5.7 GTA溶接への表面張力の影響
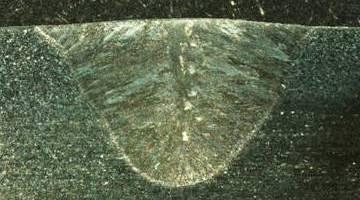 右にGTA溶接の標準的な溶接金属の形状を示します。母材と溶接金属との違い、溶接金属の凝固方向などいろいろな情報が読み取れます。この場合には、裏までは溶込んでいないので、母材自身が坩堝として振る舞い、安定に溶融金属を保持しています。GTA溶接の強みは薄板を片側から綺麗に接合できる点にあります。溶融金属自体はほとんど水と同じでさらさらと流れます。
右にGTA溶接の標準的な溶接金属の形状を示します。母材と溶接金属との違い、溶接金属の凝固方向などいろいろな情報が読み取れます。この場合には、裏までは溶込んでいないので、母材自身が坩堝として振る舞い、安定に溶融金属を保持しています。GTA溶接の強みは薄板を片側から綺麗に接合できる点にあります。溶融金属自体はほとんど水と同じでさらさらと流れます。
 裏側まで完全に溶けると、溶けた金属が裏面から下方へと溶け落ちるのを防ぐ必要があります。右図上の低入熱では裏面まで溶けるか溶けないかの状態であり、ところどころ接合できていない部分が発生しがちです。中入熱で裏まで完全に溶けているにも関わらず、裏面から下に落ちないのは溶融金属に作用している表面張力のおかげです。普段の生活では表面張力などにはほとんど注意を払いません。「溶接高度化プロジェクト」では、「表面張力」と「ジェット気流によるずり(摩擦・せん断)力」と言う言葉に頻繁に遭遇しました。同時に、「5.3 放電開始時挙動」の中で出てきた「Wiedmann-Franz則」と言う言葉も表面張力と同時に語られていました。ジェット気流(アーク力)は、溶融金属を気流の進行方向に押し下げる力としては有効に働きます。しかし、溶融金属に衝突した気流が、水平周囲方向に向きを変えて流れる際に、10mm以内の小さい領域しかない溶融金属表面で、溶融金属を気流進行方向に吹き流す力が作用するなどとは、私は考えていません。
裏側まで完全に溶けると、溶けた金属が裏面から下方へと溶け落ちるのを防ぐ必要があります。右図上の低入熱では裏面まで溶けるか溶けないかの状態であり、ところどころ接合できていない部分が発生しがちです。中入熱で裏まで完全に溶けているにも関わらず、裏面から下に落ちないのは溶融金属に作用している表面張力のおかげです。普段の生活では表面張力などにはほとんど注意を払いません。「溶接高度化プロジェクト」では、「表面張力」と「ジェット気流によるずり(摩擦・せん断)力」と言う言葉に頻繁に遭遇しました。同時に、「5.3 放電開始時挙動」の中で出てきた「Wiedmann-Franz則」と言う言葉も表面張力と同時に語られていました。ジェット気流(アーク力)は、溶融金属を気流の進行方向に押し下げる力としては有効に働きます。しかし、溶融金属に衝突した気流が、水平周囲方向に向きを変えて流れる際に、10mm以内の小さい領域しかない溶融金属表面で、溶融金属を気流進行方向に吹き流す力が作用するなどとは、私は考えていません。
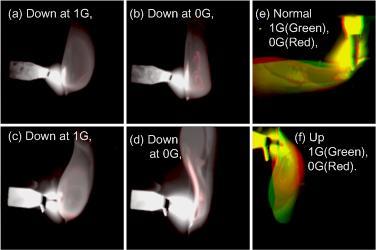
前節「5.6 1Gと微小重力」で重力と表面張力との関係を紹介しましたが、溶融池後方領域の低温度部分の表面張力は、アーク直下高温領域の表面張力よりかなり高いため、重力が作用しない時には、表面張力が溶融金属に作用する主たる力となります。
落下直前の1Gの状態では重力により溶融金属は下方に引き下げられて変形し、落下中の微小重力期間では重力が作用しないために、表面張力により溶融金属の形状が変化します。上の写真で明らかなように、重力と表面張力との関係は立向き下進姿勢で溶融金属量が多い場合に最も顕著に現れます。落下実験はステップ応答の典型例ですから、重力で下方に引き下げられていた溶融金属が、重力から開放されて表面張力により上方に引き上げられる際にオーバーシュートして定常平衡位置より上方に移行したのではないかと言う疑問は働きます。しかし、実験した範囲の溶融金属量では、オーバーシュートして溶融金属が上下に振動するする現象は認められませんでした。溶融池の長さと溶融金属の重量との影響は大きいのですが、オーバーシュートはしていないということは、重力より小さい力しか作用していないとも考えられます。
