(6.31 溶接現象動画/6.3ex. GMA movies data sheet)
6.5 MG50, 1.2mm, Extension=25mm, Welding speed=30cm/min
二つ前のページで示した動画では、ワイヤがマイナスの場合の溶接性があまり良くありませんでした。このため、ワイヤがマイナスの場合について電圧と電流を変化させて、溶接現象を撮影しました。このページ以降の母材は全てSUS304です。電流を大体120Aにして、電圧を21Vから22V,24Vと変化させた場合、及び、電圧を高めに設定し電流値を変化させた場合の大まかに2種類の系統で、溶滴移行現象を観察してみました。更に、母材に活性フラックスを塗布した場合の溶接現象も観察してみました。
(1)DCSP, 21V, 120A:最初は典型的な短絡移行です。電極ワイヤがマイナスなので、電極(溶滴)表面には陰極点が形成されています。また、この撮影速度では明瞭には観察できていませんが、ワイヤ側面ではクリーニング現象が起きています。電圧が21Vと低く、短絡移行なので母材表面の陽極点は溶融金属上に生じることが多く、効率的に母材に熱を与えているため、溶融池がきちんと形成されています。しかし、溶け込みは非常に浅く溶融池に吸い込まれた溶滴は溶融金属後方に急速に運び去られています。
(2)DCSP, 22V, 120A:電圧が1V高くなるだけで、短絡移行からグロビュール移行へと変化しています。電極(溶滴)表面の陰極点形成状況は短絡移行とほぼ同一で、アーク長が長い分陰極点の運動は激しくなっています。
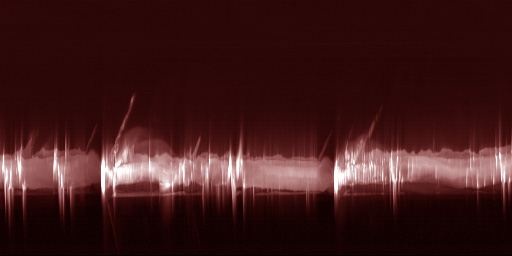
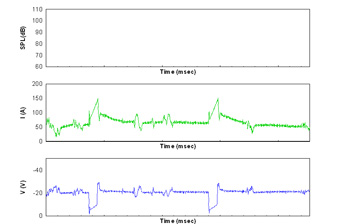
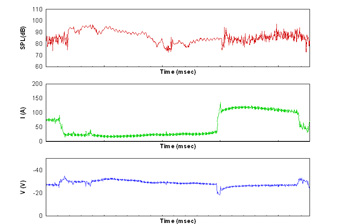
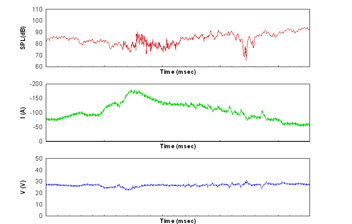
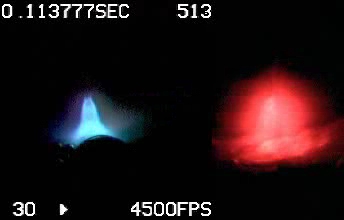
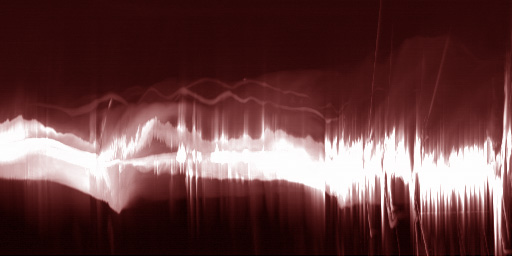
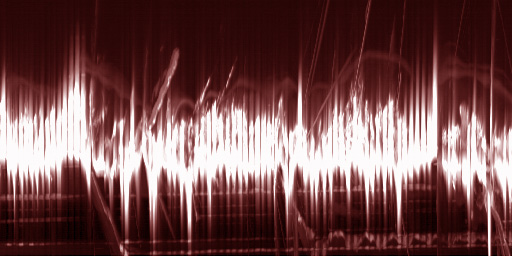
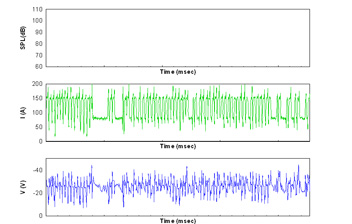
