4.7 圧力と表面反応
水中溶接では、水深の深さに応じて高くなる環境圧力が大きな問題になります。特に気相とプラズマ相で粒子の衝突頻度が高くなり、イオン化や再結合の度合いも大きく変化します。粒子の飛行速度は、電子やイオンの速度を熱速度と表現するように、圧力に関わらず温度により決まる一定の値となります。密度が高くなると衝突頻度が増加します。換言すれば各粒子の平均自由工程が、圧力が増加すると短くなります。アーク溶接では、放射光が増大すると共に高温気体粒子が電極やノズルに衝突する回数が増加し、トーチや電極の過熱やヒュームの増加、また、プラズマ成分内の水素分圧(水素粒子の個数)が増加し、溶接中に溶融金属内に取り込まれる水素量が圧力と共に増加するなどの問題があります。一方、逆に気圧が極端に低い宇宙空間では、構成ガス粒子数は低下し、平均自由工程が非常に長くなります。電極周辺のガス粒子は、その温度分布と電極やトーチの温度分布の相違により加熱と冷却の機能を有しており、高真空中では、電極の冷却機能が極端に低下します。
右図は純鉄の圧力と温度に関する平衡状態図です。通常は温度を横軸にしますが、圧力の影響を分かりやすくするために、この図では圧力を横軸に表示しています。固相内部の結晶構造は雰囲気圧力に関係なく、大気圧と同じ構造になりますが、溶接中に溶融金属内に固溶したガス成分量は気圧に比例して増加します。溶融金属に取り込まれたガス由来元素は、一般的に凝固時には結晶粒界面に集積しやすく、密度が高いとブローホールが発生します。また、格子内に取り込まれる水素原子量の密度が圧力に比例して高くなり、欠陥発生に至る恐れが高くなります。
純粋な物質については、温度が決まると共存状態にある気体と液体の圧力・密度も決まります。液体が気体になる(蒸発)時、ある粒子が液体内構成粒子間同士の引力を断ち切って気相に飛び出すには、一定のエネルギが必要になり、特定の熱速度以上の粒子のみが気相に飛び出すことができます。当然、気相から液相へも粒子が突入してきますが、水の場合を考えれば分かるように、1気圧における液相の粒子密度は気相の粒子密度の1200倍以上なので、1気圧では液相から脱出する粒子の方が多く、高速度の粒子が気相に脱出するため、結果的に界面近傍液体内部の平均熱速度は低下し、内部から拡散により高速粒子が界面近傍に補充されます。気相の界面付近では、液相を脱出した粒子により熱速度の高い成分が増加します。高熱速度の成分は衝突を繰り返すことにより、外部に拡散し気相のエネルギを平均的に増加させます。蒸発熱のやりとりを、このように直感的に考えるのが分かりやすいと思っています。
常温常圧での多くの分子性液体の圧縮率 (-1/V)∂V/∂P はおよそ 10^-9 Pa^-1であり、気体の万分の1のオーダーになります。一方、金属液体の密度は温度を上げると小さくなり、膨張率 (1/V)∂V/∂T はおよそ 10^-4K^-1、同じ温度の気体の膨張率の1割以下になります。
液相表面は、構成粒子間の張力により表面積を最小にしようとする力(表面張力)が働き、平滑になっています。液体中の分子と分子の間には、分子間力と呼ばれる引力が作用しており、あらゆる方向から他の分子による分子間力の作用を受けて、ほぼ無秩序に熱運動しています。ある分子にはたらく分子間力は大きさも向きも様々で、あらゆる方向から同じような大きさの分子間力が常に働き、統計的にはバランスが保たれ安定であり、自由エネルギが低くなっています。一方、表面上にある分子は、気体側の分子数密度が液体側の密度より圧倒的に低いために、液体内部の分子からの分子間力のみ作用し、気体の分子からはほとんど作用を受けません。その結果、表面の分子は、液体内部の分子のようなバランスが保たれてはおらず、常に液体内部に引き込まれる力が作用しています。このような現象が表面のいたるところで起こっており、表面をできるだけ小さくしようします。これが「表面張力」です。
