5.5 GTA溶接条件_姿勢
 GTA溶接は、溶込みは浅いけれども、外観が非常に綺麗で精密溶接が可能という特徴があります。特に最近の電源性能の急激な向上により、適用範囲は広がっています。しかし、本質的に右図に示すような適正条件範囲があり、適用には注意が必要です。所定の電流値に対して溶接速度が速すぎると、溶融池の側面で溶融金属の高さが側面表面より低くなり、アンダーカットが発生します。また、溶込み深さが不足する溶込み不良が発生します。逆に、溶接速度が遅すぎると、溶融金属量が多くなりすぎて溶落ちが発生します。
GTA溶接は、溶込みは浅いけれども、外観が非常に綺麗で精密溶接が可能という特徴があります。特に最近の電源性能の急激な向上により、適用範囲は広がっています。しかし、本質的に右図に示すような適正条件範囲があり、適用には注意が必要です。所定の電流値に対して溶接速度が速すぎると、溶融池の側面で溶融金属の高さが側面表面より低くなり、アンダーカットが発生します。また、溶込み深さが不足する溶込み不良が発生します。逆に、溶接速度が遅すぎると、溶融金属量が多くなりすぎて溶落ちが発生します。
GTA溶接では、母材を溶かすだけですから、溶加棒(溶接ワイヤ)を加えて必要な溶接金属量を確保する必要があります。
トーチ角度は溶接進行方向に10-20度(前進角)傾けるのが良いとされています。研究室レベルでは、前進、後退などいろいろなことを試しますから、私自身は、溶接方向を変化させて調べることが多いため、トーチを垂直にして実験をしていました。ワイヤの挿入角度は15-30度が推奨されています。

溶融池の前面にワイヤが接するようにワイヤを供給することが基本的です。この場合、アークの熱により、ワイヤの溶けた金属が溶融池にスムーズに入り込みます。ワイヤを供給する速度が、電流値に対して速すぎるとワイヤは溶融池に突っ込み、溶込まない場合があります。ワイヤを供給する速度が、電流値に対して遅すぎるとワイヤは溶融池の前で溶けてワイヤ先端で丸くなり、溶融池への金属投入が不連続(間歇的)になり、溶接が不安定になりがちです。

ワイヤの狙い位置が高すぎるとワイヤが溶融池に接する前に、ワイヤは溶融池の上で溶けてワイヤ先端で丸くなり、溶融池への金属投入が不連続(間歇的)になり、溶接が不安定になりがちです。これは、適正位置でワイヤ供給速度が不適切な場合と同じ現象です。右の写真はワイヤが溶融池に突っ込みすぎたり、ワイヤが溶融池先端から離脱する瞬間の映像です。これらのように溶融池に投入される金属量が時間的に変動することは好ましくは無く、ワイヤを供給する自動溶接では、ワイヤが母材に接する位置が常に適切になるよう制御することが一般的です。電極位置とワイヤ狙い位置は溶接中は変動しませんから、電極の高さを溶接中に一定に保つ制御方式が用いられています。
右下の映像は高速度ビデオで撮影した連続的な状況です。この写真の場合には、ホットワイヤと言って、ワイヤと母材との間に電流を流して、ワイヤの溶融を促進させる特殊な溶接法です。ワイヤはアークで加熱されるだけでなく、別電源から供給されるワイヤを流れる電流によっても加熱されています。この溶接法の場合には、アーク電流とワイヤの狙い位置だけでなく、ワイヤを流れる電流値も適切に制御する必要があります。
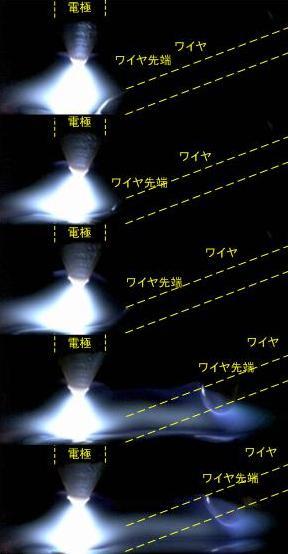
ワイヤが母材に接触する瞬間は電極、母材、ワイヤの三者は異なる電位を持っていますから、電極からワイヤへと流れる電流成分により、ワイヤ先端は少し明るく撮影されています。ワイヤが溶融池に接触した状態では、ワイヤと母材とは等電位となり、ワイヤ先端部は明瞭には観察しにくくなります。電極とワイヤと接触していても、ホットワイヤ電源からの電流が流れています。このため、アークはこのワイヤを流れるホットワイヤ電流成分により若干前方へと磁気的に偏向します。一定時間短絡状態が続き電極先端が十分温められると同時に、溶融池表面の振動も加味されて電極先端部が溶融池表面から離れる瞬間が訪れます。分離した瞬間、電極先端部の溶融金属は表面張力により球形へと瞬時に変形し、一気にワイヤの根元の方へと引き上げられていきます。