4.9 溶接欠陥の種類
 溶接欠陥には、大まかに分けて(1)寸法上の欠陥、(2)構造上の欠陥、(3)性質上の欠陥の3種類があります。右にそれら欠陥の名称を示します。不慣れな溶接士が犯すミスの主なものは溶込み不良です。溶接を実施するための適正な溶接速度範囲があり、適正な速度より遅くても速くても溶込み不良を発生してしまいます。
溶接欠陥には、大まかに分けて(1)寸法上の欠陥、(2)構造上の欠陥、(3)性質上の欠陥の3種類があります。右にそれら欠陥の名称を示します。不慣れな溶接士が犯すミスの主なものは溶込み不良です。溶接を実施するための適正な溶接速度範囲があり、適正な速度より遅くても速くても溶込み不良を発生してしまいます。
溶接速度と溶接電流には決まった関係があり、所定の電流で溶接する場合、速度が速すぎると単位長さあたりの溶融金属量(入熱)が不足し、融合不良や溶込み不良となります。逆に速度が遅すぎると入熱過大となり、溶落ちやオーバラップが生じます。また、大電流高速度で溶接を実施するとアンダカットやハンピングビードとなります。
適切な溶接結果が得られる溶接電流と溶接速度の範囲は限られており、それらの選び方でどのような溶接結果が得られるのかについての定性的な関係を右図に示しておきます。用いた溶接電流値に対して溶接速度が速すぎると、入熱不足となり融合不良や溶込み不良が起こります。逆に溶接速度が遅すぎると入熱過大となり溶落ちが生じる場合があります。また、溶けた溶接金属が開先内に先行して、アークが溶融金属の表面のみに入り、開先には十分入熱が無く融合不良が生じます。また、大電流で溶込みが 十分であっても溶接速度が速すぎると溶融金属の湯流れが間歇的になり、アンダカットやハンピングなどの不整ビードが生じます。
十分であっても溶接速度が速すぎると溶融金属の湯流れが間歇的になり、アンダカットやハンピングなどの不整ビードが生じます。
構造上の欠陥は一般に右記のように分類され、表に記述しているさまざまな原因で生じるとされています。
溶接の主要な欠陥である、溶込み不足と融合不良の防止法についても表に防止策としてに簡単に記述しておきます。
 右図に示すように、母材はあまり溶けていない状態で溶融金属が過大となるとオーバラップが生じます。オーバラップなどにより構造材表面に隙間ができると腐食などを起こしやすく、疲労強度低下の原因ともなります。
右図に示すように、母材はあまり溶けていない状態で溶融金属が過大となるとオーバラップが生じます。オーバラップなどにより構造材表面に隙間ができると腐食などを起こしやすく、疲労強度低下の原因ともなります。
アンダカットは、溶接速度が速すぎる場合や入熱が過大な場合に、固体金属と溶融金属とのなじみが悪くなって生じます。ハンピングは溶接速度が速過ぎる場合に、表面張力のバランスが崩れて、溶融金属内の溶接進行方向後方への湯流れ速度が間歇的になり、溶融金属の山と谷が周期的に発生します。
前節に示したように、アーク溶接ではどのように最善の努力をしたとしても、素材そのものに局所的に様々な応力がかかります。また、材料内部には、多様な元素が偏在しています。母材(金属素材)とは少し異なった組成の金属を溶かし込んで注入し急冷する事で局所的に大きな熱応力がかかります。このため、溶接金属に形成される結晶粒の形状は、母材の結晶粒とは異なってしまいます。また、溶接金属に接する部分は、溶融までには至らないものの、溶融温度近くにまで上昇し、結晶粒が粗大化します。
溶接にはこのように多くの問題があるため、欠陥を完全になくすのは難しい技術です。溶接施工により発生する欠陥は、溶接金属や金属素材の組織に起因するものと、それ以外の原因に起因するものがあります。
