5.3 放電開始時挙動
陰極からの電子放出現象は、電極形状、表面状態、含有元素の種類と状態、温度分布、シールドガスの状態、母材からのイオン・原子の到達状況など様々な要因に影響されます。時間的に安定した状態については、多くの知見が存在します。放電初期の過渡的な状況については、非常に短時間で生起する現象であり、未解明の部分も多く残っています。
高温の電極からは電子を安定に放出できますが、使用する電流値に対して電極径が大きすぎる場合には、電極先端領域は電子を安定に放出できる温度までには到達せず、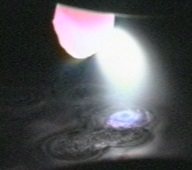 右のように予期しないところから電子が放出されます。電極先端から安定にアークを放出させるには、電流に応じた電極直径と電極先端部の円錐形の角度が重要となります。電極が太い場合にはシャープに削り、電極が細い場合には鈍角に削ることになります。電極がマイナスの場合には、電子放出により電極は冷却されますから比較的大電流を使用できます。電極がプラスの場合には、電極には熱が流入し非常に高温になります。このため直流マイナスと電極がプラスとマイナスとを交互に繰り返す交流では、適正な電流範囲は異なります。電極がプラスの場合にトリア入りの電極を使うのは好ましくなく、純タングステン電極を使用します。
右のように予期しないところから電子が放出されます。電極先端から安定にアークを放出させるには、電流に応じた電極直径と電極先端部の円錐形の角度が重要となります。電極が太い場合にはシャープに削り、電極が細い場合には鈍角に削ることになります。電極がマイナスの場合には、電子放出により電極は冷却されますから比較的大電流を使用できます。電極がプラスの場合には、電極には熱が流入し非常に高温になります。このため直流マイナスと電極がプラスとマイナスとを交互に繰り返す交流では、適正な電流範囲は異なります。電極がプラスの場合にトリア入りの電極を使うのは好ましくなく、純タングステン電極を使用します。
右図に電極直径とその電極径で安定に電流が流れる範囲を示します。交流で使用する場合には、タングステン電極から電子を放出する陰極期間と電子が流入する陽極期間とが交互に発生します。電子が流入する陽極時には電極は電子の突入により発生する熱で高温となるため、適正電流範囲は低い条件となります。
電力を供給するコンタクトチップから電極先端までの突き出し長さも、電極温度に影響します。 電流が電極の中を通過することで、電極内部はジュール発熱により加熱されます。狭開先での溶接のように、突き出し長さが長くなると電極先端部は過熱され、消耗が激しくなるため、右図に示すように突き出し長さにより使用可能な電流値は制限されます。
電流が電極の中を通過することで、電極内部はジュール発熱により加熱されます。狭開先での溶接のように、突き出し長さが長くなると電極先端部は過熱され、消耗が激しくなるため、右図に示すように突き出し長さにより使用可能な電流値は制限されます。
通常の溶接では、溶接開始時には母材温度は室温と等しく、安定に溶接している状態とは非常に異なっています。ブローホールなどの欠陥は、溶接開始と終了時の非定常な状態の時に発生しやすいため、右下のポンチ絵に示すように、溶接開始部の端にタブ板を置いて、この部分でアークを発生させて、溶接が母材に到達する時点で、温度分布が定常状態に近くなるように調整しています。 電極が熱的定常状態になるのは母材に比べて非常に速いために、一般的には放電開始時の電極挙動に関しては関心が薄いようです。
電極が熱的定常状態になるのは母材に比べて非常に速いために、一般的には放電開始時の電極挙動に関しては関心が薄いようです。
純タングステン電極のアーク発生状況
