5.9 圧力(高圧-真空)の影響(暫定版)
物理の理論は純粋に理想的な環境における原理・原則を明らかにしています。溶接のようにどろどろとした現場固有の問題が多く生ずる複雑系に、純粋な系での結論をそのまま持ち込むには無理があります。とは言いながら、都合の良いときだけ物理の原理を応用して解釈しています。しかし、まじめに考えると矛盾することだらけで、本当に困ってはいます。私自身が持っているデータは、私企業との共同研究に関連して取得したものが多いことと、自分自身納得できない事柄も多く、紙上発表をしていない事柄が非常に多くあります。完全にぼけないうちに企業に迷惑をかけないと判断した事象について、このホームページ上で紹介をしています。私自身納得できていない事柄も記述していますので、鵜呑みにしないで、批判的に読んで頂けると幸いです。
 右図はGTA溶接におけるアークプラズマの一般的な概念図です。陰極及び陽極表面からプラズマへと渡る薄い層(主ガス平均自由工程の数倍の長さ)で陰極及び陽極ドロップと称される電位差が発生し、プラズマ部分ではほぼ等しい電位傾度になるという説明です。この仕事に携わるまでは、理路整然とした原理・理論にきちんとした理解ができていたか否かは別として、ある程度納得していました。しかし、高速度ビデオを用いてアーク現象を詳細に見るようになり、また陰極や溶接部の多くの電子顕微鏡写真などを見るようになってからは、理論特に数値シミュレーションの結果には非常に懐疑的になってしまいました。実際問題全ての金属固体は非常に理想からは遠く、特に表面の構造はまったく理論で考えている状態とは異なっています。金属内部にしても微量元素の振る舞いが全体の挙動を支配しているように感じています。特に最近触媒に関する書籍を読み進むにつけ、疑問はますます深まっています。
右図はGTA溶接におけるアークプラズマの一般的な概念図です。陰極及び陽極表面からプラズマへと渡る薄い層(主ガス平均自由工程の数倍の長さ)で陰極及び陽極ドロップと称される電位差が発生し、プラズマ部分ではほぼ等しい電位傾度になるという説明です。この仕事に携わるまでは、理路整然とした原理・理論にきちんとした理解ができていたか否かは別として、ある程度納得していました。しかし、高速度ビデオを用いてアーク現象を詳細に見るようになり、また陰極や溶接部の多くの電子顕微鏡写真などを見るようになってからは、理論特に数値シミュレーションの結果には非常に懐疑的になってしまいました。実際問題全ての金属固体は非常に理想からは遠く、特に表面の構造はまったく理論で考えている状態とは異なっています。金属内部にしても微量元素の振る舞いが全体の挙動を支配しているように感じています。特に最近触媒に関する書籍を読み進むにつけ、疑問はますます深まっています。
右の概念図は、私自身が初期に持っていた陰極表面とプラズマ層との境界部のイメージです。全てエネルギの授受を伴いますが、各種の反応が生じます。左から順に、電子放出、光放出、金属蒸発、原子放出、励起原子が表面に衝突し原子は反射して電子を放出、原子の単なる衝突と反射、イオンの衝突による原子の反射と電子放出、希には高速電子が陰極へ衝突、光の衝突による光の反射と電子放出、原子が衝突し分子として表面に吸着などです。これらの反応が生じているのは間違いは無いと思います。しかし、実際には金属の組成は単一ではなく、例えば一般的なタングステン電極には数パーセントのトリアが含まれており、電子放出能はトリアによりほぼ決定されます。現実には触媒と同じく複雑な物理化学的反応が、高温の電極表面及びその内部で生じているため、単純に理想化した原理で解釈するのは無理だろうと思っています。
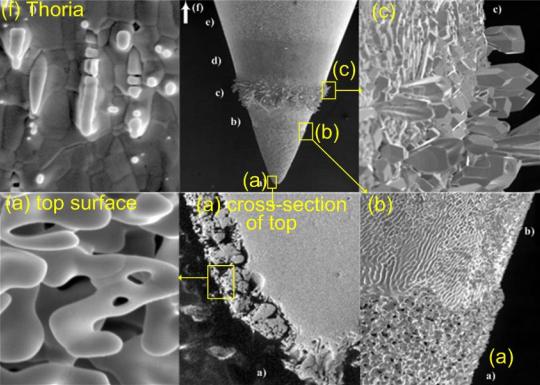