固体も液体同様に原子や分子から構成されており、固体表面でも液体同様に分子間力のアンバランスが生じ、その表面積(気体/固体界面の面積)をできるだけ小さくしようとします。固体表面にも表面自由エネルギがありますが、固体を構成する分子は液体分子ほどには自由に動けず、自らの分子を再配列させて表面積最小の形状に変形することは簡単ではありません。溶接の場合には、溶融金属内の温度勾配が大きく、また溶融金属自体も流動し、表面が波打っている場合も多くあります。母材の温度自体は周囲の温度より若干低い温度になっています。この低温で熱容量の巨大な母材への熱伝導により、溶融金属は急速に冷却されて凝固します。急速に凝固した固相表面には、凝固の過程で無数の粒界が集積し、粒界界面の様々な複雑な状況が原子レベルで集約されるます。その結果、格子の食い違いや欠陥が集約され、凹凸の激しい平面となり、表面構造は非常に不安定になります。
不安定な表面構造ですが、自らの表面分子を再配列するより、外部の分子(気体、液体、微粒子)を吸着あるいは、ほかの固体と付着して、自らの表面積(気体/固体界面の面積)を小さくするほうがはるかに容易であり、結果的に酸化物皮膜で表面を覆うことで安定化を図ります。結果的に、固体の表面自由エネルギが大きいほど、気体や微粒子を吸着しやすく、また、液体でぬれやすくなり、あるいはほかの固体と付着しやすくなります。
右の写真は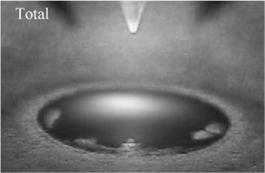 ヘリウムシールドのGTA溶接をカメラ側から照明して撮影した例です。カメラの両側面から照明しているので、電極の両側に電極の影が観察されます。溶融池表面は平滑なため、照明光はほぼ全てカメラの反対側に反射され、液面は暗く撮影されます。電極直下溶融池表面の明るい部分は、電子が突入している領域(アノード)で大量に蒸発した金属粒子が、その空間に存在する多数の低温度の粒子と衝突した結果、急速に凝結してヒュームとなっている状況と考えています。アノードに突入した電子が再結合する過程での放射光とも考えられますが、多様な撮影方法でアーク現象を観察してきた経験からは、この場合は多数の凝結粒子群に照明光が反射散乱した光と考えるのが妥当だと思っています。
ヘリウムシールドのGTA溶接をカメラ側から照明して撮影した例です。カメラの両側面から照明しているので、電極の両側に電極の影が観察されます。溶融池表面は平滑なため、照明光はほぼ全てカメラの反対側に反射され、液面は暗く撮影されます。電極直下溶融池表面の明るい部分は、電子が突入している領域(アノード)で大量に蒸発した金属粒子が、その空間に存在する多数の低温度の粒子と衝突した結果、急速に凝結してヒュームとなっている状況と考えています。アノードに突入した電子が再結合する過程での放射光とも考えられますが、多様な撮影方法でアーク現象を観察してきた経験からは、この場合は多数の凝結粒子群に照明光が反射散乱した光と考えるのが妥当だと思っています。
溶融金属周辺領域にはスラグ成分が多く浮かんでいます。この映像はアーク発生初期に撮影した状況で、溶融金属温度も若干低めです。実際の溶接中には、これらのスラグは溶融金属内部からにじみ出てきたり、溶解して内部に吸収されたり、あるいは電磁気的な力による湯流れにより回転したりと、様々な面白い挙動を示します。
溶融金属外周の固体領域が周囲より若干明るく撮影されています。明るく見えるということは、照明光を照射方向に反射する量が増加していることになります。溶融温度近傍まで上昇した温度領域では、周辺より凹凸が多くなっているのだろうと考えています。
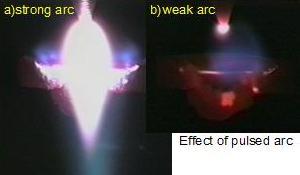
