました。一方、アルゴンシールドでは、活性フラックスの有無による相違はほとんど確認できません。この点が、アルゴンシールドとヘリウムシールドの場合の相違点です。
950nm帯域の映像からは、活性フラックスが存在する場合の方がアークの中心領域はやや狭く、電極表面の発光状態にも相違があることが分かります。右側上段に示す活性フラックスがない状態でのスペクトル分布からは、アーク中心領域での再結合による連続スペクトルと、アルゴンの離散的なスペクトル分布が認められます。下側右の図は、活性フラックスの有無がスペクトル分布に如何なる影響を与えているのかについて表示しています。分かりやすくするために、両者のスペクトル分布の相違を強調して示しています。フラックスが存在しない方が発光強度の高い部分を緑で表示し、フラックスが存在する場合のほうが発光強度の高い部分を赤で表示しています。アーク領域の内温度が比較的低い下半分の領域(溶融池表面部およびその近傍上部)では、活性フラックスを塗布していない条件での発光強度が高いことがほとんど全て波長域で認められます。特定の1本のスペクトル(591nm)のみ活性フラックスが存在する場合に高いこと、およびアーク上部から電極先端部周辺では、活性フラックスが存在する場合の方が発光強度が高くなることが分かります。陰極に近い高温アーク部及び陰極先端部のカソード領域では、活性フラックスが存在する場合の方が発光強度が高いことが分かります。ヘリウムシールドの場合には、金属イオンは陰極上部へと到達し、活性フラックスの有無で到達高さが異なっていました。一方、アルゴンシールドでは、活性フラックスの有無による相違はほとんど確認できません。この点が、アルゴンシールドとヘリウムシールドの場合の相違点です。
右図に活性フラックスの有無によるビード形成状態が異なっている例を示します。上側の写真はアルゴン15L/min電流50A速度15cm/minで溶接した場合、フラックスの無い領域では母材は溶融しないのに対して、フラックスを塗布した領域では溶融しています。表面が溶融していないので、表面にスマットが付着していないのは当然ですが、アルゴンシールドの場合にはスマットはほとんど発生しません。
下側の外観写真はヘリウム15L/min電流100A速度20cm/minで溶接した結果で、フラックスを塗布した領域にはスマットがほとんど付着していないのに対して、フラックスを塗布していない領域には大量のスマットが付着しています。アーク溶接はフラックスを塗布した領域から塗布していない領域へと移行しており、溶融池表面にフラックスが十分存在する場合と完全に枯渇した場合とでビード外観に相違があり、フラックスを塗布していない領域に入っても当分の間は溶融池表面にフラックス成分が残存し過渡的な状態が存在しています。
実験した当時はほとんど気にならなかったのですが、現在データを整理して気になる点が二つあります。一つは溶融温度以下の側面部には多くのスマットが付着しているのに対して、一旦溶融温度以上の高温になっているビード表面へはほとんど付着しているようには見えないのは何故かです。二つ目は、アルゴンでは何故ほとんどスマットが発生しないのかです。
右図に
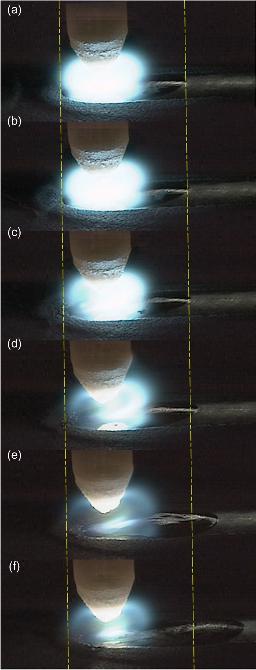 (a)活性フラックスを塗布していない領域から、(b−f)塗布した領域へと移動するアークの典型的な例を示します。溶接条件は、ヘリウムシールド150A、溶接速度20cm/minです。この映像は毎秒2500フレームで撮影しています。上の下線付文章をクリックすると、映像を毎秒500フレームに圧縮し、毎秒30フレームで再生することにより時間を17倍に引き延ばして、過渡的な変化を分かりやすく再生します。
