5.2高圧力中GTA(ティグ)溶接
GTA溶接は、アークの安定性が良いことや自動化が容易なことなどから、高気圧溶接に多く利用されています。従来は手溶接が主流であったことから、潜水作業士に麻酔作用を及ぼす恐れのあるアルゴンガス(以後Arと略記する)は敬遠され、ヘリウムガス(以後Heと略記する)をシールドガスとして用いる傾向がありました。しかし、高気圧環境で質量が軽く電離電圧の高いHeをシールドガスとして用いると、アーク起動の困難さやアーク電圧の増大、電極消耗量の増大、熱損失の増加、ヒューム量の増加など、数多くの問題が生じます。Arでも同様な問題は生じますが、その影響はHeに比較すると小さく、最近ではArを用いた自動溶接作業が主流となっています。
1 アークの起動と電圧特性
通常は高周波発生装置を用いてアークを発生させますが、雰囲気圧力(摘要水深)の増加に伴い絶縁破壊電圧が増加します。また、電極の消耗速度は雰囲気圧力が高いほど大きく、アーク起動時の熱衝撃で消耗する割合も大きくなります。このため、アーク起動時には電極を母材に接近させ、電圧・電流も下げてアークを起動し、起動後に本来の位置までトーチを引き上げ、電圧・電流も設定条件まで引き上げる方法が採用されます。
右図に雰囲気圧力とアーク電圧との関係を示します。使用した電流は100Aとし、電極先端−母材間距離(アーク長)を1.5, 3, 4.5mmの3段階に変化させて測定しています。GTA溶接の場合、アーク長が長くなるとアーク電圧は増加し、同一電流値と同一アーク長さで比較すると、アーク電圧は雰囲気圧力の増加に伴い上昇し、平方根に比例する傾向を示します。しかし、この傾向は溶接条件により異なり、平方根に比例しない場合も多くあります。また、低気圧アークでは逆に雰囲気圧力が低下するとアーク電圧が上昇する傾向を示します。シールドガスが異なるとそのガス成分の電離電圧の相違から、アーク電圧は異なります。電離電圧の高いHeの場合は、電離電圧の低いArより、も同一電流値で比較するとアーク電圧が5割程度高くなります。
 グラフは一般的に、座標系のとり方と表示範囲の選定しだいで、見た目の印象が大幅に変化します。右図は、右上図とまったく同じデータを、横軸の水深圧力の座標軸に対数座標軸を採用した結果です。デカルト座標では電圧の増加が飽和するように感じられるのに対して、対数座標では電圧は右肩上がりで増加しています。実験をして現象を観察した感覚では水深が30から50メートル程度の圧力で現象が変化すると感じていましたが、これらの図でもなんとなくその水深付近で傾向が変化しているように感じています。
グラフは一般的に、座標系のとり方と表示範囲の選定しだいで、見た目の印象が大幅に変化します。右図は、右上図とまったく同じデータを、横軸の水深圧力の座標軸に対数座標軸を採用した結果です。デカルト座標では電圧の増加が飽和するように感じられるのに対して、対数座標では電圧は右肩上がりで増加しています。実験をして現象を観察した感覚では水深が30から50メートル程度の圧力で現象が変化すると感じていましたが、これらの図でもなんとなくその水深付近で傾向が変化しているように感じています。