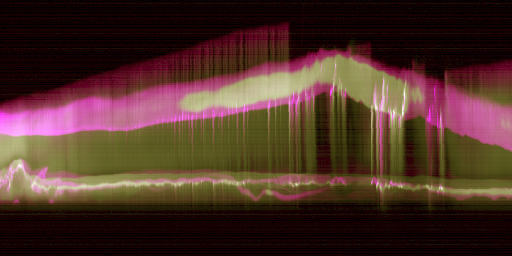
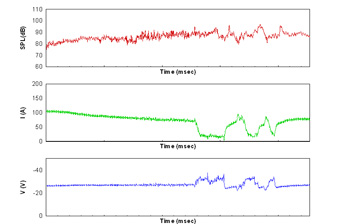
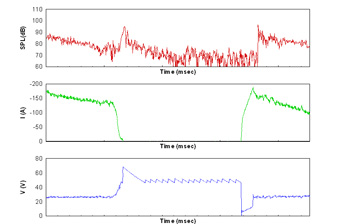
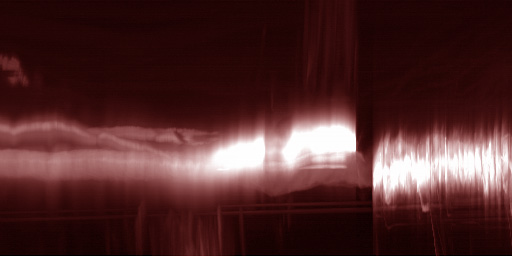
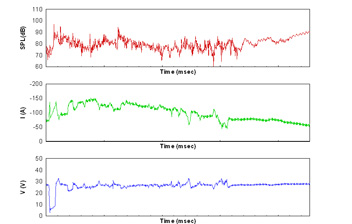
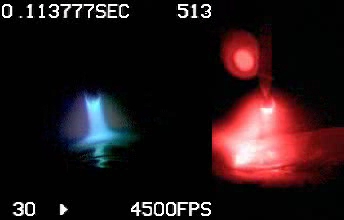
(3)DCSP, 24V, 120A:全ページの(3)と同じ動画です。電極がマイナス、母材がSUS304の場合には、陰極点は溶滴上の特定の領域に集中し、母材側へはあまり集中していないように見え、母材の温度上昇は不十分で溶融池がほとんど形成されていないように見えます。また、溶滴が母材に接触して離脱した直後にはワイヤ表面上を陰極点が走り回っているのではないかと想像できる映像が撮影されています。電流信号を見ると溶滴が大きく形成され、溶滴表面に陰極点が形成されているような状況では、流れている電流は非常に少なく、母材が十分に熱せられていないことが伺われます。
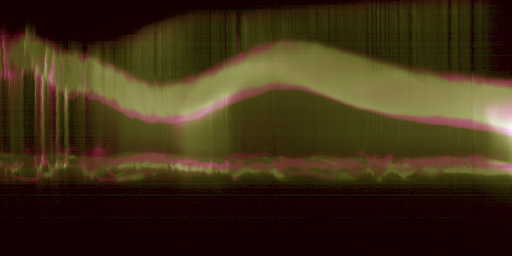
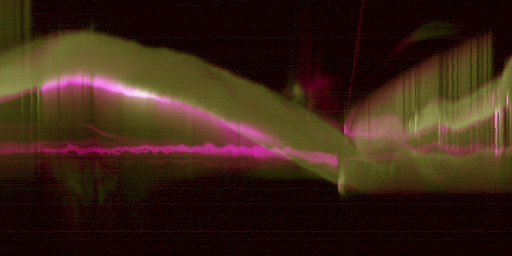
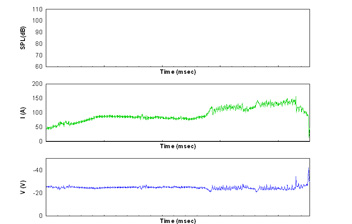
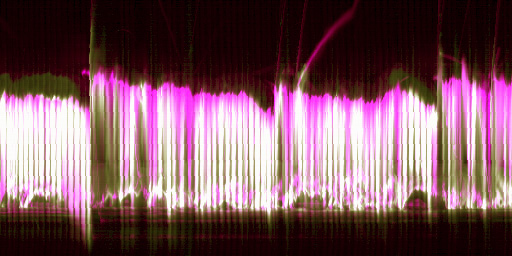
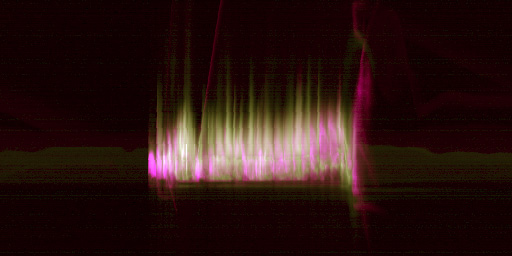
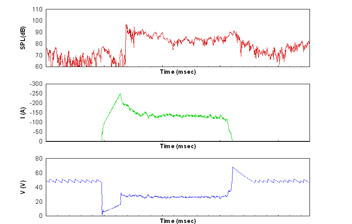
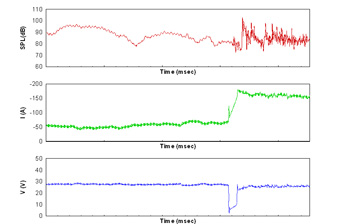
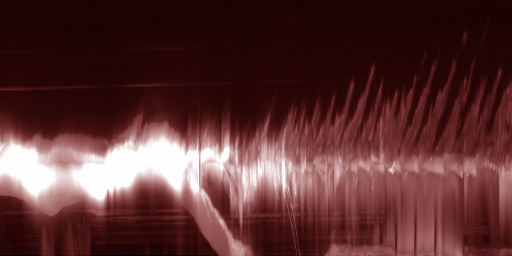
(4)DCSP, 24V, 160A:電流を160Aに増加させると、グロビュール移行とスプレー移行とを繰り返す状況に変化しています。溶融金属表面に陽極点が形成され、陽極点からプルームが発生している状況が観察できます。陽極点は、溶融金属より高温の溶滴が溶融金属に吸収される瞬間の溶滴に形成される状況が観察されます。また、ある程度落ち着いた状況では、溶融金属に接触している母材表面のクロム酸化物領域に集中する状況も観察されています。