右図はアークを実際に流した後の陰極の典型的な例です。アークを消滅させて冷却固化した電極を電子顕微鏡で撮影した結果ですから、アークが流れている状況とはは異なりますが、本質的にはアークが出ているときと大きくは異なっていないはずです。電極先端部(カソード領域)は、内部元素が溶融蒸発して外部に放出され、非常に複雑なブロッコリに似た形状になっています。先端部の微細構造は複雑な樹枝状になっており、表面にトリウム成分が残存している場合には微細な溶融部、残存せずタングステンのみの場合には比較的大きな溶融表面を呈しています。トリアが選択的に蒸発・昇華している場合にはその領域の表面温度は比較的抑制され、トリウムがなくなりタングステンのみになると、より高温にならないと電子放出が起こりにくくなるために大きな溶融状態になると考えています。
陰極領域のすぐ上でタングステンデンドライト結晶(リム)が成長するのは既述の通り。(d)の領域で酸化タングステンが蒸発し、もっと上の領域では電極内部から表面にトリアが析出しています。
以上の話は、実際の現実は非常に複雑で分かりにくいことが起きていますよと言うことです。正直高温高圧の触媒反応に近い反応が生じていると考えています。
 ただし、物事は、理想化・単純化して考えないと前に向いて進めません。プラズマ内部でも複雑な反応は生じていますが、単純化した内容で整理していきます。右図は、温度と各種元素の平均熱速度の関係を示しています。アルゴンと鉄蒸気の熱速度はほぼ同程度となり、軽いヘリウムは熱速度が質量の平方根に反比例することからアルゴンの約4.5倍の熱速度となります。更に軽い電子は100倍以上の熱速度となります。熱速度や平均自由工程の概念は、「3.基礎知識1」章の、「3.4 粒子の衝突」と「3.5 気体・液体界面」の項目でも説明しています。
ただし、物事は、理想化・単純化して考えないと前に向いて進めません。プラズマ内部でも複雑な反応は生じていますが、単純化した内容で整理していきます。右図は、温度と各種元素の平均熱速度の関係を示しています。アルゴンと鉄蒸気の熱速度はほぼ同程度となり、軽いヘリウムは熱速度が質量の平方根に反比例することからアルゴンの約4.5倍の熱速度となります。更に軽い電子は100倍以上の熱速度となります。熱速度や平均自由工程の概念は、「3.基礎知識1」章の、「3.4 粒子の衝突」と「3.5 気体・液体界面」の項目でも説明しています。
 気体の個々の粒子の飛行速度は一様ではなく、速いものから遅いものまで様々な速度で飛び回っています。理想気体を考えると、構成粒子の飛行速度の平均値は温度のみで決まり、一般的には右図に示すようなマックスウェル・ボルツマンの速度分布則に従うとされています。同種の分子だけで構成される気体では、温度だけで速度分布が決まるため、温度が高くなると平均速度は大きくなり、分布は広がります。気体の粒子はあらゆる方向に飛行し、方向性はありません。マックスウェル・ボルツマンの速度分布則を導出することは結構難しいのですが、気体の平均速度は簡単な式で与えられており、ピーク値の速度より若干速い値が平均速度となっています。
気体の個々の粒子の飛行速度は一様ではなく、速いものから遅いものまで様々な速度で飛び回っています。理想気体を考えると、構成粒子の飛行速度の平均値は温度のみで決まり、一般的には右図に示すようなマックスウェル・ボルツマンの速度分布則に従うとされています。同種の分子だけで構成される気体では、温度だけで速度分布が決まるため、温度が高くなると平均速度は大きくなり、分布は広がります。気体の粒子はあらゆる方向に飛行し、方向性はありません。マックスウェル・ボルツマンの速度分布則を導出することは結構難しいのですが、気体の平均速度は簡単な式で与えられており、ピーク値の速度より若干速い値が平均速度となっています。