タングステン電極は非消耗電極として定義されていますが、使用により消耗していきます。純タングステン電極を使用する場合には、電極温度が室温状態でアークを発生させるときに、陰極点が電極表面を走り回り、なかなか安定な電流発生状態とはなりません。下の映像は毎秒250コマの高速度ビデオの映像です。上段2コマに絶縁破壊をしている状況が撮影されており、電極先端部の陰極点形成部が青全体的に青白く光っています。陰極点の移動を観察するにはこの高速度ビデオの撮影速度が遅く、ビデオのシャッターが開き露光している時間中に、陰極点が電極表面を広範囲に移動しているために、このように全体が青白く光って撮影されています。この映像では撮影速度が不足しており、超高速度ビデオで観察すると、小さな面積の陰極点が高速度で移動しています。また、この移動に伴い微小な粒子が飛散します。この映像も下側の映像でも先端部でスパッタが発生しており、これが溶接開始時に顕著な電極消耗の一つの原因となります。電極が先端部に固着すると同時に先端部は溶融しています。
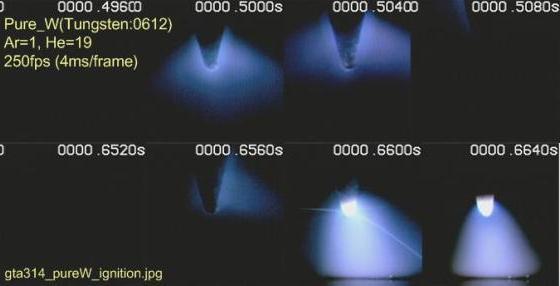
純タングステン電極は、アーク発生が不安定であり、また電極は先端部が溶融した状態でアークを発生するために、先端角度が不適切であると、電極先端は溶融し母材にすぐ落下してしまいます。溶接金属内部にタングステンが入り込むと、欠陥となりますので、注意が必要です。
純タングステン電極を直流・電極マイナスで使用する場合には、アーク発生が不安定であるため、一般にはトリウムやセリウムなどの酸化物を添加したタングステン電極が使用されます。純タングステン電極は酸化物入りの電極に比較して電子を放出しにくく、安定な電子の放出のためには溶融温度以上の温度が必要となります。
電極の落下を防止するためには、電極先端部をあまり尖らせずに丸く加工しておく必要があります。また、高周波によるアークの始動は不安定であり、小電流によるタッチスタートもしくは電極プラスか交流で使用します。
また、先端からアークが発生しても、純タングステン電極先端部はすぐに溶融し、溶融したタングステンは先端から離脱し母材へ落下します。

電源の容量が不足している場合や、溶接条件が不適切な場合には、アークは全然発生せず、タングステン電極表面の露出部全体に陰極点が走り回った後が残る場合があります。放電開始時の電極表面及びアークの挙動については、高速度ビデオ撮影法_8.9 冷陰極・熱陰極の節に詳しく説明してあります。次の文章をクリックすると、純タングステンの放電開始時挙動を撮影した高速度ビデオの一覧に移動します。
何度か使用した電極によるアークスタートでは、先端部からではなく電極の側面部からアークが発生することがよくあります。アーク発生がうまくいかないときには、本当は、電極研磨機できちんと磨きなおすのが好ましいのですが、電極をトーチから取り外すことなく、単に電極先端部をメジャーや鉛筆でこすって、アークを発生させることは良く行われています。
特に電極の直径に対して電流が小さく、電極温度があまり上昇しない条件では、安定なアークになるまで時間がかかる傾向が顕著となります。アークは電極金属の最短距離を結んで発生すると考えるのが常識的ですが、電極の表面状態や温度によっては、思いがけない領域を結んでアークが発生し、その状態で一定時間持続することがあります。アークの足の部分が、母材の狙ったところに発生してくれなければ、所定の溶接が実現できなくなります。
右の映像は絶縁破壊が生じ、陰極表面から電子が放出されている溶接開始初期のアーク現象です。電極先端ではなく、側面部に多数の陰極点が発生していることが分かります。この極点は高速度で電極表面を走り回り(この挙動は、クリーニングアクションと呼ばれています。)、先端部に発生することもありますが、なかなか先端部で安定に発生するには至りません。ある程度時間が経過し電極温度も上昇してくる過程で、側面部で準安定的に陰極点が固着する場合も多く見られます。一般的には電離電圧が高いヘリウムガスをシールドガスとして使用しているときに顕著に見られます。
