5.4 陽極挙動
通常タングステン電極は陰極として使用します。陰極として使用している限りでは、電子が電極先端から放出される際に、エネルギを外部に持ち出すために、電極の温度はあまり増加しません。陽極として使用する場合には電子が突入してくるために、電子が突入してくる部分の温度は非常に高くなります。
 右の映像は3.2mmΦのタングステン陰極と8mmΦのタングステン陽極の間にアークを発生させたときの状況です。陽極は陰極の約6倍の断面積を有しますが、陰極の方が極めて明るくなっていることが分かります。ノズルからアルゴンガスをシールドガスとして流していますが、下方のシールド状態は悪く、周囲の空気が陽極表面に容易に到達し、酸化反応が生じてタングステンは蒸発しています。左上の映像で丸く光っている領域は、高速度ビデオカメラの前面レンズに装着したフィルタがアーク光を反射している領域です。アーク光の写真(ビデオ)撮影では、目の安全のために必要な光のみカメラに到達し、カメラ周囲で作業している人の目にアーク光が入らないようにしています。この丸い光が窓を中心にして照らされているときが、カメラが被写体を中心で捕らえているときです。遮蔽窓の左背面に白いヒュームが発生しています。右の映像でも陽極から多量のヒュームが発生していることがわかります。このヒュームは高温のタングステンに酸素が反応して酸化タングステンが蒸発しているところです。
右の映像は3.2mmΦのタングステン陰極と8mmΦのタングステン陽極の間にアークを発生させたときの状況です。陽極は陰極の約6倍の断面積を有しますが、陰極の方が極めて明るくなっていることが分かります。ノズルからアルゴンガスをシールドガスとして流していますが、下方のシールド状態は悪く、周囲の空気が陽極表面に容易に到達し、酸化反応が生じてタングステンは蒸発しています。左上の映像で丸く光っている領域は、高速度ビデオカメラの前面レンズに装着したフィルタがアーク光を反射している領域です。アーク光の写真(ビデオ)撮影では、目の安全のために必要な光のみカメラに到達し、カメラ周囲で作業している人の目にアーク光が入らないようにしています。この丸い光が窓を中心にして照らされているときが、カメラが被写体を中心で捕らえているときです。遮蔽窓の左背面に白いヒュームが発生しています。右の映像でも陽極から多量のヒュームが発生していることがわかります。このヒュームは高温のタングステンに酸素が反応して酸化タングステンが蒸発しているところです。
酸化タングステンの溶融温度は1473℃、蒸発温度は1700℃程度で、タングステンの溶融温度3422℃、蒸発温度は5555℃に比べて非常に低い値なので、電極先端からかなり離れた所で蒸発が起こっています。溶接終了後のタングステン陽極側面に黄色い酸化タングステンが付着しています。
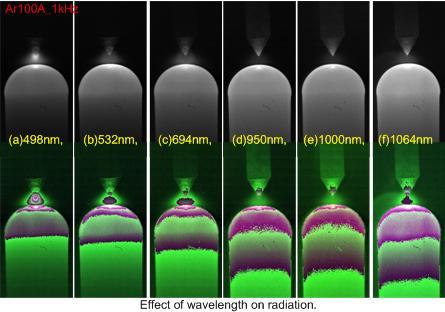
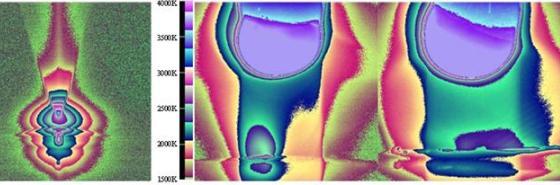
右の写真は高速度ビデオカメラのレンズに6通りの透過波長帯域を有する干渉フィルタを設置して取得した映像の例です。上段は取得した白黒映像、下段はデータを擬似カラー表示した例です。狭帯域フィルタを通過した光は、温度情報を有しています。波長の短い光は高温の情報しかありませんから、陽極表面の輝度が高い領域は、陽極先端部近傍のみとなります。波長の長い近赤外領域では、より低温度部からの発光もデータとして使用できます。熱放射は全方向に放射されますから、側面部からの放射強度は周長が長いため、若干高い輝度となります。