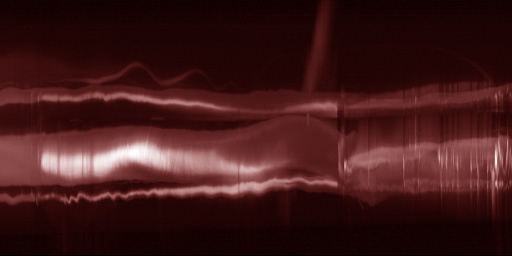
(5)DCSP, 24V, 180A:電流が180Aになると、同一電圧の160Aの場合よりアーク長は短くなり、陰極点の面積は若干広くなり、プラズマの高輝度領域の幅も太くなっています。ワイヤ側面での陰極点の形成もほとんど見られず、ワイヤからのスパッタも見られるようになっています。
(6)DCSP, 25V, 190A:電圧・電流が25V・190Aになると、アーク長は長くなり、アークは不安定になっています。溶滴はワイヤ先端部で放出され、溶融金属に入り込む割合は低く、スパッタもワイヤ先端から放出されています。
(7)DCSP, 28V, 120A:アルゴンのみではアーク長の長いグロビュール移行となります。アークは不安定で、極点は極端に動き回り、ワイヤ固体壁面の極点形成(クリーニング作用)も見られます。極点の形成状況によりアーク長が長い状態でアーク切れを時々生じており、再アーク発生もすぐに見られています。これをアーク切れと見るのか単に微小電流アークと見るのかは難しいところです。










私見ではチタンの存在が大きいのではと思っています。この実験をした当時、活性フラックスを用いると何故深溶込みになるのかについて、GTA溶接の高速度ビデオを撮影して原因を探っていました。その一環としてこの実験も行ってみました。このため、母材側プラスの条件でしか実験を行っていませんが、今思うと母材マイナスもしておくべきでした。







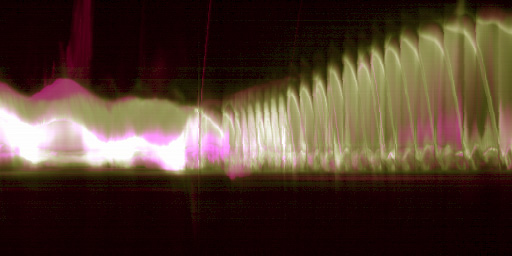



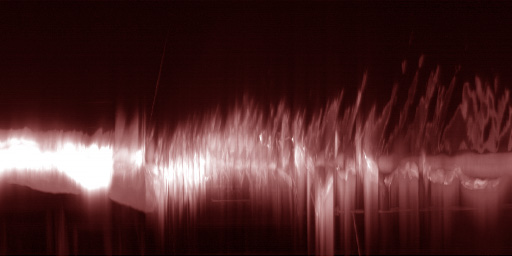
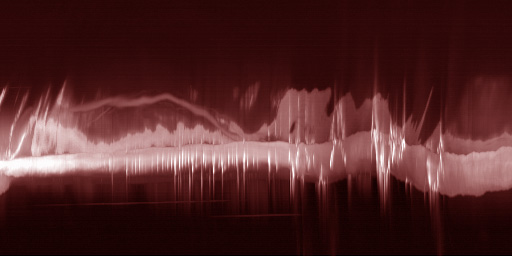