タングステン電極はアークが発生しやすいように、内部に数パーセントの酸化トリウム(トリア)を含ませていますが、タングステンやトリウム及びそれらの酸化物の融点や沸点などは、かなり異なります。電子放出が盛んに生じて、温度が高い電極先端部近傍ではトリアが最も蒸発しやすく、先端部近傍ではトリア濃度は非常に少なくなります。このため、
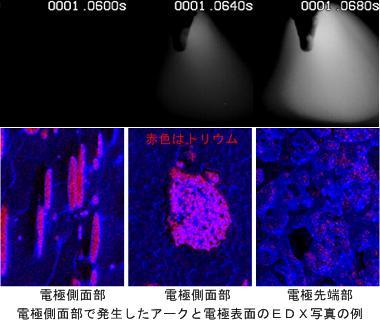 右の画像をクリックして再生される動画に見られるように、電極先端部のトリアが消耗してほとんど純タングステンのみ残っている領域は、溶融してアークにより変動しています。一方、先端部から離れたところでは、トリウムの溶融温度より高くなる領域が存在し、内部からトリウムがにじみ出てきます。また、スパッタリングなどで表面が損傷した部分もトリア濃度が高くなります。トリアを2%含有した電極を成分分析した結果では、トリア濃度が高い領域で、表面のトリア濃度が10%以上になっているところが存在しました。次回のアークの発生の時には、電極温度が低いアーク発生直後に、このトリア濃度の高い領域に陰極点が集中する傾向が確認できました。先端部にトリウムが少なくなることもあり、電極は一定時間使用するたびに、電極研磨機で磨くことが好ましい理由の一つがこの表面状態の変化です。
右の画像をクリックして再生される動画に見られるように、電極先端部のトリアが消耗してほとんど純タングステンのみ残っている領域は、溶融してアークにより変動しています。一方、先端部から離れたところでは、トリウムの溶融温度より高くなる領域が存在し、内部からトリウムがにじみ出てきます。また、スパッタリングなどで表面が損傷した部分もトリア濃度が高くなります。トリアを2%含有した電極を成分分析した結果では、トリア濃度が高い領域で、表面のトリア濃度が10%以上になっているところが存在しました。次回のアークの発生の時には、電極温度が低いアーク発生直後に、このトリア濃度の高い領域に陰極点が集中する傾向が確認できました。先端部にトリウムが少なくなることもあり、電極は一定時間使用するたびに、電極研磨機で磨くことが好ましい理由の一つがこの表面状態の変化です。GTA溶接でアークをスタートさせる方法は、主に次の3つの方法があります。
(1)高周波高電圧を重畳させてアーク発生
(2)直流高電圧を重畳させてアーク発生
(3)タッチ(接触)スタートでアーク発生
(1)高周波高電圧を重畳させてアークを発生させる方式が最も一般的に使用されています。電極と母材との間に高周波の高電圧を印加し、電極と母材との間の絶縁を破壊してアークを発生させます。高周波の重畳により周囲に電磁波障害を引き起こすことがあるため、自動溶接装置では、(2)直流高電圧を重畳させる方式、あるいは、(3)タッチスタート(電極を母材に接触させて通電し、引き離してアークをスタートさせる方式)を好む傾向があるようです。タッチスタート方式は、高周波や高電圧による絶縁破壊と異なり、電極の接触と引き離しを利用してアークを起動させるため、電源関係の特殊な補助装置は不必要です。また、通電により電極が加熱されるために、高周波や高電圧によるアークスタートより電子の放出は容易になり、アークスタートが安定しています。条件設定が悪いと、電極が母材に溶着・短絡することや大電流により先端部が溶損することがあります。水中溶接では、高周波による電磁波障害を嫌うこと、及び、高電圧によるアークスタートも難しい、ことからタッチスタート方式がよく使用されます。