表面張力が大切になるのは、溶加棒を用いた突合せ溶接の場合です。溶接検定試験では必ずクリアしなければならない課題なので、切実に感じている溶接士さんは多いと思います。入熱が少なく、相対的に溶加棒を速く送り込むと、裏面までは母材が溶けず欠陥が残ります。
適切な熱量が母材と溶加棒に与えられていると、溶融金属には溶加棒からの適切な温度と熱量の溶融金属が注入され、同時に溶融金属と母材開先部にも適切な熱量が注入され、溶融金属を支えて良好な溶接が進行します。
入熱が過大の場合には、溶融金属の温度が高くなりすぎ、(一般的には)表面張力は低下します。同時に溶融金属量も過大となり、両者のバランスが崩れて溶融金属は母材から離脱・落下してしまい、溶接欠陥となります。ここで括弧つきで(一般的には)と表記したのは、活性フラックスが高温度時に表面張力を引き下げるという主張が活性フラックスの効果を説明する際に語られていたからです。高温時と低温時の表面張力の差の大きさと、表面張力は表面にしか作用しない、という現実を考えると、表面張力が溶込み深さを深くする主原因だとする見解には疑問を感じています。
 水中溶接で裏波溶接が問題になるのは、海底パイプラインの接合でした。GMA溶接で共金なしで良好に裏波を出す技術が昔は無かったため、右図に示すようなU字型開先の初層部分はGTA溶接に頼るほかありませんでした。うまく表面張力と溶融金属重量とのバランスをとるために、このような開先形状が必要でした。2層目以降は通常のGMA溶接を実施しますが、この方法では開先が広いために膨大な溶接金属量が必要となり、熱変形や溶接時間が増えるなどの課題がありました。最近ではレーザ技術とGMAWとのハイブリッド技術が進展し、右側に示すような狭開先で効率的な溶接ができるようになっています。下の写真に新日鉄が開発したパイプラインの自動溶接機の例を挙げます。初層狭開先溶接はレーザとGMA溶接とのハイブリッドで裏波溶接を確実に実施、2層目以降意向は更に後方にGMA溶接を同時に実施するタンデム溶接を行っています。このシリーズの動画の一部を公開しています。
水中溶接で裏波溶接が問題になるのは、海底パイプラインの接合でした。GMA溶接で共金なしで良好に裏波を出す技術が昔は無かったため、右図に示すようなU字型開先の初層部分はGTA溶接に頼るほかありませんでした。うまく表面張力と溶融金属重量とのバランスをとるために、このような開先形状が必要でした。2層目以降は通常のGMA溶接を実施しますが、この方法では開先が広いために膨大な溶接金属量が必要となり、熱変形や溶接時間が増えるなどの課題がありました。最近ではレーザ技術とGMAWとのハイブリッド技術が進展し、右側に示すような狭開先で効率的な溶接ができるようになっています。下の写真に新日鉄が開発したパイプラインの自動溶接機の例を挙げます。初層狭開先溶接はレーザとGMA溶接とのハイブリッドで裏波溶接を確実に実施、2層目以降意向は更に後方にGMA溶接を同時に実施するタンデム溶接を行っています。このシリーズの動画の一部を公開しています。
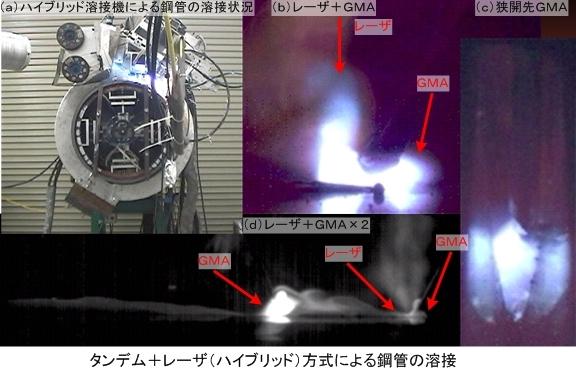
 このような複雑な溶接方式で適切な溶接条件を設定するには、高速度ビデオを活用して実際の溶接状況がどのように進行しているのかについて詳細に把握しておく必要があります。まずレーザとGMA溶接のハイブリッドについては、レーザの狙い位置とそれぞれの出力値の適正条件を知る必要があります。またその条件が狭い開先溶接で全周溶接を実施するときに全ての姿勢で満足できる裏波溶接が可能か、特に下進溶接時に溶融金属が垂れ下がらずに適正に進行できるかを確認しておく必要があります。また、溶接金属量を増やす目的で実施するタンデム(2アーク)法では、二つのアークによる磁気的干渉と溶接入力の適正化のバランスが重要になります。高速度ビデオにより実際に生起している現象を可視化できたことにより、適切な溶接条件を選定することが非常に迅速に行えるようになりました。これはGTA溶接の結果ではありませんが、全周溶接では表面張力について十分理解が必要なことからこの項でも掲載しています。