気体やプラズマを考える場合には、飛行速度と密度の他に、構成粒子同士がどの程度の頻度で衝突を繰り返すのかを知ることが重要となります。同じ種類の粒子が衝突するのは、相手の直径と自分の直径の和の範囲内を通過する場合と考えれば簡単になり、この領域の面積を衝突断面積といいます。同じ粒子なので衝突断面積の半径は粒子の直径となります。粒子同士はお互いに飛行していますから、粒子の平均速度は二つの粒子の相対速度の平均値を用います。
空気の78%を占める窒素分子について考えると、窒素分子の相対速度は670m/s、見かけの直径は0.38nmで衝突断面積S(=πr^2=3.14x0.38x0.38)は4.5x10^-19m^2になります。理想気体の方程式から窒素の密度は 2.4x10^25m^-3なので、1個の窒素分子が単位時間に衝突する頻度zは7.2x10^9/sとなります。粒子が衝突してから次の衝突まで飛行する平均距離を、平均自由行程(λ)と定義しています。平均自由行程は平均速度を衝突頻度で割ったもの(λ=v/z=670/7.2x10^9=9.3x10^-8m=93nm)になります。大気中の窒素の場合には、自分の直径の約245倍飛行すると他の粒子に衝突していることになります。
 右図は雰囲気圧力と平均自由工程との関係を示しています。雰囲気圧力が高くなると平均自由工程は圧力に反比例して短くなります。圧力が高くなると内部の粒子の個数が多くなり、衝突頻度も高くなることから、この関係は単純に理解できます。一方、熱速度の方は温度に比例して増加するために平均自由工程も増加します。衝突のターゲットである断面積が同じで速度が倍になれば平均自由工程も倍になるということで、こちらも単純に理解が可能です。
右図は雰囲気圧力と平均自由工程との関係を示しています。雰囲気圧力が高くなると平均自由工程は圧力に反比例して短くなります。圧力が高くなると内部の粒子の個数が多くなり、衝突頻度も高くなることから、この関係は単純に理解できます。一方、熱速度の方は温度に比例して増加するために平均自由工程も増加します。衝突のターゲットである断面積が同じで速度が倍になれば平均自由工程も倍になるということで、こちらも単純に理解が可能です。
アーク溶接ではアーク内部の温度分布が圧力によりどのように変化するのかを知ることが重要です。雰囲気圧力が高くなると、粒子密度は高く、平均自由工程は短くなり、電離現象も変化します。単純に言えば、圧力が高くなるとアークは緊縮し、電位傾度が高くなると共に放射光も強くなります。
アルゴンで2万度以上、ヘリウムで3万度以上の温度では大気圧でほぼ完全電離状態となり、この温度では圧力がある程度高くなっても完全電離することに大きな変化はありません。しかし、それ以下の温度(アークの普通の温度です)では雰囲気圧力が増加すると電離度が圧力の増加に反比例して下がってきます。つまり、同じ電流を流す場合にはより高温のアークとなります。熱損失も大きいため、結果的にアークは緊縮せざるを得なくなります。
高圧力条件で溶接を行う水中溶接では、溶接ノズルが熱損傷する危険性が高くなることや、アークの不安定などの問題が、頻出してきます。同時に、ヒュームの発生量も増加します。これらのことを確かめるために高圧チャンバを用いて様々な実験を行ってきました。
高い圧力での実験では、不純ガスの混入にはあまり気を使わなくても良いのですが、低気圧での実験ではチャンバ内への不純ガスの混入が実験を進める上での障害となります。溶接している部分にシールドガスを流せば良さそうなものですが、内部の圧力を一定に保つのには、それなりの気苦労が必要です。私自身は多くの期間情報処理関係の部署に所属していて、溶接関係の実験自体はほとんど趣味の領域であり、一人で行ってきたこともあり、アークを出して装置を動かし高速度ビデオを撮影するのが精一杯で、装置全体をうまくコントロールするのには、どうしても無理がありました。基本的にはトーチにはシールドガスを流さず、真空ポンプでの排気による圧力維持をして実験をしました。しかし、どうしても周囲の空気が混入してその悪影響を完全に排除するのは無理でした。