右図にこれら3方式の特徴をまとめておきます。高周波起動とタッチスタートの相違を高速度ビデオにより測定した結果では、アークが安定するまでの時間にはほとんど差が無いように感じています。タッチスタートの、接触、通電からアークの発生にいたる過程は単純に見えますが、実際にはかなり複雑です。電流値と通電時間を間違えるとアークがスタートしなかったり、電極が母材に溶着したりします。放電開始現象に影響する要因は多く、電極母材の平滑度、接触圧、接触面積、表面の酸化状態、通電電流値、電極形状と素材成分、通電時間、引き離し速度、電源特性、シールドガス種別などがあります。
通電した状態で、電極を母材から引き離すとき、電圧と電流が小さすぎるとアーク放電が起こらないことがあります。通常の溶接電源を使用する場合には、両者が分離した瞬間にアーク放電が発生します。このとき、電圧に比較して電極の温度が低すぎる場合や、電極素材と表面状態によっては、アークが途切れてしまいます。
見た目には平滑であっても、母材表面には凹凸が必ず存在し、電極と母材との実際の接触点面積は、
 みかけの面積よりかなり小さくなります。固体−固体の接触ですから、極端な場合には1点だけで接触しています。電極と母材とは、接触圧力による変形などもあり、通常は数点で接触しています。通電した状態で電極が引き上げられて母材から分離する直前では、1点のみの接触になる場合が増加します。この場合には、非常に狭い接触部を電流が流れるため、接触部は加熱溶融し、電極と母材との間には溶融金属で架橋された状態になりがちです。溶融金属の断面積が一定値以下に狭くなると、通電加熱による温度上昇で金属が蒸発し放電が開始します。あるいは、機械的な破断により分離した部分で放電が開始します。
みかけの面積よりかなり小さくなります。固体−固体の接触ですから、極端な場合には1点だけで接触しています。電極と母材とは、接触圧力による変形などもあり、通常は数点で接触しています。通電した状態で電極が引き上げられて母材から分離する直前では、1点のみの接触になる場合が増加します。この場合には、非常に狭い接触部を電流が流れるため、接触部は加熱溶融し、電極と母材との間には溶融金属で架橋された状態になりがちです。溶融金属の断面積が一定値以下に狭くなると、通電加熱による温度上昇で金属が蒸発し放電が開始します。あるいは、機械的な破断により分離した部分で放電が開始します。金属の温度(T)、抵抗率(ρ)、熱伝導率(λ)の間には、Wiedmann-Franz則と呼ばれる以下の式が成立します。
ρ・λ = L・T (L=2.45×10^-8[V/K]^2) (Wiedmann-Franzの法則)
実際の接触点の半径をaとすると、接触抵抗R、抵抗率ρには
R = ρ/2a
と言う関係があります。この接触点を集中して流れる電流(I)により加熱されます。この時、電極と母材との間の接触電圧(V)と通電電流(I)には
V = R・I = (ρ/2a)・I
と言う関係式が成立します。
通電中の接触面温度を直接測定することは困難ですが、接触電圧Vから接触面近傍の最高温度が推定できます。溶融架橋部(ブリッジ部)の寸法が微小であれば、空間への放熱は無視できます。このため、電流路内で発熱した熱がその電流路のみを伝わります。さらに熱的定常態の等温度面と等電位面とが一致しているとすれば、
Tmax = √(V^2/4L+T0^2)
= 3200V[K]
という関係式が得られ、電流路の材料の軟化温度、融点、沸点に相当する電位差が求められます。簡単に言うと、接触電位差が0.5Vになれば、接触面の最高温度は1600Kになり、通常の金属は溶融します。ここでは、電流路の両端に位置するTo[K]の等温度面間の電位差Vとその電流路内の最高温度Tmaxとしておきます。