(a)活性フラックスを塗布していない領域から、(b−f)塗布した領域へと移動するアークの典型的な例を示します。溶接条件は、ヘリウムシールド150A、溶接速度20cm/minです。この映像は毎秒2500フレームで撮影しています。上の下線付文章をクリックすると、映像を毎秒500フレームに圧縮し、毎秒30フレームで再生することにより時間を17倍に引き延ばして、過渡的な変化を分かりやすく再生します。活性フラックスを塗布した領域でのアークの状況を明瞭に観察するために、活性フラックスを塗布していない領域の映像ではアークプラズマ領域の輝度が強すぎる撮影条件になっています。通常は電子放出領域や、酸化タングステンの挙動をSEM観察するために、実験の都度先端を研磨したタングステン電極を使用しています。この日はNACが他機関へデモのため使用した最新鋭機種を、夕刻短時間のみ拝借して撮影したこと、及び、一定時間使用した電極の映像も欲しかったことから、何回も使用し研磨していない電極の映像となっています。アーク溶接は右から左へと進行し、(b)の画像が左側母材表面のフラックスに溶融池前面が接触する瞬間の映像となっています。(c)から(e)が過渡的な状態、(f)が完全にフラックス領域で定常状態になった場合の映像です。
右の画像は、フラックスの有無がアーク現象にどのような眼に見える変化を引き起こすのかを理解しやすいように、任意時刻の映像を表示しています。この下線付き文章をクリックすれば、本来の撮影速度の映像(時間を約83倍に引き延ばした映像)が再生されます。
 ビデオ再生時に注目すべき領域は(1)プラズマ領域の発光状態の変化、(2)フラックスが溶融池表面に流れ込み始める時点(b−c)から溶融池の幅が狭くなるとともに溶融池側面境界部が盛り上がりアークの反射が観察できる状況と(3)フラックスの効果が発揮される時点で、溶融池後方部が長く伸び始めるとともに溶融池表面のスラグが溶融し小粒となり溶融池中央方向への溶融沈み込みを行う状況(d−f)などです。
ビデオ再生時に注目すべき領域は(1)プラズマ領域の発光状態の変化、(2)フラックスが溶融池表面に流れ込み始める時点(b−c)から溶融池の幅が狭くなるとともに溶融池側面境界部が盛り上がりアークの反射が観察できる状況と(3)フラックスの効果が発揮される時点で、溶融池後方部が長く伸び始めるとともに溶融池表面のスラグが溶融し小粒となり溶融池中央方向への溶融沈み込みを行う状況(d−f)などです。右時刻暦画像に、溶融池長手方向の変化の状況を示しています。上図の各記号を割り振っており、フラックスを塗布していない領域での溶接では、溶融池表面から金属蒸気が発生し、プラズマ内部で電離−再結合を生じることにより、アークプラズマ領域での発光が盛んに生じています。この発光によるエネルギ損失と、約7000度付近の低温度領域で金属の電離が生じ電子がプラズマ内部に供給されるこによるプラズマ温度の低下が起こります。
溶融池前面が活性フラックス塗布領域に到達すると、フラックスが溶融して溶融池表面に流れ込み、溶融金属から金属蒸気が発生するのを抑制します。フラックスが溶融池表面に流入した時点から、溶融池前面は後退し始め、溶融池後面は後方に伸び始めます。映像でははっきりは核にしがたいのですが溶融池幅も縮小を始め、溶融金属は若干盛り上がります。この側面部の盛り上がりはこの盛り上がり部で電極先端のアークを反射することで確認できます。