図に見られるように離れた状態がしばし続き、この間に電極とワイヤとを流れるホットワイヤ電流により、ワイヤ先端部の溶融金属粒は少しづつ巨大化しながら溶融池へと接近し、再度接触して同様なサイクルを続けます。急激な性能進化と価格低下により、高速度ビデオが溶接プロセスの研究に日常的に利用できるようになり、今まで勘に頼ってきたプロセス研究を定量的に促進することができるようになりました。アーク溶接の主電流とホットワイヤ電流との相互作用や、電極とワイヤとを流れるホットワイヤ電流通路などもある程度可視化できるようになりました。この結果、ワイヤの狙い位置やホットワイヤ電流などが、一定の道筋を立てて適切に選定できます。
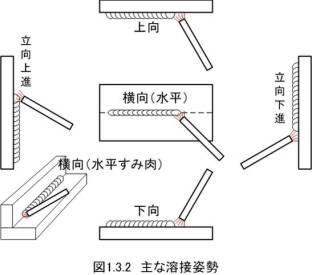 構造物は固定されている場合が多く、必然的に構造にあわせた溶接姿勢が要求されます。実際の溶接は下向きの標準的な姿勢のみではなく、上向きや立向き上進・下進など様々な姿勢で行われます。高温の溶融金属はさらさらとした液体(水とほぼ同じ)なので、重力の影響を強く受けます。このため、溶接姿勢によって溶融金属の状態が大いに異なってしまいます。溶融金属が所定の形状に収まるように、溶接姿勢に応じて溶接条件を適切に選定する必要があります。
構造物は固定されている場合が多く、必然的に構造にあわせた溶接姿勢が要求されます。実際の溶接は下向きの標準的な姿勢のみではなく、上向きや立向き上進・下進など様々な姿勢で行われます。高温の溶融金属はさらさらとした液体(水とほぼ同じ)なので、重力の影響を強く受けます。このため、溶接姿勢によって溶融金属の状態が大いに異なってしまいます。溶融金属が所定の形状に収まるように、溶接姿勢に応じて溶接条件を適切に選定する必要があります。
 右図に、上進姿勢、水平姿勢及び下進姿勢での溶接ビードの典型的な形状を紹介します。GMA溶接では連続的にワイヤから溶接金属が供給されて、母材に新たに溶接金属が加えられるために、溶融金属に作用する重力の影響を説明が簡単です。水平姿勢で適切な溶接条件をそのまま、上進、下進へ適用すると、上進では溶融金属が下方に流れ落ち、母材表面に覆いかぶさるようになります。また、電極直下の溶融池部分の溶融金属は少なくなり母材をより効果的に加熱し、溶込みも深くなります。逆に下進溶接では、溶融金属は水平(下向き)姿勢での溶融池前方部より前まで流れてくるため、溶込みは浅く、溶接金属の幅は広くなります。
右図に、上進姿勢、水平姿勢及び下進姿勢での溶接ビードの典型的な形状を紹介します。GMA溶接では連続的にワイヤから溶接金属が供給されて、母材に新たに溶接金属が加えられるために、溶融金属に作用する重力の影響を説明が簡単です。水平姿勢で適切な溶接条件をそのまま、上進、下進へ適用すると、上進では溶融金属が下方に流れ落ち、母材表面に覆いかぶさるようになります。また、電極直下の溶融池部分の溶融金属は少なくなり母材をより効果的に加熱し、溶込みも深くなります。逆に下進溶接では、溶融金属は水平(下向き)姿勢での溶融池前方部より前まで流れてくるため、溶込みは浅く、溶接金属の幅は広くなります。
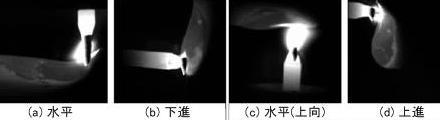 右の写真はGTA溶接での各種溶接姿勢と溶融金属の状況を撮影した例です。溶融金属の形状には重力が大きく影響します。その影響の度合いを調べるために、微小重力(一般的には無重力ですが、厳密には若干の重力が作用するため、地上での落下試験の結果を紹介する場合には、微小重力と表現します。)で実験した結果を次節で紹介します。
右の写真はGTA溶接での各種溶接姿勢と溶融金属の状況を撮影した例です。溶融金属の形状には重力が大きく影響します。その影響の度合いを調べるために、微小重力(一般的には無重力ですが、厳密には若干の重力が作用するため、地上での落下試験の結果を紹介する場合には、微小重力と表現します。)で実験した結果を次節で紹介します。
次ページ 2016.04.01作成 2016.06.14改訂