この関係式では、個別の金属の抵抗値が分からなくても、接触部の電位差で概略の最高温度が推定できます。この関係式を用いることにより、短絡移行形式での溶接における、短絡からアーク発生への瞬間における短絡電圧から、そのときの液滴の最高温度が推定できるそうです。[R.Holm, Electric Contacts, Springer-Verlag(1979).(タッチスタートによる放電開始の理論)]
右表に、GTA溶接に関係する素材の溶融温度と沸騰温度およびそれらの等価な電圧を示します。タングステンでは、溶融に1.1V、沸騰に1.9Vと必要で、鉄では溶融に0.6V、沸騰に0.9V程度必要になります。
溶着によるアークスタート失敗
接触点の物理的形状と通電電流がマッチしない場合には、通電開始後に接触部が溶融し、電極はそのまま溶融金属内に押し下げられ、溶融金属が横方向に押し広げられることがあります。この場合、溶融金属量がある程度大きく通電電流に対して通電面積が大きくなり過ぎると、接触部で発生する熱量より電極と母材とに拡散する熱量が大きくなり、凝固して電極が母材に溶着します。この場合には、電極の引上げは不可能となり、アークスタートは失敗します。
タッチスタートの安定性
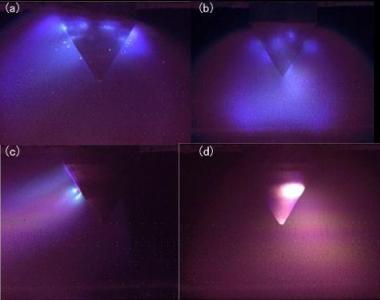
表面をきれいに研磨した電極と、一度アークを発生させて温度履歴を経た電極とでは、タッチスタートにおいてもアーク発生の安定性がかなり異なります。この現象は放電初期の極めて短い時間での現象の相違となり、人間の目では判別できません。きれいに研磨した電極では、電極が母材から離れた瞬間にアークが発生し、電極先端部と母材の電極直下部とでアークが形成されます。母材は溶融しており、電極が上昇するのに伴い、一旦溶融部の面積は減少し、溶融部がなくなるように見えます。電極が上昇を停止して一定時間経過した後、再度母材は溶融し、時間とともにその面積が増加します。アークは常に電極先端部と直下の母材部とで発生しましたが、陰極点は先端部付近で高速移動していました。
一方、2度目のアークタッチスタートでは、電極が母材から引き離された瞬間にアークが発生します。陰極点は、電極表面を不規則かつ高速度で動き回ります。母材側は溶融しているようには見えませんでした。アーク発生から0.1秒程度経過した時点で、陰極点は電極先端に固定され、電極先端部が明るくなりました。同時に母材表面が溶融を始め、以後は安定にアークが持続し、溶融部も面積を増加しました。母材部が溶融を始めると、きれいに研磨した電極とほぼ同じ挙動を示しました。陽極部の明るい領域は溶融金属の半分程度の大きさであり、電流がこの領域に集中して流れ込んでいると考えています。また、陽極部での明るさの変化は早く、溶融金属上での電流密度分布が一定せずに、速い速度で変動していると類推しています。
真空中での放電開始機構には、以下の3説があります。いずれの説も、最初の電子放出は電界放出としています。
(1)陰極加熱
陰極表面の微細な突起部近傍に局所的な電界が集中し、突起部近傍から電子が放出されます。放出点が微小なため、電流密度は10^10A/m2程度と非常に大きくなり、局部的に十分加熱されて電極材料が蒸発し、ナノ秒程度の短時間で放電に至るとされています。この説では、電子の放出から陰極点の形成までの説明が不十分と感じました。
(2)陽極加熱
陰極から放出された電子がビーム状に陽極に照射され、局部的に陽極表面が加熱されて表面の吸着分子や金属材料を空間に放出し、絶縁破壊に至ります。放電に至るまでの時間は長くミリ秒程度必要と説明されています。平均自由工程の長い真空中では、こういうこともありかなと感じました。大気中の高速度ビデオの映像でも、この説で説明されているような挙動を観察しました
(3)クランプ
電極表面に存在するマイクロメートルオーダーのクランプ(電極表面に付着している物質)が、電界もしくは電子の衝撃によって空間に放出され、それが加速されて対向電極に衝突して局部的な温度上昇を招き、絶縁破壊にまで至ります。破壊電圧は電極距離間の1/2乗に比例します。クランプが電離もしくは解離にまで至るのかについては、若干の疑問があります。