活性フラックスの深溶け込み効果の発揮の仕方は、電圧電流値や溶接速度などの条件や母材内の硫黄分などの影響を受けます。一般的には溶融池前面の溶融金属厚みが減少し、この領域がガウジング気味になるケースが深溶込みになる理由を実感しやすい現象です。この場合のように溶融池幅が減少し、溶融池長さが増加する場合も、深溶込みを説明しやすい現象です。この場合には、湯流れが横方向の対流ではなく、深さ方向に対流するために深溶込みになると説明できます。
活性フラックスの効果として用いられることは少ないのですが、溶融金属表面をフラックスが多い、金属蒸発が抑制されることも、深溶込みを増進させる理由だと私は考えています。物理の教科書に説明されているやかんの蓋効果と同様に、金属蒸気発生の熱損失が減少すること、内部圧力が増加することの2点により溶融金属温度はフラックスがない場合より増加します。
溶融金属温度が上昇していることは、(1)溶融池表面に浮いていた大きなスラグが、フラックス効果が発現した時点で表面積を減少し始め、最終的に溶融金属内に溶け込んでいること。(2)溶融池後方の金属表面に微細な波が発生し振動していることから表面張力が低下していると予想されること、(3)溶融金属表面が大きな振動を時折起こすことから、金属内部で気泡が発生し膨張・収縮を繰り返していると予想されること、などで判別できます。プラズマでの熱光放射による熱損失が減少していることも、熱効率を増加している要因です。
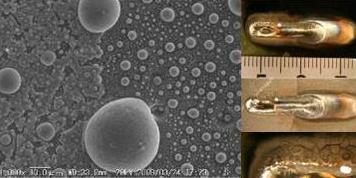
右図に上の画像と再生動画で説明したアーク溶接のビード外観と表面のSEM写真を示します。この実験はスマットのSEM写真を取得する目的も兼ねており、電子顕微鏡にセット可能な小さい試験片を銅ブロックではさみアーク溶接を実施しました。溶接条件も通常の条件とは異なるため一般的な活性フラックス効果の説明にはなりません。右上の写真が溶接後のスマットが付着した状況、右中段がSEM撮影後アセトン洗浄した後のビード表面、右下がビード終端部の溶融池側面でフラックスが融着している領域を拡大した画像です。フラックスを塗布していない領域では幅広で円形に近い溶融池が形成されているのに対して、フラックスを塗布した領域ではビード幅が狭く細長い溶融池が形成されています。フラックスを塗布していない状態では、ビード近辺へのスマットの付着は少なく、ビード表面など温度が高い領域表面にスマットは付着していません。ビード前方のフラックスに付着していたスマットも含めて、溶接の進行と共に一定温度以上に高温になった領域でスマットが消えています。フラックスを塗布した面と塗布していない面との境界が明瞭に識別できるため、溶融池がフラックスを塗布した領域に接触した瞬間に溶融池形状が変形し始めていることが中段の写真から分かります。溶融池周辺の高温度領域では塗布したフラックスが一旦溶融して、凝固していることが、ひび割れたフラックスにより判別できます。
左側のSEM写真を見るとスマットは小さい球形をしていることから、蒸発したクロムが周囲の空気と接触して酸化する過程で発熱して溶融し球形になったと考えています。飛行中のスマット自身は一旦溶融して表面張力で球形になっており、温度も溶融温度近傍になっていると考えられます。ヒュームは一般的に、中核領域からくもの巣状に伸びた形状をしていますが、酸化反応が活発に生起していることが分かります。低温度のSUS304表面に衝突したスマットは母材に接触した部分が若干変形し母材表面に付着していると考えられます。
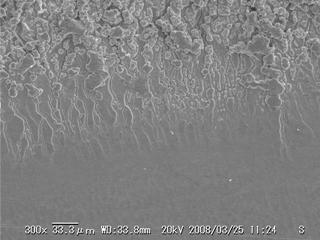
右図にフラックスを塗布した領域のビード周辺でスマットが付着していない領域と付着している領域の境界付近のSEM映像を示します。画像の下半分がビードに近い最高温度が高い領域で上側が最高温度はあまり高くない領域になります。下半分の領域ではフラックスが完全に溶融し母材表面に密着しているように見えます。