(9)DCSP, 24V, 170A+flux:(9,10)はカラー画像が撮影できていませんでした。ともに同じ溶接条件ですが、(9)ではアーク切れが生じ、(10)では電流は低いのですが、グロビュール移行が存在しています。このグロビュール移行の時点では溶融金属上に明瞭な陽極点が存在し、プルームが吹き上がっています。ヒュームもある程度発生しています。溶滴のやや後方で陰極点が存在しており、陰極点と陽極点との短い間隔でアークが持続しています。それより前方で溶滴が母材と接触して短時間短絡した後、スプレーアークが生じています。活性フラックスを塗布したGTA溶接(通称ATIG)で溶込みが深くなる理由の一つとして、アークが緊縮し陽極点領域が狭く集中してその領域の温度が高温となるため、表面張力の差が大きくなり内部の湯流れが変化して深溶込みになるという説が立てられています。この映像は極点が集中することがあるのは事実だろうという一つの証拠映像になっています。ヒュームやプルームの発生状況と流れ方及びスパッタの飛び方を見ていると、計算機科学での境界条件や基礎方程式の立て方についつい疑問を感じてしまいます。準安定な定常解を求めるのには基礎方程式は不可欠です。しかし溶接のように定常状態がほとんどない状況の時間的な変動状態を計算して理解するのは一筋縄では無理とビデオを見ていると感じてしまいます。
(11)DCSP, 24V, 180A+flux:電流が10A増加して180Aになっただけでグロビュール移行とスプレー移行の繰り返し状態になっています。陽極点が溶融金属の上に生じているのは同じであるが、アーク自体は結構不安定な状況を示しています。グロビュール移行状態では炭酸ガス溶接と同じような溶滴が生じ、陰極点の挙動も似た状態になっています。
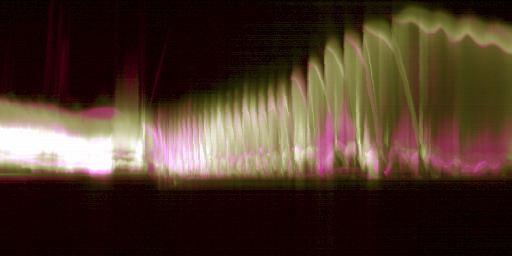
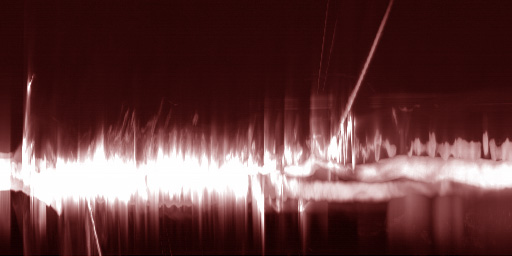
(12)DCSP, 28V, 150A+flux:電圧を高く電流を低くした状態でも、グロビュール移行とスプレー移行とを繰り返す挙動を示しています。スプレー移行時は陽極点は溶融金属上に明瞭に認められています。大きな溶滴が離脱してスパッタとなったとき、高温の溶滴周囲のガス挙動を見ると、シールドガスの流れの影響を受けることが分かります。また、この大きなスパッタは母材表面で反発跳躍していることは鉛直方向の桃色で示されている軌跡から見て取れます。動画上では溶滴の離脱と重なっているため、注意してみないと分かりにくい状態です。
次ページ 2016.7.1作成, 2021.01.21改定