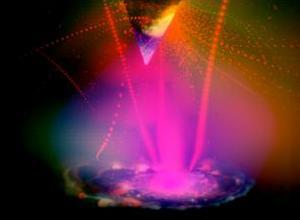
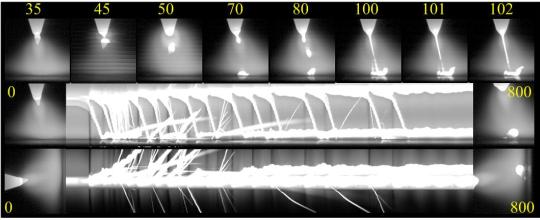
右のカラー映像は、先述した絶縁破壊から安定放電に至る高速度ビデオの映像をまとめた例です。具体的には、放電初期の0.1秒間程度の多数の連続映像から、各画素の最大輝度をピックアップして1枚の映像にまとめたものです。スパッタや陰極点などの軌跡を一目で見ることができます。高速度ビデオ撮影の問題点は得られた映像が膨大な量になることです。このため、私は各高速度ビデオデータについて、このようなまとめ映像をインデックスとして使っています。1気圧での撮影結果ですが、このまとめ映像を見る限りでは、上記の説明は全て成立するとみなせる気がします。電極表面の状態がどのようになっているのかについての知識がないと理解しがたいと思いますので、一旦アークを発生させた電極表面がどのような状態になるのかについて、下のSEM映像を用いて説明しておきます。電子を放出する電極先端部は3000Kを超える高温となり、極端な温度差が生じる電極表面では様々な現象が生じています。アーク放出の前に電極表面を丁寧に研磨して平滑化した電極を用いて、アーク放出による変化を調べた例の一つが上の写真です。
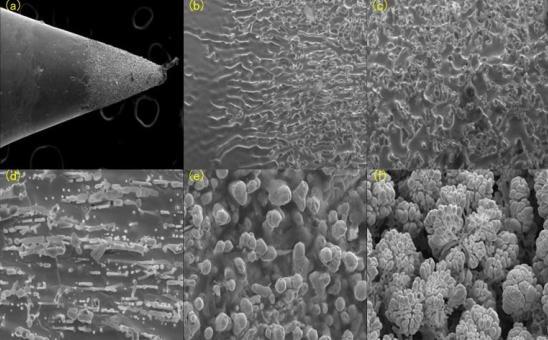
電極研磨機で研磨しただけの電極では良く分からない変化を見ることができます。電極内部を流れる電流によるジュール加熱、特に先端を尖らせて断面積を小さくした電極先端部近傍ではジュール加熱の効果が大きくなります。同時に周囲のプラズマ雰囲気は3000K以上7000K程度の高温雰囲気であり、多数の高温粒子が電極表面に衝突し、電極温度上昇に寄与します。当然、物理・化学反応も生じています。陰極点からある程度離れた領域(d)では、溶融温度の低いトリアが析出してきます。陰極点領域では電子放出とともにトリアの昇華・蒸発などにより表面には微細の凹凸(e,f)や放電停止後の結晶生成も生じます。溶接に使用した電極表面は、見た目にはざらざらしているとしか感じませんが、微細に観察するとこのような面白い現象が生じています。(1)陰極加熱説の微細な突起部や(3)クランプ説のクランプの正体が上の映像に写っているものです。
放電開始機構と表面
銅や銀はスパッタ率が高く、チタンは低いとされています。スパッタには表面の吸着ガスが大きく影響します。吸着ガスの量は、表面状態により大きく変化し、金属材料の違いに依存する要素も大きいとされています。放電開始機構は、電極材料とその表面状態の違いに依存し、電極表面温度とガス密度が重要なファクターと考えています。真空溶接もふくめて、溶接を実施する圧力範囲では、きわめて短時間で電極表面は電極自体の急激な温度上昇と、電極の数倍に温度上昇する周囲ガスとその組成が変化します。上の写真に見えるように、タングステン本体より溶融・蒸発温度及び仕事関数の低い物質が表面に析出します。また、電極表面の吸着や吸蔵の影響が大きくり、必ずしも電極材料本来の表面の状態に依存しない特性が得られることが多く見られています。特に電極先端部では、実質的な表面積は本来の平滑な表面に比較して格段に大きくなり、表面への吸着ガスは増大しています。