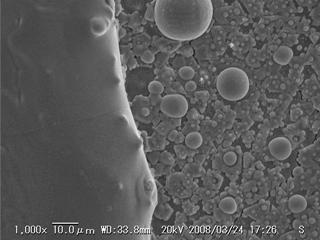
右下の画像は溶融した状態のフラックス表面に降り注いだスマットは溶けて吸収され、溶融していないフラックス表面に落下したスマットがフラックスに突き刺さっている状況が観察できます。左半分が活性フラックスが溶融している領域で、その表面にはスマットが完全には溶融せず、球面の一部が残存している状況が観察できます。
右半分はフラックスが完全には溶融せず空隙の多い形状で存在している表面に、各種サイズのスマットが突入している状況です。ベースの部分が活性フラックスなのか、あるいは付着したスマットが溶融した痕跡なのかは定かではありません。多数のサイズ1ミクロン以下の粒子が存在しているのが観察できます。
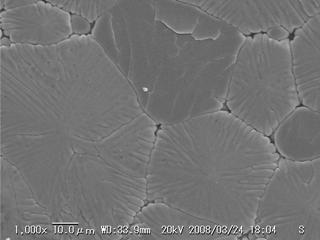
右図はビード表面のSEM映像です。ビード表面にスマットが存在しないのは、表面に落下突入したスマットがビード表面の高温により溶融し、凹凸の少ない表面形状になったためと考えられます。結晶粒界に近似した形状になっていますが、表面に大きな凹凸が存在するようには見られず、表面全体が濡れた状態から個別に凝固が始まり、最後に凝固する粒界部分で空隙が残る構造になっています。表面でこのような構造になるのは少し不思議に思っています。
SEM観察する前は、ビード表面にスマットが存在しないのは、「一定温度以上ではSUS304表面とスマット接触領域の接着力が低下し、シールドガスに吹き飛ばされる」と考えるのもありかなと思っていました。しかし、それは少し無理のある解釈かと考え、SEM撮影をしてみました。
「何故ヘリウムシールドの場合のみ多量のスマットが発生するのか」と言う2点目の疑問については、ヘリウムシールドの場合質量の大きいクロム粒子は質量の軽いヘリウム粒子と衝突しても運動量と飛行方向はほとんど変化せず、プラズマ外部へ容易に離脱するため、その領域で酸化して球形の粒子になり、母材表面へ落下して付着すると考えています。一方、アルゴンシールドではクロム粒子はアルゴン粒子と衝突して方向を変化させるため、プラズマ外へ脱出する個数が少なくなるためと考えています。
 右図にアーク映像とアークの特定線上領域の波長分布を同時に高速度カメラに撮影する手法の概念図を示します。アーク現象を理解するためには、アークの状況と例えば電極とアークの中心軸上のスペクトル分布について同時に測定して考察することが重要と考えました。このため高速度カメラのレンズに装着して使用するImSpectorと言う分光器を調達しました。アークの撮影では接写リングを用いて視野を拡大していますので、この接写リングの部分にImSpectorを装着して、特定線上の光波長分布を調べることができます。アークの映像をレンズの後方の接写リングの位置でプリズムにより2方向に光を分岐しています。一方はアーク映像のための撮像素子へ、他方は光波長分布を調べるImSpectorを装着したカメラへと2方向の映像情報へと分岐し、両方の映像を同期して同時に高速度撮影しました。