 右図はここまで示したものと同じデータを縦軸は同じアーク電圧とし、軸横にアーク長(電極−母材間距離)を用いて表示しています。アーク溶接は軟鋼平板材に実施しているため、条件によっては溶融金属が盛り上がっていたり、あるいは掘り下げられていたりして、水冷銅板上のアーク電圧特性とは少し異なっている可能性はあります。しかし、ほぼ全ての雰囲気圧力においてアルゴン(黒線)もヘリウム(赤線)もアーク長に直線的に比例して増加しています。アーク長を3段階にしか変えていないために、この結果の正しさについては確信を持てませんが、雰囲気圧力が異なってもアーク長さ増加による電圧上昇は全て同じ傾きを有しています。アルゴンよりヘリウムの方が電圧増加の傾きが高いというのも納得できる結果になっています。極端なことを言えば、傾きの線をアーク長0のところに外装して得られる電圧が、陰極降下と陽極降下の値を合算したものに等しくなれば話は簡単ですが、今のところはたまたまこのような結果が得られたとしか考えていません。実際、使用する電極素材、先端部形状、シールドガス成分と流量、母材、電源特性などが異なれば、全然異なる実験結果が得られています。
右図はここまで示したものと同じデータを縦軸は同じアーク電圧とし、軸横にアーク長(電極−母材間距離)を用いて表示しています。アーク溶接は軟鋼平板材に実施しているため、条件によっては溶融金属が盛り上がっていたり、あるいは掘り下げられていたりして、水冷銅板上のアーク電圧特性とは少し異なっている可能性はあります。しかし、ほぼ全ての雰囲気圧力においてアルゴン(黒線)もヘリウム(赤線)もアーク長に直線的に比例して増加しています。アーク長を3段階にしか変えていないために、この結果の正しさについては確信を持てませんが、雰囲気圧力が異なってもアーク長さ増加による電圧上昇は全て同じ傾きを有しています。アルゴンよりヘリウムの方が電圧増加の傾きが高いというのも納得できる結果になっています。極端なことを言えば、傾きの線をアーク長0のところに外装して得られる電圧が、陰極降下と陽極降下の値を合算したものに等しくなれば話は簡単ですが、今のところはたまたまこのような結果が得られたとしか考えていません。実際、使用する電極素材、先端部形状、シールドガス成分と流量、母材、電源特性などが異なれば、全然異なる実験結果が得られています。
以上に示してきた結果は軟鋼に対してのGTA溶接した結果です。アーク現象やタングステン電極の消耗などについての知見を得る目的で、低圧条件も含めて小型圧力容器内で水冷銅電極を用いて得られた雰囲気圧力とアーク電圧との関係を、右図に示します。
雰囲気圧力が増加すると、気体分子数は増加し互いの分子が衝突する頻度は圧力に応じて高くなり、衝突して次に衝突するまでに飛行できる距離(平均自由行程)は短くなります。同一熱温度で比較すると、圧力雰囲気が高いほど、衝突頻度の増加による熱損失で電離度は低下します。 この結果、高圧力雰囲気で同一電流を流すには、より高いアーク電圧が必要と説明できます。
この結果、高圧力雰囲気で同一電流を流すには、より高いアーク電圧が必要と説明できます。
大気圧より低い雰囲気圧力では、同一体積内に存在するガス成分の数が減少し、衝突頻度が下がり、平均自由行程は長くなります。同一温度で比較すると、電離度は増加しますが、電流を流す主成分である電子数そのものの総数が圧力に応じて減少するため、同一電流を流すにはより高温で電離した電子数を増やすことが必要になりアーク電圧が上昇すると説明できます。
右上図は、電流容量の小さい電源で行った実験結果で、低圧雰囲気中でのアーク電圧の増加が顕著な一例です。

右図に、以上で説明してきたデータの一部とより真空度の高い(雰囲気圧力の低い)環境で実験した結果をまとめて表示します。大気圧以下の条件での結果は、圧力チャンバ内を一旦高真空にしシールドガスで置換した環境で、シールドガスは流さずにアークを出しています。大気圧以上のみのアーク電圧データはシールドガスを流しながらアークを発生させています。