右図に代表的な凝固過程での欠陥である凝固割れと液状化(HAZ)割れが発生する領域の模式図を示します。凝固割れは溶接ビード中央部に発生します。溶融金属は、溶接を実施する両側の金属に熱が逃げるために母材に接している領域から凝固していきます。この結果、凝固壁側から中央部に向かってデンドライト形状の柱状晶が発達し、最終凝固位置では、残留融液がフィルム状に残ります。この融液の組成は母材に比べて不純物成分が多いのが特徴です。この融液が凝固する時点で、凝固収縮などにより両側に引き張り応力が作用すると、残留融液の部分で割れが発生します。
凝固金属と粗粒域の境目で発生する液状化割れはHAZ割れとも呼ばれます。これは溶接金属の溶融凝固界面と母材の従来組織の境目に、局所的な溶融領域が発生すると起こります。溶融領域に凝固収縮応力が働くと、液状化割れが発生します。
右の図は、特徴的な溶接形状に対応した割れと、溶接金属からの熱により母材が影響されて結晶形状が変化する領域を示した模式図です。溶接金属に接している領域には、凝固時に生じた熱が流れ込み、溶融温度近くの高温度に一定時間さらされます。この間に結晶粒は成長を続け、そのサイズが大きくなります。この領域(粗粒域)では、溶接の進展に伴って溶接前のα鉄からβ鉄、α鉄と構造が変わります。隣接した溶接金属が凝固を始めると、今度は逆の変態(α、β、α)を繰り返します。この間に結晶粒の粗大化と同時に結晶構造の変化に伴う膨張圧縮による応力が作用します。この粗粒域の外側では、最初のβ鉄への結晶構造変態しか生じない領域があります。この領域では、(α、β、α)変態が溶接中に起こります。結晶構造の変態に伴って結晶粒も若干大きくなり、この領域を亜粗粒域と呼びます。溶接の進展に伴って母材や溶接金属に生じるこの熱的なプロセスのことを熱サイクルと呼んでいます。
右図に溶接により生じる代表的な欠陥の例を示します。溶接金属の中に生じた気泡(ブローホール)とスラグを巻き込んだ非金属介在物を巻き込み欠陥と呼びます。ブローホールは、溶接中に外部とつながっていた空間が、溶融金属の流れにより覆いかぶされて外部と切り離されたものと、凝固過程で溶融金属内部の水素が集合して気化したものあるいは炭素と酸素が化合して気化した溶融金属の組成に起因したものがあります。非金属介在物についても、溶融金属表面に漂っていたスラグが湯流れにより閉じ込められたものと、高温で溶融金属に融解していた非金属成分素材が、凝固により出てきて集合したものとがあります。
形状欠陥は熱の与え方の不備で溶融金属と金属母材との融合が不全なために生じる欠陥です。開先部を溶融金属が充填し損ねた、アンダカットと溶込み不足及びオーバラップがその代表です。これらは溶接部に鋭い切り欠きを作るために、曲げや疲労の応力がかかった場合に、破壊の起点となる危険性があります。
通常の金属素材は圧延過程で板材の中央部に、硫黄やリンなどの不純成分が濃化する中心偏析部が生じがちです。この偏析した領域は強度が低く過大な熱応力で剥離するように割れることあり、ラメラテアと呼んでいます。
通常の溶接では、接合部に溶接金属を良好に充填するために。右図左端に示すように広い開先を作って、その間に溶接金属を流し込みます。板厚が厚くなると、何回も溶接を繰り返して所定の溶接を実行します。通常のアーク溶接では、溶接金属が気相と接している領域は広く、溶接中に周囲の気相から不純物を取り込む機会は非常に多くなります。作業時間やかける熱エネルギ量を削減するために、溶接金属を充填する隙間を少なくする狭開先溶接技術が発展してきました。右下の図のように数原子層分だけ溶かして結合させるのが理想的でが、開先を作り加工精度や表面に付着する水分やごみなどの問題で、ある程度の隙間を空けて溶接施工をすることになります。レーザや電子ビームなどの高密度熱源の基礎技術が急激に発達し、従来のアーク溶接技術と組合わせたハイブリッド溶接溶接技術へと進展しています。これらの高密度エネルギを利用した狭開先溶接が実用化されていますが、凝固割れやアンダカットなど、解決すべき課題は数多く残っています。
