5.8 高水深中における切断実験(3)鋼管切断1
切断棒の交換作業時に切断棒の中空部に水が進入すると、切断能力が低下します。このため、自動化を図る場合には、切断棒を水中で交換する作業がネックとなります。切断棒を交換せずに、完全に切断作業を終了させることが好ましいのですが、切断棒の消耗速度と切断能力は水深の増加により変化し、これらの量のばらつきはある程度大きいために慎重に決定する必要があります。前節迄に示したように、改善策としてあらかじめ複数の電極をセットしておいて、切断の進行切断トーチを自動的に切り替えるシステムを検討しました。本節では12mmφの切断棒を用いた実験結果を示します。

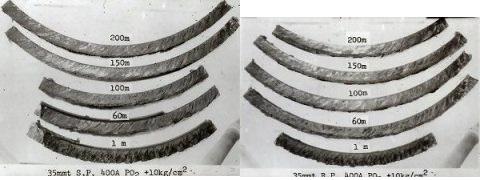
板厚35mmの鋼管を、外径12mm、内径3.2mmの切断棒をマイナス(DCSP)、電流400Aにし、切断酸素圧を水深相当圧力+1MPaという条件で鋼管を切断した切断裏面(鋼管表面)を右の写真に示します。水深1mから60m程度の水深では、切断酸素圧力が高すぎるため、切断裏面は蛇行する傾向を示します。水深が100mから200mの範囲では直線性が良くドロスの付着も少ない切断ができています。

右の写真に示す切断棒プラス(DCRP)の条件で切断した切断裏面は、何れも直線的に切断されており、高圧でのドロスの付着の仕方が、切断棒マイナスの場合とは異なる様相を示すことが分かります。切断棒の消耗(溶融)速度は水深により異なる値となります。ここに示した両極性の切断結果はほぼ限界切断速度での結果であり、切断後に測定した値から運棒比を水深と一緒に記録しています。DCRPの方が運棒比は高いのですが、200mではDCSPと逆転しています。

右図に、上で示したDCSPとDCRPの切断断面を示します。これらは各水深でのほぼ限界速度での切断結果であり、いづれの切断断面も、裏面での切断溝幅は狭くなっています。DCRP水深1mの断面は切断溝に直線性がなく酸素と鉄との燃焼反応が不安定であることを示し、結果的に裏面が蛇行しています。限界切断速度近傍では、裏面のドロスには金属(鉄)成分が多くなり、強固に付着する傾向があります。
各水深でのほぼ限界速度での切断面を示します。電極がプラスの場合もマイナスの場合にも水深が深い条件での切断表面には、スラグの付着は少ししかありません。水深が深くなると、酸化物層表面を高速で流れる切断酸素の圧力(密度)は、水深相当圧力と等しい圧力に増加し、酸化反応は水深圧力に応じた強さで反応します。反応速度と反応で生じる熱量も増加します。このため、切断棒の消耗速度は増加し、切断速度も増加することになります。 これらの切断長さは、ほぼ同一の長さの切断棒で切断した結果であり、より長く切断している極性と水深とが切断効率が良いことを示します。
これらの切断長さは、ほぼ同一の長さの切断棒で切断した結果であり、より長く切断している極性と水深とが切断効率が良いことを示します。
右図にこれまでに示してきた切断結果から求めた、各水深での限界切断速度を示します。切断棒がプラスのほうが限界切断速度は速くなっています。この条件では水深100m程度で最大となり、より深い水深では限界切断速度は低下する傾向を示します。切断棒がマイナスの場合には、プラスの場合より切断速度は遅いものの、水深の増加に伴い増加しています。
 切断能力は、切断材の板厚、切断電流、切断酸素圧などで変わってきます。400Aの大電流で切断する場合には、切断酸素圧を高くした場合に切断能力は高くなります。
切断能力は、切断材の板厚、切断電流、切断酸素圧などで変わってきます。400Aの大電流で切断する場合には、切断酸素圧を高くした場合に切断能力は高くなります。
切断棒端面での切断酸素圧力は、ほぼ環境圧力に等しくなるために、同一電流では切断酸素圧が異なっていても切断棒の消耗速度はあまり変化しません。切断酸素圧が低いと高速度切断で溶融金属を除去するための運動量が不足し、切断能力は低下します。電流が350Aと小さくなると、より低い酸素圧を用いたほうが効率が良くなります。また、板厚が薄いほうが必要な切断酸素圧力は低くなります。水深が増加すると切断棒の消耗速度は水深に比例して増加しますが、限界切断速度も増加します。
切断速度を切断棒の消耗速度で除した値は、運棒比と等しくなり、1本の切断棒でどの程度の長さを切断できるのかの目安となります。各限界切断条件での運棒比をプロットすると、電流400A、酸素圧+1MPaの条件では、水深の増加とともに限界運棒比は増加し、水深100m付近で最大となります。それより深い水深では低下する傾向を示します。35mm板厚を350A+0.5MPaで切断した場合には、増加は非常に小さく、150m程度からやや低下します。45mmt、350A、+0.8MPaという条件では水深による影響はほとんど現れていません。切断すべき鋼管の板厚に対して、切断電流と切断酸素圧には適用水深に応じた適正な値があり、その値の切断条件を選定すると切断能力は向上することを示しています。
切断棒の交換作業時に切断棒の中空部に水が進入すると、切断能力が低下します。このため、自動化を図る場合には、切断棒を水中で交換する作業に注意が必要になります。切断棒を交換せずに、完全に切断作業を終了させることが好ましいのですが、切断棒の消耗速度と切断能力は水深の増加により変化し、これらの量のばらつきはある程度大きいために慎重に決定する必要があります。