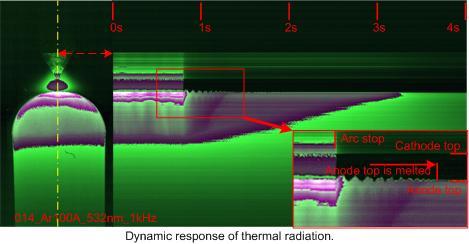
右図は、532nmの波長の温度情報を示しています。左端は上図(b)と同じ映像で、右側は中心線上の輝度情報を時間軸方向に展開したものです。0秒から約0.8秒までの時間帯がアークが発生している時間帯の情報で、それより右は、アークが消滅した後の輝度情報です。右下の図は、アーク停止直前から停止後までの約1秒間の陽極先端部の挙動を示しています。アークが存在しているときには、陽極先端の溶融部はゆっくりと振動しています。アークが停止した直後は、下方に押し下げられていた溶融池が反発して上昇し、振動を始めています。その振動は凝固過程で温度が低下するのに従い振幅が小さくなり、やがて凝固して振動しなくなります。
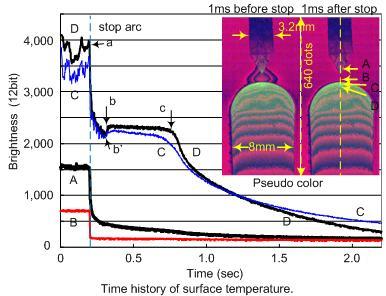 右の図は中心線上の輝度情報をプロットしたものです。輝度情報は温度情報ですから、温度に換算すればよいのですが、他の光波長の情報と温度が一致しないために、この図では輝度情報のまま表示しています。黒線Aは陰極直下、赤線Bは陽極直上の空間の輝度情報で、主にアークからの光情報です。Bの輝度情報はアークの停止とともにすぐに定常値に低下しているのに対して、Aの値は定常値に落ち着くまでに若干の時間(1秒程度)がかかっています。
右の図は中心線上の輝度情報をプロットしたものです。輝度情報は温度情報ですから、温度に換算すればよいのですが、他の光波長の情報と温度が一致しないために、この図では輝度情報のまま表示しています。黒線Aは陰極直下、赤線Bは陽極直上の空間の輝度情報で、主にアークからの光情報です。Bの輝度情報はアークの停止とともにすぐに定常値に低下しているのに対して、Aの値は定常値に落ち着くまでに若干の時間(1秒程度)がかかっています。
青線Cは陽極先端部近傍、黒線Dは先端から約1mm下の陽極表面の輝度です。アークが存在する時間帯では、D点の輝度情報はアーク光の反射光を含むために、C点より高い値を示しています。C,Dともにアークが流れている時点では輝度変化が同じ傾向を有するため、アークの影響は両者同程度と推察できます。アークが停止した瞬間の両者の輝度は瞬時に低下し、両者ほぼ同じ輝度値を示しています。b'の時間に凝固が始まり、bの時点で表面の凝固が完了したと推察しています。凝固が完了すると表面の面積は増加し、酸化も生じるために、一般的に輝度は若干増加します。bの時点で表面は凝固が完了していますが、内部はまだ溶融状態であるため、内部の凝固が完了する時点までは凝固熱の発生により、ほぼ同じ温度に留まり、熱放射輝度も一定値を保ちます。凝固が完了したc時点から輝度が時間とともに低下していくのは、通常の熱サイクルでおなじみの傾向です。
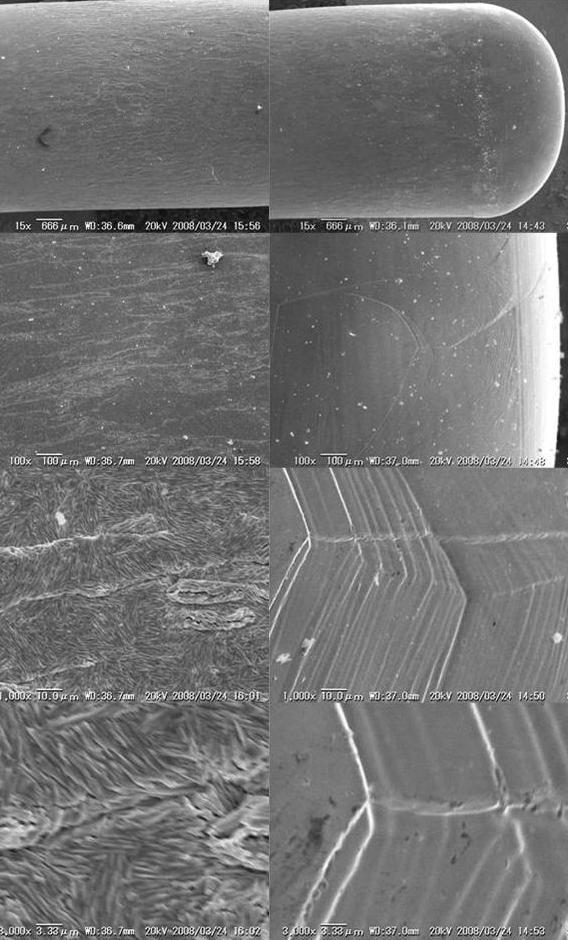
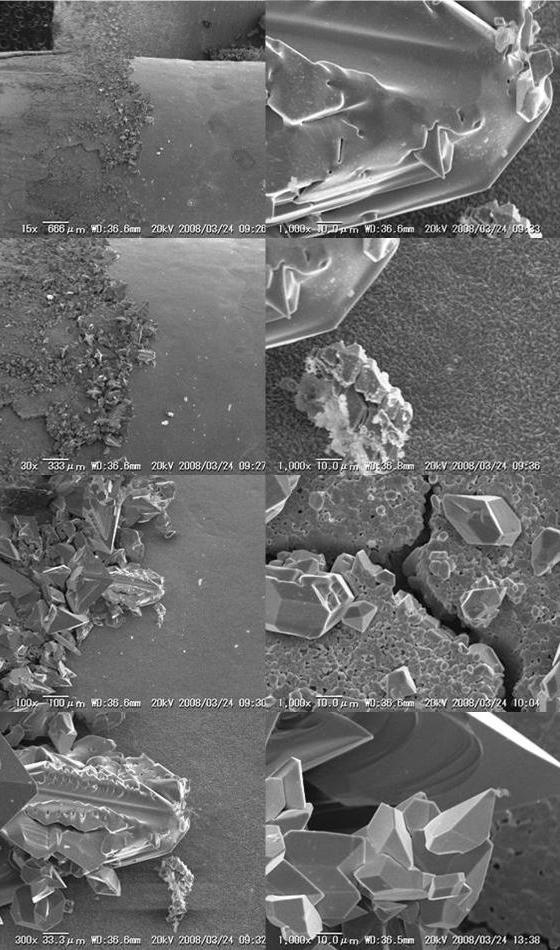
右図は電極先端部(右側)と10mm程度先端から離れた領域(左側)の陽極表面の電子顕微鏡写真です。右側の陽極先端領域は、アークが発生していた領域では溶融しており、アーク停止後に温度の低い電極チャック部側から順次凝固したために、凝固に伴うリップルが存在しています。これは通常の溶接金属の凝固とほぼ同様の傾向です。溶融部直下の側面には、大きな粒界が見えます。