以上では、溶融金属が凝固する過程で発生しやすい溶接欠陥を冶金的な観点から説明しました。アーク溶接の場合には局所的に高温度になる領域で、固体、液体、気体、プラズマ全てが相互に関係して過渡的な物理化学的反応が非常に速い速度で生じています。上の図にこれらの過渡的な現象の例を示しています。
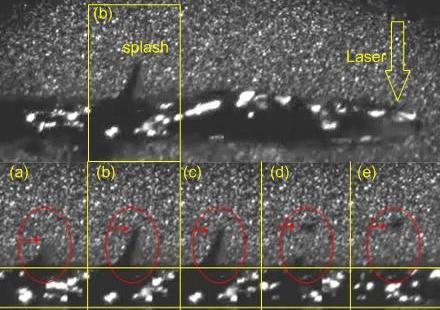
右図はレーザ溶接において、レーザが照射されているところより後方の溶融金属内部から気泡が放出されている例を示します。レーザ溶接は高速度の深溶込み溶接なので、レーザが照射されている領域(キャビティ)で溶融金属の流動過程でガスを巻き込んだり、あるいは内部でガス化されて気泡が発生します。溶融金属内部の気泡が外部に放出される瞬間の映像の例です。上に示したポンチ絵(a)気泡放出の典型的な例として示しています。
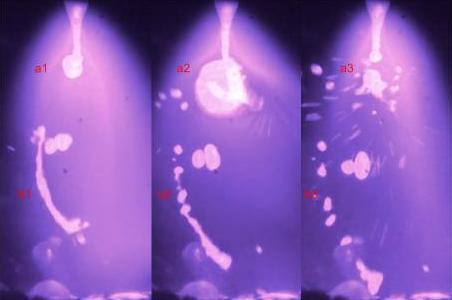
右図に(b)ガス爆発の典型的な例を示します。溶接ワイヤは鉄以外の多くの合金成分を含んでいて、炭素や酸素も溶接ワイヤの中に含まれています。溶接電流が過大であると溶接ワイヤ先端部で溶融している領域で、炭素と酸素とが結合しガス化して膨張し、この気泡が表面張力以上の圧力になると図に示すように破裂します。
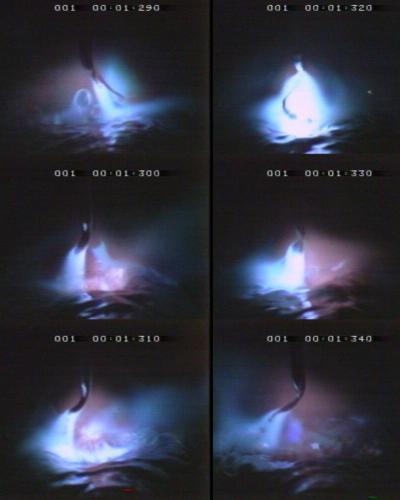
右図に(C)アーク力の例を示します。私自身は「アーク力」と言う言葉は、何となく分かるようで分からない言葉である上に、定義があやふやなので好きではありません。自分自身の文章でアーク溶接現象を説明する際に「アーク力」を使うことはありません。右に示す例は本来使用すべき電流値より過大な電流を流した際に発生することのある触れ回り現象「ローテーション」の典型的な例です。GMA溶接現象の詳細については、GMA溶接の動画の項目に多くの動画の例を掲載しています。興味のある方は、上の下線付き文章をクリックして、そちらを参照してください。右に示した動画は 右の小さな画像かこの下線部つきの文章をクリックすると右上画像の動画が再生されます。カラー画像なので触れ回っている溶接ワイヤがどの程度赤熱され軟化しているのかについては再生した動画からは判断できません。
右の小さな画像かこの下線部つきの文章をクリックすると右上画像の動画が再生されます。カラー画像なので触れ回っている溶接ワイヤがどの程度赤熱され軟化しているのかについては再生した動画からは判断できません。
右の画像はローテーションまでは行きませんが、溶接ワイヤが軟化し電磁気力により大きく変動している典型的な例です。カラーと熱画像とを併記して再生させていますので、 ワイヤが赤熱し軟化した後に触れ周りが生じることが理解できます。この動画は、左がカラーの高速度映像、右側に白黒熱画像を同期させて表示しています。カラー動画では、アークが発生している時間帯はアークが明るく写り、短絡状態の時には画面は真っ黒になります。このことから、短絡状態を認識するのに適しています。右の動画ではアークと溶融池を明瞭にするように撮影条件を選定しましたので、撮影したままの状態で再生するとワイヤが赤熱しているかどうかははっきりとは識別できません。データ処理の過程で、触れ周りが生じる時点でワイヤ領域の輝度が上昇していることを突き止め、この輝度増加を強調表示してワイヤが軟化していることを判別しやすくしています。