右の図は、環境圧力と表面に1分子層が吸着するのに要する時間との大まかな関係を示します。私たちが生活している陸上1気圧の世界では、普段は全然気にも留めませんが、非常に多くの分子が表面に衝突しています。最近読んだ本「田中宏幸,歴史の謎は透視技術「ミュオグラフィ」で解ける/歴史学を変える科学的アプローチ,PHP研究所」に、「ミュオンは100万分の2秒で崩壊する。質量は電子の200倍、1000万年かけて銀河を旅してきた陽子が、地球の大気と反応してできる。一晩寝ている間に、100万個のミュオンが人体をすり抜ける。」との記述がありました。プラズマ空気清浄機やビフィズス菌などの宣伝で取り上げられている数字もその数字だけを聞くとすごいと思いますが、実際の自然現象で生起している事象の数をきちんと把握すれば、だまされることも少なくなるかなと思ってしまう数字です。
上の図で理解できるように、雰囲気圧力の違いによって、放電で生じる陰極点の大きさやその構造、あるいはその移動速度は異なり、絶縁破壊電圧も異なってきます。電子放出特性は電極表面の吸着分子によって大きく変化します。2次電子の放出による電子増倍過程の考慮も必要です。表面の化学的・物理的状態の違いにより、2次電子放出特性が変化する可能性は大きいと考えています。
通常の溶接関係の書籍には、アーク放電は電極先端部で発生すると記述されています。私自身の超高速度ビデオによる観察経験では、先端部から絶縁破壊することはまれにしかありませんでした。ほとんどの場合は電極側面部で絶縁破壊が生じ、一定時間経過後に極点が先端部に到達するケースがほとんどでした。一般的に電極側面を丁寧に研磨しておくと、極点が先端部へ到達する時間は短くなりますが、絶縁破壊そのものは電極側面で生じるケースがほとんどでした。これらの詳細については、「8.9 冷陰極・熱陰極」の項目と「TWR20162016年で10月に発表した」内容を掲示した項目で紹介しています。

側面部での絶縁破壊は真空状態で特に著しく、右図に示すように接近した位置に居る対向電極には見向きもせずに、はるか離れた銅製コンタクトチップ近辺で絶縁破壊して、放電通路が形成される経験がたくさんあります。途中に絶縁材を設置して電流通路がほとんどない状態にしても右図に示すように想定外の箇所で絶縁破壊を生じ、陰極点が銅板上に固着しました。このように、上部の電極端部へは通電せず、遠く離れた銅基盤に通電しています。

このような実験を行った理由は、右図に示すように真空中で高周波起動を試みたときに、電極コレット近傍で絶縁破壊をし、コレット部が溶損する事故を起こしたからです。アーク放電中はセラミックノズルに覆われているため、タングステン電極先端部にはアークは発生していないのに、ノズル内からアークが出ていることに気づき、すぐ通電を停止しましたが、チャック部分の銅が完全に溶融し、タングステン電極側面へ融着しています。電極間距離が3mmしかない状態でも、20mm以上離れた銅製コレットからアークが発生し母材へ到達して、アークが持続するというのは驚きでした。平均自由行程などについては一応計算して頭に入れていたつもりでしたが、まさかこんなところに極点が固着して溶損事故を起こすとは思ってもいませんでしたが、おきてしまうとありうることだと納得しました。
対向電極が接近していて、大局的な電位傾度が電極先端で絶縁破壊できる程度に高い場合には、先端で絶縁破壊するとは思います。私自身の実験経験から創造すると、絶縁破壊のほとんどは宇宙線による電極近傍での電離・再結合がトリガとなって生じるのではと考えています。約50年前の蛍光灯点灯用のグロー球の絶縁破壊開始電圧を測定したおぼろげな記憶では、絶縁破壊は宇宙線起因であり、絶縁破壊のタイミング(電圧)がある電圧以上でランダムに分散していた記憶があります。
工場などで日常的に見られる問題点の一つに、スイッチのオンオフにより瞬間的にじるアーク放電があります。開閉部は、運転中に含有気体を放出したり、アーク放電による電極の蒸発過程で遮断器の特性を低下させます。電極の材料と構造、スペーサについて研究されています。溶接とは少し畑違いの分野ですが、共通の課題が存在しています。
次ページ 2016.04.01作成 2026.01.11改訂