左側の電極先端から離れた領域の溶融していない電極表面領域には、熱影響を受けて表面が変質した状態になっています。電極にはトリアが2%含まれたタングステン電極を用いているために、低温で溶融するトリアの影響でこのような変質部が生じています。
この章の始めの写真には、アーク発生中に陽極下側からヒュームが盛んに発生し、アーク終了後の写真に黄色いトリアが付着している状況を示しています。下のSEM写真は、この黄色いトリアが付着した領域を撮影した結果です。
一定程度の酸化タングステンは、蒸発してヒュームになりますが、多くのものは側面に残りデンドライト結晶も生成しています。電極表面に接する部分はポーラスな層が大半を占め、表面部に結晶成長したものが認められます。
 右図はアーク溶接中の電極温度を測定した一例で、アークが発生した直後は電極先端部分に陰極点が集中し、一旦3,600K程度まで温度が上昇していますが、すぐ3,500Kを若干下回る温度で推移しています。先端部から離れた電極表面温度は電極全体が温まるのに時間を要するためにゆっくりと上昇し、2秒程度で定常状態に落ちついています。
右図はアーク溶接中の電極温度を測定した一例で、アークが発生した直後は電極先端部分に陰極点が集中し、一旦3,600K程度まで温度が上昇していますが、すぐ3,500Kを若干下回る温度で推移しています。先端部から離れた電極表面温度は電極全体が温まるのに時間を要するためにゆっくりと上昇し、2秒程度で定常状態に落ちついています。
 右の映像は左側が通常の溶接、右二つが電極をプラスにした場合の電極表面の温度分布です。同一温度での映像ですが、陰極表面は先端部以外では温度の増加があまり見られないのに対して、陽極の場合には先端部が溶融し、かなり上方まで溶融金属が引き上げられています。中央の映像はSUS304表面に活性フラックスを塗布していない場合、右はフラックスを塗布した場合の映像です。母材表面の陰極点は、フラックスを塗布していない場合に集中しており、塗布した右側の映像では陰極点は集中してはいません。
右の映像は左側が通常の溶接、右二つが電極をプラスにした場合の電極表面の温度分布です。同一温度での映像ですが、陰極表面は先端部以外では温度の増加があまり見られないのに対して、陽極の場合には先端部が溶融し、かなり上方まで溶融金属が引き上げられています。中央の映像はSUS304表面に活性フラックスを塗布していない場合、右はフラックスを塗布した場合の映像です。母材表面の陰極点は、フラックスを塗布していない場合に集中しており、塗布した右側の映像では陰極点は集中してはいません。
以上タングステン電極を陽極として使用した場合の現象を説明してきました。陰極点は電子の放出による冷却降下が作用するため、陰極点は移動しやすいという特徴があります。陽極点の場合には電子が突入することによるエネルギ注入により温度が上昇し、持続しやすくなります。その効果の差の典型的な例が上に示した電極先端部の溶融です。
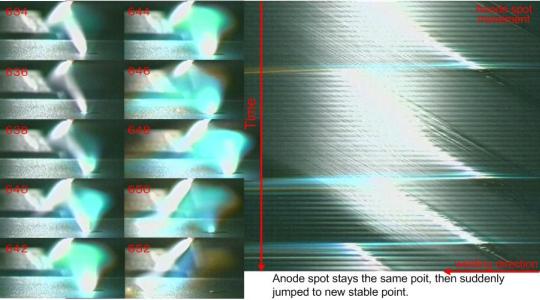
陽極点の固着効果を映像化するために、電極−母材間距離を長くして、下側の母材を左から右へ高速度で移動させてアークの状態を高速度撮影した一例を下図に示します。