右図はヘリウムガスにアルゴンが10%、鉄蒸気が1%混ざった組成を有するガスの電離度を計算した結果です。プラズマ内の電子の生成源としては、9千度以下では鉄の電離、1万5千度程度まではアルゴンによる電離、それ以上では主ガスであるヘリウムからの電離となります。
プラズマ内部に鉄蒸気が入った場合の電離度を計算しようと思ったのは、圧力が高くなると母材からの鉄蒸気の発生が増加し、結果としてヒュームが大量に発生しているのを目にしたからです。 右図にGTA溶接で発生するヒュームが圧力によりどのように増加するのかについて測定した結果を示します。シールドガスがアルゴンの場合にはヒュームはあまり発生しませんが、圧力が増加すると発生量は増加しています。ヘリウムをシールドガスとして用いた場合には、大気圧においてもヒュームは大量に発生し、母材表面にはスマットと呼ばれる黒いすすが大量に付着します。その発生量は雰囲気圧力が高くなると大幅に増加しています。また電流値が高くなれば高くなるほど大量のヒュームが発生しています。これらのヒュームは圧力チャンバ内でのGTA溶接において、トーチを水カーテントーチで覆って水中にヒュームを落として補修しています。このため、シールドガス内部への酸素成分の混入はほとんど無く、また水で瞬間的にヒュームを捕捉しているため酸化反応もほとんど生じていないと考えています。
右図にGTA溶接で発生するヒュームが圧力によりどのように増加するのかについて測定した結果を示します。シールドガスがアルゴンの場合にはヒュームはあまり発生しませんが、圧力が増加すると発生量は増加しています。ヘリウムをシールドガスとして用いた場合には、大気圧においてもヒュームは大量に発生し、母材表面にはスマットと呼ばれる黒いすすが大量に付着します。その発生量は雰囲気圧力が高くなると大幅に増加しています。また電流値が高くなれば高くなるほど大量のヒュームが発生しています。これらのヒュームは圧力チャンバ内でのGTA溶接において、トーチを水カーテントーチで覆って水中にヒュームを落として補修しています。このため、シールドガス内部への酸素成分の混入はほとんど無く、また水で瞬間的にヒュームを捕捉しているため酸化反応もほとんど生じていないと考えています。
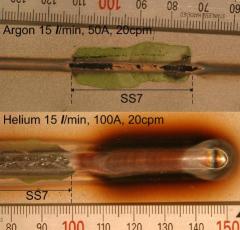
右写真に示すように活性フラックスを塗布した場合にはスマットの付着はほとんど認められませんが、通常のヘリウムシールドでは大量のスマットが付着します。溶融池アノード領域で蒸発した鉄蒸気はプラズマガス内で電離し、上方へと飛行します。多くの鉄イオンはプラズマ外周部へと熱拡散し再結合します。周辺部の温度は十分低く蒸気としては存在し得ないため、デンドライト結晶のように細長いつながりを有するヒュームとなります。これらのヒュームは十分温度が高く、一部分は周辺の空気と反応して酸化します。酸化により発生する熱量は、自分自身を再溶融するのに十分な熱量であるため、樹枝状の固体部分は最初に酸化反応を開始した領域へと表面張力により吸い込まれ、最終的に丸い粒子となり周辺の空気中を漂い、自重で母材へと落下するもの、と考えています。
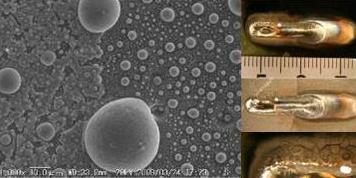 右の映像が母材表面に付着したスマットのSEM写真です。右上がスマットが付着している状況です。右から左へと溶接を実施し、最初は活性フラックスが無い表面を溶接し、途中から活性フラックスを塗布した表面へと溶接が進行しています。SEM写真中央付近上下に大きなスマットの塊がある位置より左側が活性フラックスを塗布した表面で、スマットの下に見えているのが活性フラックスです。活性フラックスが無い表面には微細なスマットが多く見られます。右下の写真はアセトンで表面を清掃した後の外観写真で、左側の綺麗な表面が活性フラックスを塗布していた領域となります。
