3.2 GTAアーク溶接(GTA=Gas Tungsten Arc)の特徴
 日本では通常ティグ(Tungsten Inert Gas)溶接と呼ばれていますが、私はGTA溶接と良く書きます。ティグはミグ・マグ(Metal Inert Gas, Metal Active Gas)と対応して用いられます。しかし、最近ではミグ・マグの境界があやふやになってきていること及び炭酸ガス(CO2)も含めて、GMA(Gas Metal Arc)と呼称するほうが統一性があると考えてGTA、GMAを使っています。
日本では通常ティグ(Tungsten Inert Gas)溶接と呼ばれていますが、私はGTA溶接と良く書きます。ティグはミグ・マグ(Metal Inert Gas, Metal Active Gas)と対応して用いられます。しかし、最近ではミグ・マグの境界があやふやになってきていること及び炭酸ガス(CO2)も含めて、GMA(Gas Metal Arc)と呼称するほうが統一性があると考えてGTA、GMAを使っています。
アーク溶接では非常に狭い領域で極端な温度差が生じており、特に電極とプラズマの界面及びプラズマと溶融池(溶接材の溶融金属部分)との界面で非常に複雑な現象が生起しています。
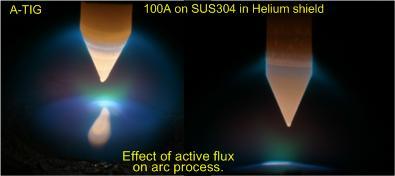
右の写真はヘリウムガスシールドでSUS304を溶接している状況の写真です。左は斜め上方から、右は側面から撮影しています。ヘリウムシールドの場合は、ヘリウムイオンからの発光が弱いために電極や溶融池の状態をくっきりと撮影ができます。このため、溶融池の状態などを調べるための溶接の写真ではヘリウムシールドが良く用いられます。溶融池の中央部分から金属が蒸発しており、タングステン電極の肩の部分で金属イオンの再結合による青白い発光領域が観察できます。 右の映像はヘリウムからの発光と金属蒸気からの発光をそれぞれ効率よく透過させる2枚の干渉フィルタを2台のカメラに取り付けて同時に撮影した結果をインポーズして表示しています。通常の溶接では溶融池表面で金属蒸気からの強い発光が観察できますが、活性フラックスを塗布した領域に入ると金属蒸気からの発光強度が低下し、溶融池表面の振動が活発になることが観察できます。
右の映像はヘリウムからの発光と金属蒸気からの発光をそれぞれ効率よく透過させる2枚の干渉フィルタを2台のカメラに取り付けて同時に撮影した結果をインポーズして表示しています。通常の溶接では溶融池表面で金属蒸気からの強い発光が観察できますが、活性フラックスを塗布した領域に入ると金属蒸気からの発光強度が低下し、溶融池表面の振動が活発になることが観察できます。 シールドガスがアルゴンの場合にはプラズマからの発光が強く、溶融池を観察しにくいため、レーザ照明などを用います。シールドガスがヘリウムの場合にはヘリウムからの発光があまり強くは無いために、溶融池の状態を明瞭に観察することが出来ます。
シールドガスがアルゴンの場合にはプラズマからの発光が強く、溶融池を観察しにくいため、レーザ照明などを用います。シールドガスがヘリウムの場合にはヘリウムからの発光があまり強くは無いために、溶融池の状態を明瞭に観察することが出来ます。
このように電極と溶融金属及びその中間部に注意を集中してプロセスを観察する場合と、右下に示したポンチ絵のようにもう少し広い範囲、溶融金属全体の湯流れや、溶接線後方部での凝固過程にも注目して観察する場合とがあります。
右図に示すように、(1)電極、(2)陰極降下部、(3)プラズマ領域、(4)陽極降下部、(5)溶融池(金属)内部、(6)凝固部(固液境界領域)、(7)母材などそれぞれ大きく性状の異なる領域が狭い空間に密集していることがアーク溶接プロセスの特徴です。原子やイオン電子の解離や再結合、それら粒子同士の衝突、そして電極及び溶融金属表面への電子、イオン、原子の衝突とそれら相互の物理化学的反応の解明が研究要素になります。溶接技術関係の書籍では、電子、イオン、原子の衝突についてはほとんど言及されることが無いので、次節では衝突現象に焦点を当てて説明します。
アーク溶接技術の現状について興味のある方は、溶接情報センターの「アーク溶接技術発展の系統化調査」を参照してください。
次ページ 2016.03.12作成 2026.1.10改訂