通常の溶接条件では母材は十分な量溶融して陽極点は溶融池表面に生じています。溶接速度が速すぎる場合には、母材を連続的に溶融することができなくなり、下図左に示している映像のように特定の位置に陽極点が固着し、板が左から右に移動するのに応じて陽極点も左から右へと移動します。
この映像はレーザによる陽極点制御を目的とした実験の一環で撮影した映像なので、溶接トーチは右上に設置し、電極先端を左側に傾けています。このため画面情報から出たアークは斜め左側へ噴出しています。一方、陽極点はトーチ直下に固定されており、左斜め下に向けて噴出しているアークプラズマの中間領域から右斜め下の陽極点へとプラズマ内の電流通路が形成されています。電流通路の長さは長くなりすぎると、アークプラズマ噴出方向の適切な領域に新たな陽極点が形成され、溶融痕跡は不連続になります。
用いている電源が1970年代に広く流通していた三相全波整流のサイリスタ制御方式の電源であり、相当長い距離でのアークが持続する代わりに、全波整流により電圧が時間的にかなり変動しています。この影響でプラズマ輝度も時間的に変動があります。この影響で古い陽極点が消滅し、新しい陽極点が形成される現象も変化します。
上図右側の映像は、陽極点が存在する水平軸上の映像を上から下へ時刻歴で表示したもので、左から右斜め下に連続している、白く明るい領域が陽極点が固着している領域です。その周辺の領域に明暗の縞があるのは、全波整流による電圧変動で生じる電流強度の変動を示しています。
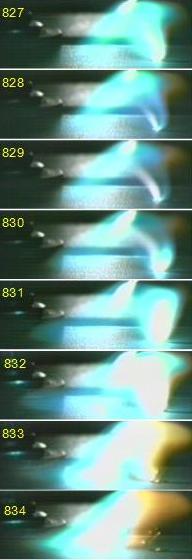
上図は陽極点変動の状況全体を把握する目的で1フレーム毎に飛ばして表示しています。右の映像は陽極点の跳躍現象を明確に表示するために、映像を連続的に表示しています。この場合には陽極点が跳躍する瞬間に最も電流が大きい時点と重なったと思われ、陽極点から噴出するプラズマが大きくなるとともに、称呼する瞬間に微小な溶融金属が母材から噴出しています。(831)の映像では陽極点は一つですが、(832)の映像では前方に新たに陽極点が形成され、右の陽極点もまだ強く維持されています。(833)の映像では右側の古い陽極点輝度は低下し情報へ吹き出ているプラズマ領域も狭く変化し、微小な溶融物が噴出しているように見られます。(834)の映像では、古い陽極点は完全に消滅し、前方の新しい陽極点のみが存在し、タングステン電極からのプラズマ領域がトーチ軸方向に直線的に延びています。
高速度ビデオは横方向から撮影しているため、陽極点の溶接進行方向への移動と固着は観察できますが、進行方向に対して直角方向の移動は明確には観察できません。下図は溶接後のビード(陽極点)形成状況を撮影したもので、かなり横方向へ変動していることが分かります。また陽極点が固着しほとんど移動しない場合と、ある程度移動している場合などが混在していることも分かります。

通常は良好に溶接できる画像しか表に出てきませんので、溶接は安定した施工法だと思い込みがちですが、極点形成も含めてアーク自体は非常に不安定で、なおかつ、溶接材料自体も多種多様な成分を含み必ずしも均質とは限らない状況です。常識的でない条件を採用すると、とたんに非常に不安定な部分が目立つ施工法と認識しておく必要があります。
次ページ 2016.04.01作成 2017.04.24改訂