アーク電圧は、用いる電源の容量と電極の太さ及び先端の角度に大きく影響されます。水冷銅板に30Aのアークを流した条件では、容量の小さい電源を用いた結果であり、アーク電圧は真空度の増加とともに急激に増加しています。 低圧条件でシールドガスを流しながらの実験では、アークプラズマ領域の真空度が不明となりますから、シールドガスは流さずにアークを発生させています。シールドガスは流していない場合には、電極コレット部近傍で絶縁破壊し、そこで陰極点が形成されコレット部が溶融して電極に溶着する事故が発生しました。このことから0.01MPaより低い圧力での実験は中止しています。右上図に電極−母材間距離とアーク電圧との関係を異なる圧力、電源と電極素材で調べた結果を示します。この場合には、傾きには統一性が無く、上に示した結果が、たまたまと言うことを証明しています。
低圧条件でシールドガスを流しながらの実験では、アークプラズマ領域の真空度が不明となりますから、シールドガスは流さずにアークを発生させています。シールドガスは流していない場合には、電極コレット部近傍で絶縁破壊し、そこで陰極点が形成されコレット部が溶融して電極に溶着する事故が発生しました。このことから0.01MPaより低い圧力での実験は中止しています。右上図に電極−母材間距離とアーク電圧との関係を異なる圧力、電源と電極素材で調べた結果を示します。この場合には、傾きには統一性が無く、上に示した結果が、たまたまと言うことを証明しています。
右に電極素材の違いがアーク特性に及ぼす影響を示します。トリア入り電極がその性能の優秀さゆえに一般的に使われてきましたが、最近では放射性があることからセリウム酸化物あるいはイットリウム酸化物を用いた電極が市販されています。下図に示す水冷銅板上に発生させたアークの状況のように、電極をかなり尖らせて実験した結果です。電極を尖らせている理由は、アーク放電中の電極先端部の温度変化をなだらかにし、放電後の表面状態の違いをSEM観察するためです。
大気圧以上の高圧環境では素材の違いはほとんど無いように思われます。しかし、1気圧より低い雰囲気圧力では素材によりかなり異なった結果が得られました。
 雰囲気圧力が高い場合には、陰極点はアーク先端部に集中し、電極素材が異なってもアーク形状は比較的同じ形状となります。このため、アーク電圧には電極−母材間距離が大きく影響します。一方、低気圧雰囲気で、電極−母材間距離が短い場合には、プラズマから影響される電極温度分布とその温度分布による電極の電子放出特性に、アーク電圧は大きく影響されます。右図に示されているように電極−母材間距離が3mm以下の場合には、アーク電圧はほぼ同じ値を示しており、電位の変化は電極部近傍のプラズマによる影響が大きいことを示しています。このことは下に示すアークの状況からも理解できます。
雰囲気圧力が高い場合には、陰極点はアーク先端部に集中し、電極素材が異なってもアーク形状は比較的同じ形状となります。このため、アーク電圧には電極−母材間距離が大きく影響します。一方、低気圧雰囲気で、電極−母材間距離が短い場合には、プラズマから影響される電極温度分布とその温度分布による電極の電子放出特性に、アーク電圧は大きく影響されます。右図に示されているように電極−母材間距離が3mm以下の場合には、アーク電圧はほぼ同じ値を示しており、電位の変化は電極部近傍のプラズマによる影響が大きいことを示しています。このことは下に示すアークの状況からも理解できます。
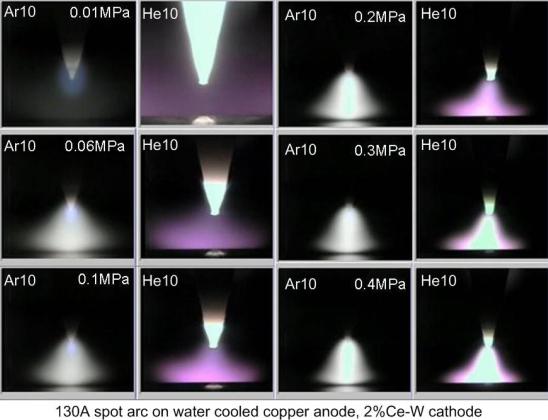
