4.8 界面反応
アーク溶接は、非常に狭い空間で常温の母材からプラズマの超高温までの極端な温度差が発生する接合技術です。母材自体も主たる材料である鉄に様々な元素が配合され、結晶粒の大きさと向きも調質された状態となっています。鉄自体は、同素変態により、高温度の状態で密度が変化するという特殊性があり、調質される過程で様々な熱履歴を受け、見た目には均質な材料であっても、内部には様々な歪を抱えています。また、鋼の製造から凝固及び熱処理の過程で、マクロ的には板厚の中央付近には燐や硫黄が偏析することがあり、また結晶粒のサイズは場所により異なり、粒界のサイズや成分にも違いがあります。
例えば熱交換器の溶接やタービンブレードの溶接では、製品自体が高温で使用される上に溶接長さ全長が非常に長い(1km以上になる場合も多くある)という特徴を持っています。その内たった一箇所でも、溶接部の欠陥もしくは欠陥候補が、長時間の使用(一種の耐久テスト)に耐え切れず破断すると、システム全体に大きな被害を与えてしまいます。
右図は溶接アークプラズマの特徴を表現しています。通常は溶接部に不活性ガスであるアルゴンもしくはヘリウムを流して、高温の溶融金属が酸化反応しないようにシールドします。前節に示したように、溶接の結果材料の鉄の一部が蒸発し、鉄蒸気はプラズマ内部でイオン化します。一方、電離電圧の低い鉄は低温度で容易に電離しイオン化します。しかし、電離電圧の高いヘリウムはなかなか電離しません。この図では、これらの元素のイオン化の特徴を強調するために、ヘリウムとアルゴンと鉄蒸気の成分比を、89:10:1にしてあります。
水中溶接切断技術は、毎年定常的に必要とされる技術ではないため、何か個別の必要性が出現しないとなかなか予算化はされません。実際に個別の必要性が出現するのには、約10年程度の間があきます。これらのある意味端境期で他の予算もあまり獲得できない時期に集中して高圧条件化での物理的特性の計算を行ってきました。この図は、そのときの基礎となる計算データの一つです。
電離電圧の高い元素の間に、電離電圧の低い元素が混じると、電離電圧の低い元素が選択的に電離するというのが、この計算の結論でした。電離される元素の数は成分比のルートに比例しました。環境が高圧になればなるほど、ガスの個数に対して、材料から蒸発する金属個数の成分比は低くなりますが、金属原子はより低温で電離するようになります。
溶接アークを包むようにシールドガスが流れていますが、 外部の空気は拡散によりシールドガス中に入ってきます。ガスの流速と、気体粒子の熱速度の桁が全然違うのがその理由です。アーク溶接では、溶接部の金属は溶融して高温度になっていますから、周辺の原子やイオンが溶融金属内部に侵入する量は、かなりの量になります。
外部の空気は拡散によりシールドガス中に入ってきます。ガスの流速と、気体粒子の熱速度の桁が全然違うのがその理由です。アーク溶接では、溶接部の金属は溶融して高温度になっていますから、周辺の原子やイオンが溶融金属内部に侵入する量は、かなりの量になります。
右の集合写真は、SUS304をGTA溶接している高速度ビデオの映像の例です。溶融金属部分に意図的に周囲の空気が侵入しやすい条件を作り、溶接しています。左側上から3枚の映像がコマドリ写真に相当します。最下段の映像は、全ての時間の映像を重ね合わせて表示したものです。撮影時間内に外部に放出されたスパッタの軌跡を赤色で表示しています。右側の映像は、各時間における映像の特定の画素を時間的につなげて表示してあります。溶融金属表面の振動が非常に大きいことが分かります。これは溶融金属の内部に空気成分(酸素)が侵入し、表面の鉄と反応して酸化スラグを形成すると共に、一部は内部の炭素と反応し炭酸ガスとなり、反応したガス成分が様々な場所において周囲の高温金属により加熱されて急速に膨張をするために生じる振動です。集合して大きく成長したガスの一部は表面にまで達して破裂し、周囲の金属を外部に放出します。これが、スパッタです。
周辺の空気成分が溶融金属の内部に侵入して、内部の成分と化学反応を起こすということを信じられない人も多いかと思います。私自身もそうでした。実際に自分で実験をして、高速度ビデオなどを利用したアーク現象の観察をも含めて、自分の目で見てようやく信じることができました。理解できたと思った時点から過去を振り返ると、自分のアホさ加減につくづく赤面してしまいます。私の若い頃は、冷蔵庫の製氷機能を上げるためにアルミニウムの製氷皿が普通でした。熱冷却効果を上げるためにアルミ製の製氷皿にアルミの薄板格子状仕切りが入っていました。生成された氷の中央部分には気泡が少なからず存在し、氷の表面中央部が少しへこんだ形状の氷が普通にできていました。少し時代が下がり、気泡の無い綺麗な氷が売りのプラスチック製の製氷皿が出回り始めました。今にして思えば、その時に水の中には空気の成分が一定程度溶込んでいるために、冷却速度が速いと空気成分は凝固部から押し出され、周辺より遅れて最後に冷却する中央部に集中し、飽和濃度より多い空気成分が気化する現象の結果を見ていたわけです。プラスチック製では冷却能力が低く底面からゆっくり氷が成長し、最終的に過飽和の空気成分は表面から外部に放出されていることを、当時は全然考えもしませんでした。
 右の写真は溶融金属中に水素がどの程度入るのかについて検討した結果です。水中アーク溶接では、冷却速度が大気中に比べて速く、アーク雰囲気内への水素の侵入も避けられません。これらはいずれも溶接欠陥が発生しやすくなる要因です。軟鋼の水中ガスシールドアーク溶接における主な欠陥はブローホールで、その原因となるガスの70%が水素です。雰囲気中の湿度も水中環境では高いのですが、溶接部に侵入する水素の多くは、周囲の水から蒸発した水蒸気の分解によるものと考えています。
右の写真は溶融金属中に水素がどの程度入るのかについて検討した結果です。水中アーク溶接では、冷却速度が大気中に比べて速く、アーク雰囲気内への水素の侵入も避けられません。これらはいずれも溶接欠陥が発生しやすくなる要因です。軟鋼の水中ガスシールドアーク溶接における主な欠陥はブローホールで、その原因となるガスの70%が水素です。雰囲気中の湿度も水中環境では高いのですが、溶接部に侵入する水素の多くは、周囲の水から蒸発した水蒸気の分解によるものと考えています。
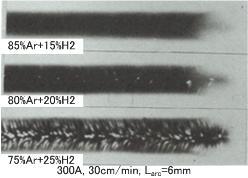
大気中でシールドガスのアルゴンに水素を加えて、溶接部中に発生するブローホールを調べた結果が、右のX線写真です。15%までの水素添加では、クレータ部以外の定常溶接部にはブローホールはほとんど発生していません。20%になると中心線付近に若干のブローホールとウォームホールが存在します。25%では大量のブローホールが発生しています。高温の溶融金属中に溶解した水素量が、固体の飽和溶解度以上の量になり、凝固時に粒界と粒界の間に押し出され、気化してブローホールになったものと考えています。水中溶接で、シールド条件が悪く、溶融池に間歇的に水が入るような溶接でも、同様なブローホールが見られます。
次ページ 2016.03.12作成 2026.01.11改訂