右図にアーク映像とアークの特定線上領域の波長分布を同時に高速度カメラに撮影する手法の概念図を示します。アーク現象を理解するためには、アークの状況と例えば電極とアークの中心軸上のスペクトル分布について同時に測定して考察することが重要と考えました。このため高速度カメラのレンズに装着して使用するImSpectorと言う分光器を調達しました。アークの撮影では接写リングを用いて視野を拡大していますので、この接写リングの部分にImSpectorを装着して、特定線上の光波長分布を調べることができます。アークの映像をレンズの後方の接写リングの位置でプリズムにより2方向に光を分岐しています。一方はアーク映像のための撮像素子へ、他方は光波長分布を調べるImSpectorを装着したカメラへと2方向の映像情報へと分岐し、両方の映像を同期して同時に高速度撮影しました。下図にシールドガス中の酸素成分の影響を観察した結果の例を示します。左の画像が光波長、右が同時に撮影したアークの映像です。共に白黒画像ですが、理解しやすいように擬似カラー表示をしています。ガス中の酸素成分が増加した場合にも溶込みが深くなることは知られています。同時にタングステン電極の消耗がはなはだしくなることも知られています。ここでは、まず電極への影響を調べるために、水冷銅板上での測定結果について示します。
純ヘリウムシールドでは、ヘリウムの離散スペクトルが強く観察され、若干の再結合による連続スペクトルも認められます。電極先端部でも連続スペクトルの発光が認められます。一方、ヘリウムに0.5%の空気を混入した状態では、ヘリウムの離散スペクトルの発光強度は若干低下し、空気混入による酸素成分増加により酸化タングステンの蒸発と、解離およびタングステン原子の電極表面への衝突などにより電極先端部の連続スペクトル発光強度が大幅に増加することが分かります。
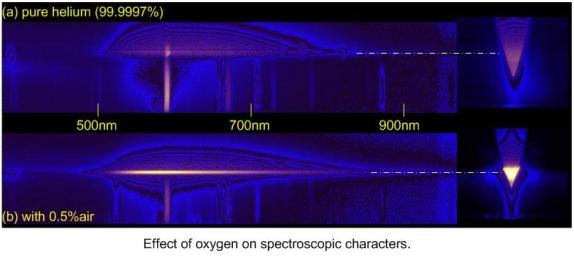
電極先端部の電子が放出されている領域への空気混入の影響は明確ではありませんが、その領域の上の領域ではリムが顕著に生成しており空気の影響が確認できます。酸化タングステンの溶融温度及び蒸発温度が、純タングステンに比べてきわめて低いことがこの現象の主たる原因です。
 右の表に溶接に関連する各種元素の溶融温度と蒸発温度の一覧を示します。鉄とタングステンとは、酸化した状態での溶融温度と蒸発温度とが元の元素よりも低くなる非常に珍しい元素です。鉄はその性質を利用したガス切断技術が、非常に有力な技術として、発展しています。タングステンの場合には、酸化物の蒸発温度も元の元素の溶融温度より低いために、酸素を利用しての切断は現実的に無理な状態となっています。
右の表に溶接に関連する各種元素の溶融温度と蒸発温度の一覧を示します。鉄とタングステンとは、酸化した状態での溶融温度と蒸発温度とが元の元素よりも低くなる非常に珍しい元素です。鉄はその性質を利用したガス切断技術が、非常に有力な技術として、発展しています。タングステンの場合には、酸化物の蒸発温度も元の元素の溶融温度より低いために、酸素を利用しての切断は現実的に無理な状態となっています。タングステン電極は長時間の使用でも消耗せずに安定した電子放出を行えることが要求されます。そのために、電子放出の仕事関数が低いトリウムやランタンなどの希土類元素を微量(1−4%)に添加しています。実際には、溶接の実行によりタングステンやトリウムは蒸発して消耗していきます。希土類元素の溶融温度はタングステンより低く、その酸化物の溶融温度はタングステンより低い値となっています。一般的には酸化物の粉末の形態でタングステン粉末に加えられてプレス整形した後、焼結により電極として仕上げられます。