アルゴンはヘリウムに比較すると平均自由工程が短く、仕事関数も低いため、電離再結合の頻度がヘリウムより高く、放射光が多くなりアークは明るく輝いて見えます。雰囲気圧力が低下すると平均自由工程は長くなることにより衝突頻度も格段に低くなり、アークプラズマからの発光強度は低下しアークは暗くなります。一方、平均自由行程が長くなることから、アーク中心部から離れた領域にも高温度の分子やイオンが到達し、電極表面に衝突する高温粒子の頻度は増加します。高圧雰囲気中では、平均自由行程が短いため高温度の粒子が電極表面に衝突する頻度は低くなります。電極温度より低い粒子が電極表面に衝突する頻度は高く、高圧条件では結果的に気体へと散逸(伝導)する熱量は高く、逆に低圧雰囲気では気体粒子との衝突頻度は低く電極から散逸する熱量も低くなります。これらの結果、上図に見られるように、アーク形状にはシールドガスと雰囲気圧力が大きく影響します。
右図は1970年代後半に電極先端から約0.5mmの位置におけるアーク直径が雰囲気圧力によりどのように収縮するのかを測定した結果です。各雰囲気圧力で、水冷銅板へ100Aのアークを発生させて測定しています。アーク直径は、スリット結像法によって得られた分光写真から480.6nmのArIIの帰線スペクトル強度分布を求め、その半値幅から求めています。横軸の雰囲気圧力は対数表示にしてあります。当時は単に雰囲気圧力によりアークが緊縮しますということを数値的に示すことしか考えていなかったように思います。現時点の私の感覚では、直径の減少度合いは少しはなはだしすぎるように感じます。軸対象の分布が電極先端側に収縮もしていますので、どちらの影響によるのかは即断できません。しかし、雰囲気圧力が増加するとアークが緊縮する傾向は確認できます。
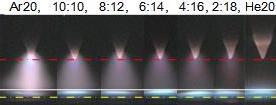
右画像は電極−母材間距離(以下アーク長)が3mm一定で、アルゴンとヘリウムとの比率を変えたシールドガスを用いて100AのアークをSUS304に発生させた状況です。溶接アーク自体は撮影方法により感じが大きく変化するので、映像からのみ主観的にシールドガスの影響を考察するのはあまり感心しません。特にヘリウムからの発光はあまり強くは無く、通常は蒸発した金属成分の再結合による発光にヘリウムからの発光は消されてしまいます。右の映像は電極表面の状態をきちんと観察する目的で、電極近傍の金属からの発光を出来るだけ撮影しないようにした映像です。ヘリウム成分が70%から80%になるとプラズマ発光状況と電極状況が変化していることがわかります。アルゴン100%の場合には母材表面の蒸発金属の影響ははっきりしませんが、蒸発はしています。ヘリウム成分が50%を超えると溶融池表面の状況は観察しやすくなり、蒸発金属に起因する発光が明瞭に観察できます。
これらの一連の実験で得られた画像及び実験終了後に電極のSEM写真から、アーク発生中の電子放出領域の面積を判定しました。電子放出領域の温度が同じと仮定して、流れたアーク電流を放出するのに必要な電子密度の温度を計算した結果が右の図です。
大雑把な推算ですが、アルゴン25%ヘリウム75%のところで電極温度が大きく異なっていることが分かります。ヘリウム比率が一定値を超えると、電子放出領域より上側の電極側面に衝突する高温度粒子が増加し電極全体を高温度に保つ傾向が考えられます。一方、アルゴンリッチなシールド条件では、電極に衝突するガス粒子温度は低く冷却効果が高いと考えられます。