右の映像が母材表面に付着したスマットのSEM写真です。右上がスマットが付着している状況です。右から左へと溶接を実施し、最初は活性フラックスが無い表面を溶接し、途中から活性フラックスを塗布した表面へと溶接が進行しています。SEM写真中央付近上下に大きなスマットの塊がある位置より左側が活性フラックスを塗布した表面で、スマットの下に見えているのが活性フラックスです。活性フラックスが無い表面には微細なスマットが多く見られます。右下の写真はアセトンで表面を清掃した後の外観写真で、左側の綺麗な表面が活性フラックスを塗布していた領域となります。
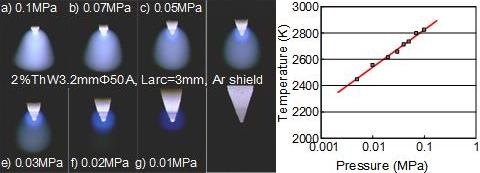
アルゴンはヘリウムに比較すると平均自由工程が短く、仕事関数も低いため、アークは明るく輝いて見えます。雰囲気圧力が低下すると平均自由工程は長くなり衝突頻度も格段に低くなります。上記左側の写真のように低圧になるとアークも暗くなり、電極は全体が明るく輝いてきます。上図右は陰極領域の面積から算出した電子放出部(電極先端)の温度を示しています。圧力の低下と共に電子放出部の温度が低下するのは、圧力が低下すると電子放出が容易になるためと直感的に感じてしまいます。一方、電極全体が明るく光るのは、圧力が高いと表面のガス衝突頻度が高く、冷却効果が高いのに対して、低圧では、衝突頻度が小さく、ほとんど冷却されないから、と考えられます。同時に電子やイオンの平均自由工程は長く、より上の領域まで電子とイオンが飛行し、電極上方の領域で熱いイオンやガス粒子が衝突することから、ガスの衝突が冷却より加熱に寄与しているとも考えられます。この現象は大気中のヘリウムと同じと考えられます。
右図は雰囲気圧力とアーク電圧との関係です。雰囲気圧力が増加するとアーク電圧が増加するのは、私にとっては慣れ親しんだ現象です。一方、雰囲気圧力が低下した場合にも、アーク電圧はある圧力から低くなると上昇する傾向を持ちます。低気圧の状態で、50−100Aという大電流を流すのは結構大変な仕事で、小形の電源では所定の電流を流すことはできませんでした。電流容量の大きい電源で何とかその電流値のアークを維持できていました。電極先端角度が極端に大きい電極のときに電極全体の温度が上昇したのと同じ理由で電極温度が上昇していると考えていますが、きちんとした理由付けには至っていません。
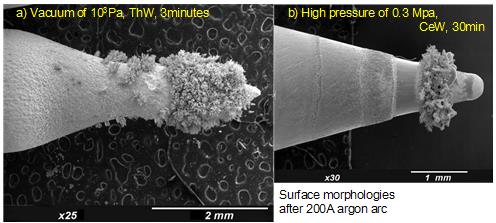
右の写真は低気圧及び高気圧での空気混入による電極先端の腐食状況です。3気圧(0.3MPa)での酸化タングステンの蒸発領域は非常に狭いことが分かります。逆に10^3Pa(0.01気圧)の低気圧では、酸化タングステンが蒸発する領域が非常に広くなっています。この結果から、高気圧状態では電極先端から約1.5mm離れた領域の温度は、酸化タングステンが生成して蒸発する温度にまでは上昇していないことが分かります。一方、低気圧の電極写真からは、電極先端から約6mm程度の領域まで酸化タングステンが蒸発できる温度に上昇していると判断できます。
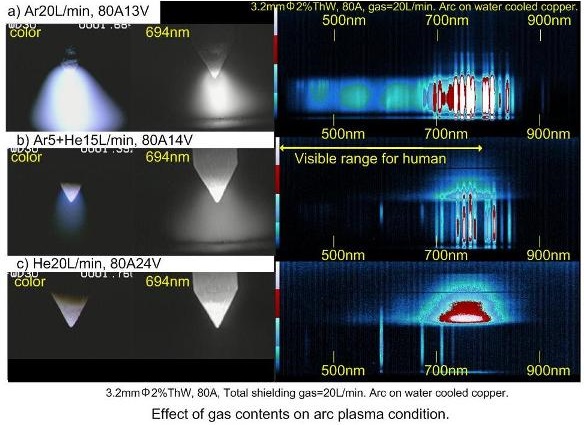