上に示す写真は水冷銅板の上に置いたアルミ板に2%トリア入り電極を突き刺して200Aの電流を1分間流した後の電極のSEM写真です。完全な短絡ではなくアルミ板の中でアーク放電をしていましたが、アルミの外へはほとんどアークは出ていませんでした。普通のアーク放電の時のような高温プラズマは電極表面には存在しない状態と考えています。なお、この時の雰囲気はアルゴンに酸素を2%混ぜています。電極内部のジュール加熱により電極温度は上昇し、トリウムの液滴が電極表面に溶出し、下端部に移動している状況をビデオ観察しました。電極先端部から6mm程度上方の3.2mmΦの側面部でトリウムが溶出し、大きな液滴(0.1mm程度)として観察されました。電極先端は円錐形になっており、内部を流れる電流密度は断面積に反比例して増加しています。内部はジュール加熱により昇温され、先端ほど高温となっています。液滴は高温側へと移動し、高温度になるのに伴い半径が縮小しています。先端から約3.7mmのところで液滴は観察できないほど微細化し、電極表面を覆い、タングステンが観察できなくなっています。リムに近い領域では表面のトリウムは蒸発してしまい、電極表面にはタングステンのみが撮影されています。
以上の文章でトリアとトリウムを使い分けているのは、トリアとタングステンの間で酸素のやり取り(酸化還元反応)があり、トリアに含まれる一定程度の酸素がタングステンに移り、酸化タングステンが生成して、電極側面で蒸発していると考えているからです。
この電極のSEM写真を撮影した動機は、そのままでは何も見えていないビデオ映像から変化の状況を抽出する過程で、
 トリウムの液滴が電極表面に析出し、小さくなりながら電極先端部に移動していることが確認できたからです。アークが発生し、高温のプラズマガスが陰極表面に存在する場合には、電極表面の同じ温度の面はほぼ同じ状況に見え、溶融した薄い層が流れている状況が見られます。このアーク条件はプラズマガスに若干酸素を混入させた状態です。
トリウムの液滴が電極表面に析出し、小さくなりながら電極先端部に移動していることが確認できたからです。アークが発生し、高温のプラズマガスが陰極表面に存在する場合には、電極表面の同じ温度の面はほぼ同じ状況に見え、溶融した薄い層が流れている状況が見られます。このアーク条件はプラズマガスに若干酸素を混入させた状態です。高温プラズマガスが、陰極表面の酸化反応にどのように影響するのかが知りたかったので、
 アルミ板に電極を突き刺して電極表面近傍に高温プラズマがあまり存在しない条件で調べてみました。右の映像に見られる陰極表面の状況は、アークが露出している場合とあまり差があるようには見えず、リムの発生状況にもあまり相違は見られませんでした。しかし、チェックする領域を最も関心がある領域に限定して、擬似カラーの仕方を変えて映像を見ると、アークが露出している場合と、短絡に近い状態で表面にはアークの影響が無いようにした状態とでは、電極表面の酸化状態に大きな相違が見られました。陰極表面部への酸素原子の衝突頻度は低いと見えて、
アルミ板に電極を突き刺して電極表面近傍に高温プラズマがあまり存在しない条件で調べてみました。右の映像に見られる陰極表面の状況は、アークが露出している場合とあまり差があるようには見えず、リムの発生状況にもあまり相違は見られませんでした。しかし、チェックする領域を最も関心がある領域に限定して、擬似カラーの仕方を変えて映像を見ると、アークが露出している場合と、短絡に近い状態で表面にはアークの影響が無いようにした状態とでは、電極表面の酸化状態に大きな相違が見られました。陰極表面部への酸素原子の衝突頻度は低いと見えて、 離散的な液滴が存在し、それが下方へ移動すると共に、一部の液滴は風船状に膨らみ途中で破裂していることも確認しました。トリウムの酸化物(トリア)として電極に含まれていたものが高温で電極表面に析出し、トリアがタングステンにより還元されトリウムとして溶融し、溶融したトリウム内部で生成した酸化タングステンが蒸発したのだと考えています。