ワイヤが赤熱し軟化した後に触れ周りが生じることが理解できます。この動画は、左がカラーの高速度映像、右側に白黒熱画像を同期させて表示しています。カラー動画では、アークが発生している時間帯はアークが明るく写り、短絡状態の時には画面は真っ黒になります。このことから、短絡状態を認識するのに適しています。右の動画ではアークと溶融池を明瞭にするように撮影条件を選定しましたので、撮影したままの状態で再生するとワイヤが赤熱しているかどうかははっきりとは識別できません。データ処理の過程で、触れ周りが生じる時点でワイヤ領域の輝度が上昇していることを突き止め、この輝度増加を強調表示してワイヤが軟化していることを判別しやすくしています。
右の画像は、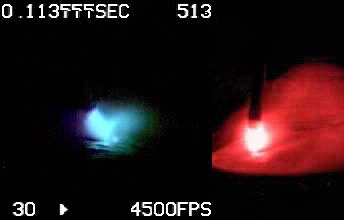 (c)アーク力と(d)アーク再生が含まれている例の一つです。これらの画像については、GMA動画の項目に、電圧電流波形なども含めて、アーク溶接現象に影響する要素ごとに分類して紹介しています。カラー画像については溶接線後方から、熱画像については側面から撮影しており、3次元的な解析も可能です。
(c)アーク力と(d)アーク再生が含まれている例の一つです。これらの画像については、GMA動画の項目に、電圧電流波形なども含めて、アーク溶接現象に影響する要素ごとに分類して紹介しています。カラー画像については溶接線後方から、熱画像については側面から撮影しており、3次元的な解析も可能です。
アーク溶接現象は、 動画を観察すると明瞭に理解できますが、過渡的でかつ揺らぎの大きい現象です。特に短絡した瞬間には、接触している非常に狭い領域に、局所的且つ過大な電流が流れるために、一部成分は蒸発しスパッタなどが多数発生します。電子やイオンが電極に衝突する回数は大きいのですが、電極内部に含まれている成分が気化し、高温度に急速に膨張することにより、溶融金属を外部境界の皮膜として膨らみます。動的な現象なので性的な現象とは相当異なりますが、溶融金属皮膜の許容表面張力近くにまで膨張した後、皮膜の最も弱い領域に亀裂が生じて、一気に爆発します。この過程がスパッタなどの発生の主原因と考えています。
動画を観察すると明瞭に理解できますが、過渡的でかつ揺らぎの大きい現象です。特に短絡した瞬間には、接触している非常に狭い領域に、局所的且つ過大な電流が流れるために、一部成分は蒸発しスパッタなどが多数発生します。電子やイオンが電極に衝突する回数は大きいのですが、電極内部に含まれている成分が気化し、高温度に急速に膨張することにより、溶融金属を外部境界の皮膜として膨らみます。動的な現象なので性的な現象とは相当異なりますが、溶融金属皮膜の許容表面張力近くにまで膨張した後、皮膜の最も弱い領域に亀裂が生じて、一気に爆発します。この過程がスパッタなどの発生の主原因と考えています。
CO2溶接では溶接ワイヤ先端の溶滴が肥大化し横方向にねじれます。この現象の説明に、上図(c)アーク力が使われています。この説明には疑問を持っていて、実際にこのような挙動になるのは溶滴内部の温度差により表面張力が異なるため、温度の低い領域に極点が存在する高温度領域の溶融金属が表面張力により、低温度領域に引き寄せられるのが一番大きな要因と考えています。
次ページ 2016.3.12作成 2026.01.11改訂