アルゴンとヘリウムとの違いをおさらいしておきます。右図左端のカラー映像では、(a)アルゴンアークは強く光り、(c)ヘリウムアークはほとんど発光していません。(b)アルゴンが25%とヘリウムが75%(以後ミックスと称す)の場合には、電極直下のみが明るく光っています。(a)アルゴンからの光は主に700-800nmの波長の光です。中ほどの694nm近辺の波長の映像では(a)アルゴンアークの電極はあまり明るくなく、アーク中心部のみが明るく光っています。(b)ミックスでは電極もかなり光っており、アーク中心部は幅広く光っています。この波長帯の光はアルゴンからのみの光なので、アーク全体はアルゴンからの電離に強く影響されていることが分かります。右のスペクトル映像を見ると、ヘリウムの発光は電極直下部の高温度領域のみと言うことが理解できます。(c)ヘリウムのスペクトル波形からは、主に3本の強い波長の光とその長波長側の弱い発光のみが記録されています。
上に示したスペクトル波形は400-1000nmの広帯域の分光レンズ(ImSpector)を用いた例です。下に、可視光帯域(400-700nm)の分光レンズ(ImSpector)を用いて撮影した結果を示します。
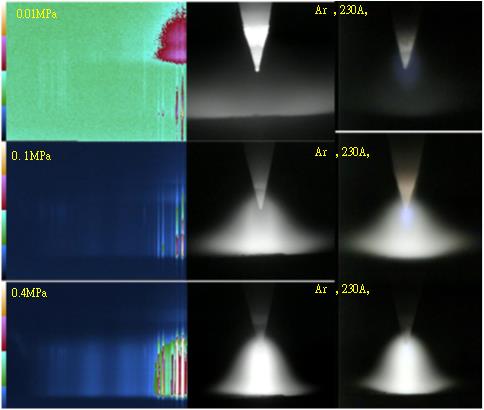
上図は、上から(1)0.1気圧、(2)1気圧、(3)4気圧のアルゴンアーク(230A)を水冷銅板上に出して撮影した結果です。左端は電極中心線上のスペクトル、中央部は950nmの画像、右端はカラー画像です。カメラの感度を発光強度の最も強い4気圧の条件に合わせていますから、低気圧ではプラズマからの発光は極端に低くなり感度不足となりました。高気圧ではアーク発生部は電極先端に集中しアークも緊縮します。気圧が高くなると発光量が増加し、650-700nm帯域輝の線スペクトルと連続スペクトルが明瞭に撮影されています。
中央の波長950nmの映像からは、低気圧で電極全体が明るくなること、先端から1−2mmの領域でタングステン原子が電極に衝突して再結晶化していることが判別できます。プラズマは広がっており、大気中のヘリウムと同じような形状になります。950nmは近赤外領域なので1種の熱画像となっており、高温領域の発光と考えて差し支えありません。アルゴンアークからの光もある程度捉えていますから、アークからの発光も判別でき、0.1気圧では発光領域が幅広く広がっており、平均自由工程が長く熱電子とイオンとが横方向部幅広く拡散していることが分かります。高気圧になると発光領域は緊縮し、アークが圧力により圧縮される状態が読み取れます。
右端のカラー画像からは、低気圧になると可視光領域の発光が少なく、電極先端部周辺にぼんやりとした球形の明るい領域があり、その下側に広がったプラズマ領域が薄く存在するのが判別できます。高気圧ではアークは緊縮しています。ただし、利用する光の波長で見え方が変化しますので、表示された画像がプラズマ領域や電極温度とは無関係になることもあります。このカラーカメラは近赤外領域の感度は押さえた設定にしています。比較のために撮影条件は一定としていますから、発光強度が低い低気圧では全体が暗くなります。
さて、650-700nmの光波長帯では、アルゴンの輝線スペクトルが優勢で、電極先端部もその影響を受けて再結合などの連続スペクトルの輝度が高いことがわかります。注目すべきは、450-500nmの波長帯域で、電極先端部から蒸発した金属(タングステン)イオンの電離と再結合によるスペクトルが認められます。アークは水冷銅板に出しているため、母材からの金属蒸発はほとんど無い状態の映像です。
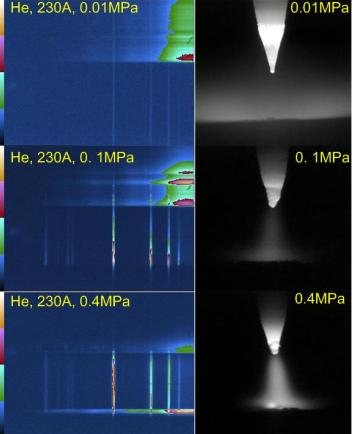
右図は、ヘリウムシールドの場合です。左側がスペクトル、右側が950nmの画像です。スペクトルは可視光範囲のスペクトルを測定しています。このため、950nmの画像とは受取る画像の印象が異なります。低気圧と1気圧では輝線スペクトルはかなり上方にまで伸びているのに対して、4気圧では電極先端より少し上までしか判別できません。平均自由工程の長い低気圧の状態では、電子はかなり遠方まで飛行し、それにつれてイオンも遠方まで到達できます。高気圧では平均自由工程は短くなりアーク近傍にしか電子やイオンが存在しにくいことが伺えます。また母材部での発光強度も高くなる傾向を持ちます。