右図に切断水深とアーク電圧の関係を示します。45mmtの鋼管を切断棒プラス、切断酸素圧を水深相当圧+1MPAにした場合の結果です。電源がサイリスタ制御のため、電圧自体は大きく変動しています。水深の増加とともにアーク電圧は増加していますが、増加の度合いは水深が深くなると低下する傾向を示します。水深を対数で表示すると、電圧の増加はほぼ直線的になります。アークの世界では雰囲気圧力は対数で表示することが一般的ですが、対象としている水深がせいぜい200m程度なので、結果はデカルト座標系で示しています。
右図に溶接棒の極性とフラックスの厚さがどの程度、アーク電圧に影響するのかについて調べた結果を示します。浅い水深では電極がプラスでもマイナスでもほぼ同じ電圧値ですが、水深が増加するのにつれて両者の差は大きくなり、電極プラスの場合はアーク電圧の増加の度合いが高いのに対して、電極マイナスの場合には増加の度合いは若干低くなっています。
電極の溶融速度は電圧の増加の度合いよりも低く、切断棒の溶融速度は電流と切断酸素圧とに影響されることがわかります。

右図は水深に対するアーク電圧の増加がどのような関係にあるのかについて分かりやすくするために、水深相当圧力を対数で表示した例です。ほぼ直線的にアーク電圧が増加していることが分かります。
アーク電圧の丸印はアナログ電圧計で測定した値を表示し、上下の変動幅はオシログラフで測定した電圧波形の上下変動からプロットしています。水深30m以深で変動幅が大きいのは、切断中の圧力変動が影響した可能性もあります。大量の切断酸素をチャンバ内に供給しているため、内部圧力を一定に保つために排気手動で行っています。実験はほとんど一人で行っていましたので、高圧で手動により圧力を制御するのに余裕がない場合も多々ありました。
右図に水深と切断棒の比溶融速度との関係を示します。比溶融速度はやはり電極プラスのほうが高くなっています。電極マイナスの場合には、水中及び高圧気中で実験を行っていますが、水中でも高圧気中でも切断棒の比溶融速度はほとんど同じ傾向を示しています。
特性曲線で比較するともっともらしい結果になっていますが、実際にはかなりな変動幅があり、高圧気中と水中とで特性曲線で示すような相違があるか同化については自信はありません。30cm程度の浅い条件での切断では水中のほうが切断棒の比溶融速度が高いのは確かで、水深が深くなると水中のほうが若干低い傾向はありました。

右図に水深と切断棒の溶融速度との関係をまとめた結果を示します。データにばらつきはあるものの、水深の増加に伴い切断棒の溶融速度は増加しています。12mmφ400Aについては変動幅も示しています。電極プラスの下限と電極マイナスの上限がラップしていますが、平均値では明確な相違が存在しています。
水深が150m以上深くなると、電極プラスでは増加の度合いが若干鈍っており、電極マイナスではあまり鈍ってはいません。この理由についてもあまりぴったりとする説明は、自分の中ではできていません。
次ページ(5.9 高圧鋼管切断2) 2013.11.25作成 2017.5.5改定