このような複雑な溶接方式で適切な溶接条件を設定するには、高速度ビデオを活用して実際の溶接状況がどのように進行しているのかについて詳細に把握しておく必要があります。まずレーザとGMA溶接のハイブリッドについては、レーザの狙い位置とそれぞれの出力値の適正条件を知る必要があります。またその条件が狭い開先溶接で全周溶接を実施するときに全ての姿勢で満足できる裏波溶接が可能か、特に下進溶接時に溶融金属が垂れ下がらずに適正に進行できるかを確認しておく必要があります。また、溶接金属量を増やす目的で実施するタンデム(2アーク)法では、二つのアークによる磁気的干渉と溶接入力の適正化のバランスが重要になります。高速度ビデオにより実際に生起している現象を可視化できたことにより、適切な溶接条件を選定することが非常に迅速に行えるようになりました。これはGTA溶接の結果ではありませんが、全周溶接では表面張力について十分理解が必要なことからこの項でも掲載しています。
上向き溶接では、溶加棒の送り位置が重要になります。表面張力には底面より下に存在する溶加棒先端の溶融金属を底面より上に持ち上げるだけの力はありません。溶加棒先端が底面を突き抜けて底面より上から溶融金属を供給するようにしないと、 溶接金属が望ましい形状にするのは、なかなか難しくなります。
溶接金属が望ましい形状にするのは、なかなか難しくなります。
気泡の挙動と重力
GMA溶接ではスパッタは多く発生しますが、GTA溶接ではスパッタは時たましか発生しません。GMA溶接の場合には、(a)溶融池からの気泡の放出、(b)フィラーワイヤ先端の溶滴が過熱されて内部のカーボンなどがガス化して爆発、(c)先端で発生しているアークによる異常な力の発生、あるいは(d)先端部が溶融池に接触してアークが再生するときなど、多くの要因でスパッタが発生しています。GTA溶接でスパッタが発生するのは、(a)溶融池内部に発生した気泡が表面に到達して、外部に放出される場合に限られます。気泡が表面に到達するのは、主に、軽い気泡が重い溶融金属内部にあることから、浮力により浮上すると考えられます。落下実験施設の溶接中にも、(a)溶融池内部に発生した気泡が表面に到達して放出されるスパッタの発生が見られました。重力が作用しない場合に如何なる機構で気泡が放出できるのかについて考えてみました。
溶融池の上でアークが発生しており、上の温度が高く、下が低いとします。今、アークの直下、深さzの位置に、長さhの気泡が発生しているとします。簡単のために気泡の上下で温度差は無いとしておきます。気泡内部の圧力Pは周囲の溶融金属の温度に依存する力となります。気泡内部では同じ圧力になっています。気泡周囲の溶融金属について考えてみると、気泡上部にはm(z−h/2)gの圧力が作用しており、下部にはm(z+h/2)gの圧力が作用しています。常識的には、気泡内部の圧力はmgzに等しくなります。結局気泡上部には−mgh/2の力、下部にはmgh/2の力が作用しています。上部も下部も上向きの力が作用していることになり、結局これが浮力です。
次に、気泡上下に温度差がある場合について考えて見ます。アークは溶融金属表面を熱していますから、気泡の上の溶融金属温度が高く、下の溶融金属温度は若干低くなります。通常は、温度が高い領域の表面張力は小さく、温度の高い領域の表面張力は高くなります。と言うことは、気泡表面で上部の金属は界面を下側に流れることになります。重力があると少し複雑になるので、図の右の重力が無い場合について考えて見ます。気泡中心部の表面張力と気泡の圧力とが釣合っているとします。気泡上部の表面張力は中央部の表面張力より小さく、気泡下部の表面張力は中央部の表面張力より大きい、としていますので、気泡上部では圧力Pは表面張力より大きく、下部では小さいので気泡には表面方向に動く駆動力が作用していることになります。
次ページ 2016.04.01作成 2016.09.13改訂