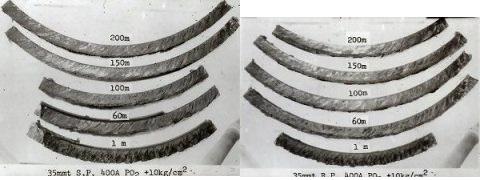
5.4高水深中の酸素アーク切断法で観測された圧力影響

右図に切断電極がプラスの場合とマイナスの場合の切断断面を示し、下図に切断面を示します。これらは各水深でのほぼ限界速度での切断結果であり、いづれの切断断面も、裏面での切断溝幅は狭くなっています。DCRP水深1mの断面は切断溝に直線性がなく、裏面が蛇行しています。これは、アークが不安定であることと、酸素と鉄との燃焼反応が不安定であることを示します。限界切断速度近傍では裏面のドロスには酸化が進んでいない金属(鉄)成分が多くなり、また、ドロスが裏面に強固に付着する傾向があります。
酸素アーク切断法は、垂下特性の電源を用いて中空電極と母材との間にアークを発生させ、同時に中空部から高速度で酸素を噴出させて切断する手法です。アーク熱と鉄の燃焼反応とを同時に利用しています。鉄の燃焼反応熱を利用して切断を行うため、雰囲気圧力が高くなると燃焼反応表面での酸素密度が増加し、切断には有利な方向に作用します。
中空電極の外側表面はフラックスでコーティングされ、このフラックスの厚みを利用して、電極と母材との距離が常に一定に保たれるようになっています。また、アーク発生部に周囲の水が進入するのを防止する効果もあります。
右図に雰囲気圧力とアーク電圧との関係を示します。直径12mmφ、内径3.2mmφ、フラックス厚さ2mmの電極を用いて、雰囲気圧力より1MPa高い圧力で切断酸素を供給し、電流値400Aで板厚35mmの鋼管を切断した場合の結果です。アーク電圧はほぼ圧力の平方根に比例して増加し、電圧の変動幅も同様に増加しています。サイリスタ制御の電源を2台直列に接続して使用したこともあり、電圧の変動は非常に大きいのですが、電流メーターで読み取る平均電圧及び平均電流値は比較的安定な値を示しており、電極と切断する母材の距離を決定するのがフラックスの厚みであり、この厚みが安定していることにより平均アーク電圧も安定していると考えています。
右図に雰囲気圧力と限界切断速度および電極消耗速度との関係を示します。限界切断速度は最初圧力の増加にともなって増加し、水深が100mを超えると逆に減少する傾向を示します。一方、電極消耗速度は実験した水深の範囲内ではほぼ単調に増加し、その増加率は限界切断速度より小さい値を示しています。切断電流や切断酸素圧力の適正条件は雰囲気圧力により異なります。雰囲気圧力より1MPa高い酸素圧力は、大気圧では高すぎて電極先端部では音速で噴出します。切断酸素圧力と水圧との差圧が一定という条件では、水深が深くなるのに従い相対的な酸素圧力が不足してきます。流路抵抗などによる圧力損失を無視して計算すると、丁度水深が100mを越したところで電極先端部での噴出速度は音速以下になります。限界切断速度が水深100m付近で最大となるのは、それ以上の水深(雰囲気圧力)溶融金属を除去するための酸素の運動エネルギーが不足する事が一つの原因と考えています。電極の消耗速度には、酸素密度は大きく影響し、酸素の運動エネルギーはほとんど関係しないと考えると、実験結果が理解しやすくなります。
切断速度を切断棒の消耗速度で除した値は運棒比と等しくなり、1本の切断棒でどの程度の長さを切断できるのかの目安となります。各限界切断条件での運棒比をプロットすると、電流400A、酸素圧+1MPaの条件では、水深の増加とともに運棒比は増加し、水深100m付近で最大となっています。それより深い水深では、逆に低下する傾向を示します。35mm板厚を350A切断酸素圧+0.5MPaで切断した場合には、増加は非常に小さく、150m程度からやや低下します。45mmt、350A、+0.8MPaという条件では水深による影響はほとんど現れていません。酸素アーク切断は、切断材表面部の温度と切断酸素の流れ方(速度と運動量)が重要なファクターであり、その効果は雰囲気圧力により異なります。この結果、切断すべき鋼管の板厚に対して、切断電流と切断酸素圧には適用水深に応じた適正な値があり、その値の切断条件を選定すると切断能力は向上することを示しています。
右図は切断水深と限界切断速度における単位切断長さあたりに投入された電気エネルギ量との関係です。実験を実施した当時は、水深60m程度のところでの切断を実施することを念頭にしていたので、この水圧で確実に切断できる条件を中心に実験をしました。その結果、水深60m程度のところでの確実な切断条件が水深100mの水圧では限界的な条件となり、水深100m相当の雰囲気圧力で単位切断長さあたりに必要な切断酸素量が最も低くなっています。電流400A, 板厚35mmt, 酸素圧+1MPaの切断条件では、電極がマイナスよりプラスのほうが消費した酸素量は少なくなっています。これは前述したように限界切断速度が速くなっているためです。
右図に切断酸素圧力と限界切断速度との関係を示します。ここまではアークの温度に対する雰囲気圧力の影響については全然言及してきませんでした。実際には圧力が増加すると、プラズマ温度は上昇します。同じ電流値を使って切断能力の比較をしてきました。同じ電流値では、水深が深くなり圧力が高くなるほどアークは緊縮し中心部の温度は高くなり、その結果アーク電圧が増加します。切断酸素噴流は鉄と酸素との燃焼反応により熱を生み出します。しかし、高圧の状態から相対的に低圧の環境へと噴出する際には、断熱膨張となりガス温度事態は冷却されます。また、ガスの噴出速度も速いために切断棒を冷却する効果も見逃せません。切断母材を冷却する効果も存在します。それらを補償するだけの熱量がアークにより与えられているか否かが切断効率に大きく影響します。また、切断酸素噴流自体もあまり高い圧力で供給され、音速を超えるような速度になると出口で乱流となり効率は低下してしまいます。
これらの複合効果で、切断酸素圧力には各切断条件に対する最適値が存在していると考えています。
(5.5溶極式WJ切断) 2013.11.25作成 2020.1.26改訂