ヘリウムなどの軽い原子は、アルゴンのような重い原子に比較して、平均自由工程が長く、拡散による高温ガスの存在する範囲は広くなります。このため電極もかなり上の部分まで熱くなり明るく光ります。一方、ヘリウムの電離電圧はアルゴンに比較して高いために、実際に電流が流れる高温プラズマの領域はアルゴンに比較して狭くなります。圧力が高くなると、平均自由工程は短くなり、重い原子と同じような状態になります。
右図は水深50m相当の圧力(0.6MPa)で、300Aの溶接を実施したときの電極の消耗量と時間との関係を、アルゴンとヘリウムの場合とで比較した結果です。アークスタート時に比較的多く電極が消耗します。高速度ビデオの映像からも明らかなように、アークスタート時に比較的多量のスパッターが放出されています。また、熱陰極状態では、先端部のトリアとタングステンが蒸発により減っていきます。ヘリウムの電極消耗量が格段に多いのは、電極全体の温度が高くなっているためと考えています。
 右図は電極消耗量と水深との関係を示しています。アルゴンとヘリウムをシールドガスとして用い、電流は100A,200A,300Aの3条件で溶接しています。雰囲気圧力が増加すると電極の消耗は大きくなります。消耗量がほぼ圧力に比例して増加していますが、この測定をした時点では、圧力容器の内部に持ち込めるカメラは所持していなかったために、アークの状況を考えるための情報は存在しません。これらの実験は全て圧力チャンバー内で実施し、溶接領域は水カーテンで保護し、純粋なアルゴンでシールドされていますので、周辺の空気の混入はあまり考慮する必要はありません。このため、酸化タングステンの蒸発は比較的少なくなっていると考えています。
右図は電極消耗量と水深との関係を示しています。アルゴンとヘリウムをシールドガスとして用い、電流は100A,200A,300Aの3条件で溶接しています。雰囲気圧力が増加すると電極の消耗は大きくなります。消耗量がほぼ圧力に比例して増加していますが、この測定をした時点では、圧力容器の内部に持ち込めるカメラは所持していなかったために、アークの状況を考えるための情報は存在しません。これらの実験は全て圧力チャンバー内で実施し、溶接領域は水カーテンで保護し、純粋なアルゴンでシールドされていますので、周辺の空気の混入はあまり考慮する必要はありません。このため、酸化タングステンの蒸発は比較的少なくなっていると考えています。
 右図はヒューム発生量を測定した結果です。こちらも雰囲気圧力に比例してヒューム発生量は増加しています。大きめのバットの中に母材を置き、水をはり、水カーテンを流しながら溶接を実施し、バット内にたまったヒュームをろ過して、重量を測定しています。このため、電極と母材とはほぼ完璧にシールドされ、周辺の空気による影響は除外できます。ヒューム発生量も雰囲気圧力に比例して増加しています。
右図はヒューム発生量を測定した結果です。こちらも雰囲気圧力に比例してヒューム発生量は増加しています。大きめのバットの中に母材を置き、水をはり、水カーテンを流しながら溶接を実施し、バット内にたまったヒュームをろ過して、重量を測定しています。このため、電極と母材とはほぼ完璧にシールドされ、周辺の空気による影響は除外できます。ヒューム発生量も雰囲気圧力に比例して増加しています。
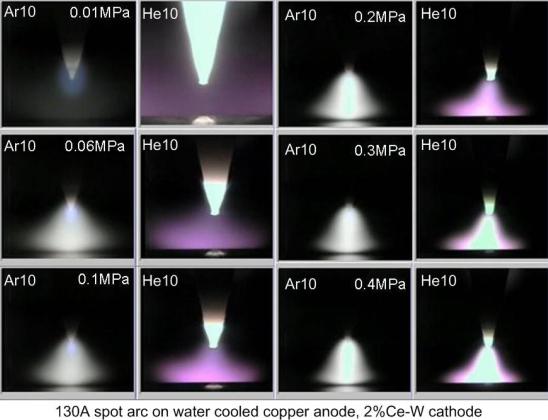
下図に描く雰囲気圧力とシールドガスの違いによるアーク形状の変化を示します。圧力がアーク形に大きく影響することが理解できます。
次ページ 2016.04.01作成 2017.04.20改訂