右の写真はアルゴンシールドでアークをパルス状に発生させて、電流が強い状態と極めて弱い状態との映像を対比した例です。弱電流時には電極先端近傍でのみアークプラズマからの発光が確認できます。電極と溶融金属の中間部に青い光の領域が確認できます。9000K以下の温度範囲では、アルゴンの電離は非常に少なく、ほとんどは鉄の電離再結合になります。このため、小電流アークの時点では鉄蒸気の電離による電子の生成が生じて電流が安定に流れており、より低温度の周辺領域で鉄イオンの再結合が生じて周辺部が青白く観察できていると考えています。高速度ビデオの先端に分光プリズムをつけて、放射光波長が電流値の変動と共にどのような変化をするのかが気になっていて、データは十分取得しましたが、互いに矛盾するデータがあるように思えて、まだ、結論を出すには至っていません。
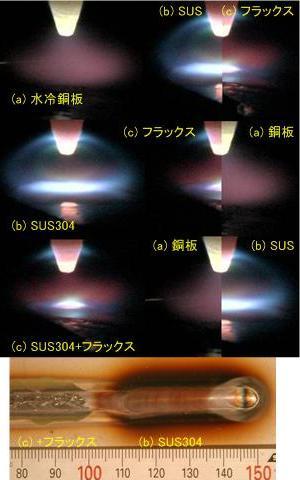
右の写真は、まず(a)水冷銅板の上でアークを発生させ、アークが十分安定した時点で、(b)SUS304上をビードオンプレート溶接し、アークの状態を観察した結果の一例です。SUS304に溶接している通常の状況(b)では、溶融金属表面に金属が多く蒸発している状況が観察されます。(c)はSUS304の溶込みを深くする効果を持つ活性フラックスを塗布した領域を溶接しており、この状態では電極直下領域のみが青白く光り、フラックスを塗布していない状態(b)とは大いに発光状態が異なります。青白い金属からの発光が少ないため、ヘリウムアークからの放射光が明瞭に観察できます。右半分の写真は、これら3条件の相違を明確にするために、各写真を半分づつ切り貼りして比較しています。水冷銅板上の写真で、電極が白っぽく撮影されており、高温のヘリウム原子が電極のかなり上の領域にも衝突し、電極温度全体が高くなっている可能性があります。
右下の(a)水冷銅板と(b)通常のSUS溶接との比較では、(a)水冷銅板上に発生するアークには金属蒸気の影響が無く、プラズマはヘリウムイオンと電子のみと考えてよい状況です。軽いヘリウムは熱速度が速く、衝突断面積が小さいため比較的広範囲に拡散し、特に金属蒸気の発生が無い母材表面で幅広く広がっています。一方、(b)通常のSUS溶接では溶融池アノード領域から金属蒸気が多量に発生し、プラズマ内部には鉄やクロムイオンが生じて平均プラズマ温度は低下します。金属粒子(イオンも含めて)はヘリウムより熱速度は遅く平均自由工程は短いのですが、ヘリウムより重く、ヘリウム粒子を蹴散らして突進するイメージで直進します。このために、相当広い距離まで到達(拡散)します。同時に仕事関数が低くイオン化が容易なので電離した金属イオンが存在する領域は非常に広範囲となり、青白い光を発光して再結合する位置は写真に見られるように広くなっています。大気圧プラズマは電気的に中性ですから、電子も同数この領域に存在します。これらの写真のプラズマは左右で若干非対称なので、一つ上の(a)水冷銅板上のアークと比較してください。母材表面でのプラズマの広がりは、金属蒸気の有無による差異は少なく、電極先端部(陰極領域)では金属イオンが存在するとヘリウムイオンの存在範囲は縮小しています。一つの解釈として、金属イオンの熱損失が大きくプラズマが圧縮され結果的に軽いヘリウムイオンが中央に集積しやすいことがあります。詳細については、「5.8 シールドガス種類」で発光スペクトル分布測定結果を含めて記載しています。
右上のフラックスの有無で状況を比較した写真で眼につくのは、(b)フラックスなしの場合、(b1)金属蒸気の影響が大きいこと、(b2)溶融池表面の広い領域で金属蒸気の影響が認められること、(b3)電極近傍の領域で、二層の金属蒸気による発光が認められること、(b4)ヘリウムの発光が相対的に少ないことです。(c)フラックス塗布の場合は、(c1)アノード領域が中央に集中していること、(c2)プラズマ発光が主にヘリウムに担われていること、(c3)電極近傍プラズマ上縁の金属蒸気発光位置がフラックスなしの場合より高いことです。