離散的な液滴が存在し、それが下方へ移動すると共に、一部の液滴は風船状に膨らみ途中で破裂していることも確認しました。トリウムの酸化物(トリア)として電極に含まれていたものが高温で電極表面に析出し、トリアがタングステンにより還元されトリウムとして溶融し、溶融したトリウム内部で生成した酸化タングステンが蒸発したのだと考えています。ビデオ映像で発見した現象の痕跡がタングステン電極表面に残っているはずと考えて電子顕微鏡で側面部を探索して、ビデオ映像で確認したことと同じ形状の痕跡を見つけました。陰極先端部を円錐形に尖らすことにより、陰極先端部に近づくと電極断面積が小さくなり、ジュール熱が増加して電極内部温度は急激に上昇します。基本的にチャックに近いほど温度は低く、陰極先端に近づくのに伴い温度は上昇し、酸化トリウムと酸化タングステンが存在しうる温度領域の差により、電極表面に残存する酸化トリウムと酸化タングステンの密度がはっきりと異なることが分かります。トリウムとタングステンの間での酸化還元反応による酸素のやり取りが類推でき、トリウムとタングステンの境界線で、大まかな温度も理解できます。
この下の動画を処理していて側面を流れるトリアを発見しました。最初は上段の擬似カラー表示にして映像を眺めていたのですが、電極側面部に何か変化があることに気づき、データの表示手法を変更してみると、トリアらしきものが流れているようだと感じました。アークが流れている場合には高温の元素が電極と衝突して電極温度は相対的に高温となっており、トリアの温度も高いため細かな液状になり流れています。一方、ほぼ短絡状態の右の動画ではSEM写真に見られたように液滴となって移動していました。 実際にアークが出ている状況で撮影した高速度ビデオの映像を増刊処理して、電極表面状態の変化を分かりやすく表現するべく試みました。
この処理を行っていた当時は、高速度ビデオの能力も現在とは格段に低く、データを処理するパソコンも能力はあまり高くありませんでした。大きな問題は、データ転送速度の遅さと、ハードディスクの容量の小ささでした。仕方が無いので、当時の圧縮方法で可能な限り圧縮してしまい、元データは全て廃棄せざるを得ませんでした。現在の能力のパソコンでの処理を考えるとより分かりやすい処理ができるのにとは、考えますが、見たい変化がわかる程度には処理できていると考えています。水平方向に緑の縞模様があるのは、増感処理を簡素にしているためです。
水冷銅板へのアーク放電中の映像とアークを通電した電極先端部のSEM写真を観察した限りでは、電子放出(陰極)領域には空気の影響は見られません。タングステンデンドライト結晶が生成する領域は、酸素(空気)の混入量が多いほど広がり、下限は先端側に下がります。トリアが消滅し酸化タングステンが蒸発する領域も先端側へと下がります。
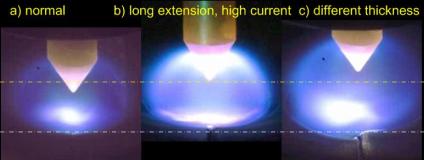 同じ電流値で溶接をしても陰極高さや母材の厚さの違いで母材(溶融金属)温度が異なるため、金属の蒸発量は変化します。右映像に見られるように、母材が厚く溶融金属温度が低いときには溶融池中心部の狭い領域から金属は蒸発し、母材が薄い場合には広い範囲で蒸発しています。右端のように板厚の違う部材を溶接する場合には、アノード(陽極)は薄い板側に偏ります。
同じ電流値で溶接をしても陰極高さや母材の厚さの違いで母材(溶融金属)温度が異なるため、金属の蒸発量は変化します。右映像に見られるように、母材が厚く溶融金属温度が低いときには溶融池中心部の狭い領域から金属は蒸発し、母材が薄い場合には広い範囲で蒸発しています。右端のように板厚の違う部材を溶接する場合には、アノード(陽極)は薄い板側に偏ります。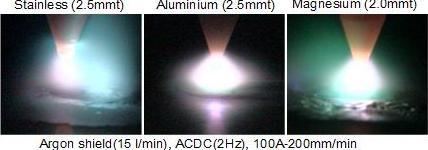
次ページ 2016.04.01作成 20176.05.25改訂