右中央の(c)フラックス塗布と(a)水冷銅板アークの比較では、(c)フラックス塗布の場合に、(1)電極先端の高温部分(カソード領域)が先端部に集中していること、(2)ヘリウムアークの光が強く、中央に集中していること、です。(a)水冷銅板へのアークでは金属蒸気の発生が無いため、(1)電極先端部の電子が放出されているであろう高温の明るい領域が広いこと、(2)ヘリウムアークの色があまり強くなく、周辺に広がっていること、(3)金属蒸気の発生は無視できるため、金属蒸気からの発光は見られないが、同じ高さにある電極表面の光が強く、それより上方では発光強度が低くなっていることです。
アークの比較写真下部に表示したビード外観写真は、左側が(c)フラックスを塗布した領域、右側が(b)塗布していない領域です。フラックス塗布領域(c)ではビード周辺へのスマット(ヒューム)の付着はほとんど見られませんが、右側の(b)通常状態の溶接領域には、真っ黒なスマットが多量に付着し、溶融池からの金属の蒸発が多いことが示されています。
1980年以前には、SUS304材料には硫黄がある程度の量含まれていました。原子力施設へ使う場合、硫黄成分が多いのは好ましくないとされ、硫黄分の少ない材質へと変換されました。この結果、同じ条件で溶接した場合に、溶込み量がかなり少なくなるという問題が生じました。この問題の解決策の一つが、今回示した活性フラックスの利用です。このフラックスを利用すると、何故溶込みが深くなるのかを解明することが実験実施当時の目的でした。
金属材料は表面に光沢があり、つやつやしているので、表面は清浄だろうと、普通考えます。きれい汚いは、属人的なもので、客観的にはなかなか定義しづらいものです。真空機器を使用して各種精密測定をする人にとっては、通常真空に保たれている領域を大気圧に開放することは、非常に頭の痛い問題になります。真空容器内壁が大気に暴露されると、その内壁表面には無数の大気成分粒子が衝突し、その一部は内壁表面に付着・吸着されます。付着物の主な成分は、水ですが、内壁の材質や構造によってはかなり構造物内深部にまで到達します。
研究室レベルでの溶接実験においては、実験結果の再現性を担保するために、溶接実施箇所の清浄化は必須事項となります。具体的には、溶接直前に開先部をグラインダで研磨し、表面の不純物を物理的に除去します。次にアセトンで表面を洗浄し、水分や油脂成分を取り除きます。この状態で実験を繰り返して再現性の確保に努めます。オーストラリアの潜水艦製造に関連して、日本の技術輸出が取りざたされましたが、受注には至りませんでした。潜水艦は深い海に潜航し、その深度での耐圧性が重要なので、高張力鋼厚板の溶接が必須です。このため、溶接建屋の空調に特別の工夫をして、溶接中に溶接金属内部へ水素が侵入しないようにしています。
気相の粒子同士の衝突に比べて、気相の粒子と固相との衝突頻度は格段に大きくなります。右表に界面で生起する主な反応を示します。表面(界面)は異なる相の境界なので複雑な挙動をします。固体表面に関しては、規則正しい格子結晶的なつながりが、突然、ある面で切り取られて離される訳ですから、人間で考えると、切り離された相手側と接続していた手が開いたまま宙ぶらりんの状態になる様なもので、その手に何かつかみたい誘惑に駆られます。物理化学的な用語を使うと、活性が高い状態に放置されます。そのため、他の相に対して、新たに開放された面に飛び込んでくる様々な元素とつながりやすい状態となります。鉄の場合には、周辺環境の酸素と積極的に結びついてさびを形成します。
ある種の固体表面は、高温で触媒としても作用します。右図は酸素と一酸化炭素が、金属表面で二酸化炭素になる様子を表しています。酸素分子が表面に衝突すると、一部酸素が解離して個々に金属表面の原子に吸着されます。表面に衝突した一酸化炭素は炭素部分が表面に吸着し、表面上を拡散していきます。ある地点で酸素と出会うと、その酸素と反応し2酸化炭素となり、その生成熱の一部が離脱のための運動エネルギとなり、表面から離脱していきます。溶接のフラックスとして酸化チタンは多用されていますが、最近はその半導体としての機能から、表面の酸化還元反応を促進させる光触媒として注目が集まっています。
次ページ 2016.03.12作成 2026.04.06改訂