アルゴンとヘリウム混合の影響を定量的に計測する最も簡単な方法は、アーク電圧を測定することです。右はアーク長3mm電流100Aの場合に、ヘリウムの混合率とアーク電圧との関係を測定した結果の例です。アルゴン単体ではアーク電圧は低い値ですが、ヘリウムを混合するとアーク電圧は増加します。シールドガス中のヘリウム比率が75%程度で増加の度合いが上昇しています。この比率よりヘリウムが多い場合には電極先端温度が低下する傾向を示していることから、プラズマ内の温度分布なども変化している可能性があり、詳細に検討すべき現象だと考えています。雰囲気圧力が大気圧から2.5気圧、4気圧と上昇しても同じ傾向を示します。
電流とアーク電圧との関係はシールドガス成分により異なる傾向を示します。4気圧(0.4MPa)アーク長3mmの場合には、アルゴンシールドでは30Aから130Aの範囲では電流値が高いとアーク電圧は増加する傾向を有するのに対して、ヘリウムとアルゴンを等量服務シールド条件では電流値に関わらずアーク電圧は一定となっています。一方、ヘリウムの方が多いシールド条件ではアーク電流が低い場合にアーク電圧が高く、電流値が大きくなるとアーク電圧は低下する傾向を示します。このような面白い傾向を示すのは、電極温度分布が大きく影響しているはずと考えて、アーク発生中の映像と発生後の電極表面のSEM写真を観察して考察しましたが、なかなか決定的な結論を得るまでには至っていません。
右図は水冷銅板上に発生させたアルゴンアークの雰囲気圧力とアーク電圧との関係です。この場合には大気圧近傍がアーク電圧が最も低く、高圧及び低圧でアーク電圧は増加する傾向を示しています。高圧条件では陰極領域は電極先端部に集中し、アーク電圧の増加はプラズマ領域での衝突頻度の増加に起因しています。一方低気圧状態では、同じプラズマ温度で比較すると電離度は上昇しますが電子密度そのものは低下し、同じ電流値を保つにはより多くの電子を放出する必要があり、そのためには電極温度が上昇している必要があります。また、電子密度が半分の場合に、同じ電流を流すには2倍の電圧が必要になります。以上二つの理由が低圧でアーク電圧が増加する理由と考えています。
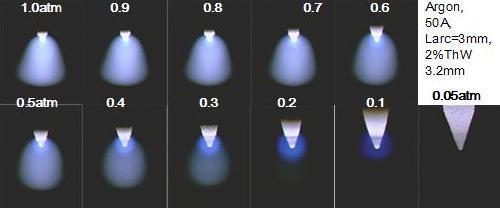
右映像はアーク電流が50Aの場合の各雰囲気圧力でのアーク発生状況を撮影した例です。映像を見る限りでは、上に示したアーク電圧上昇の理由が当てはまっているように思いますが、確実な証拠は示せてはいません。
下に示す映像は、様々な形状のトリア入りタングステン電極に対して、大気圧条件でアルゴンをシールドガス、アーク電流100Aを流した場合の結果の例です。
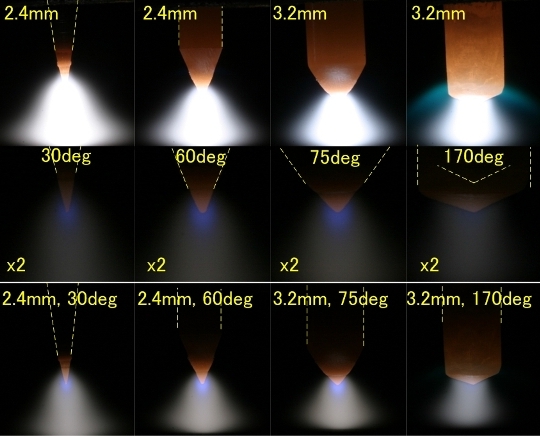
上段と下段は同じサイズの映像で、露出時間を変えたもの。中段は露出時間が最も短い映像の電極先端領域を2倍に拡大表示したものです。電極直径と先端部形状が異なると、同じ電流100Aを流した場合に先端部温度は異なります。先端部温度が高いと電子放出能力は高く狭い領域から100A分の電子が放出できます。一方、先端部温度が低いと電子放出能力は低く、より広い面積から電子を放出しなければなりません。詳細については、「5.2 タングステン電極」の項目の後半部分で議論しています。
| ・画像をクリックすると別画面で動画が再生されます。 | |||
|---|---|---|---|
| 3気圧 | 異常消耗 | リム生成 | リム生成 |
 |
 |
 |
 |
 |
 |
 |
 |
雰囲気圧力が増加するとアークは電極先端部に集中し、プラズマコラムの部分も緊縮して輝度も高くなります。特にHeを用いた場合には、200Aから300Aの高電流域でアークの電極先端部分の輝度が一段と強くなる事が観察されます。水中溶接でGTA溶接法を選定していた理由は、U型開先の初層部を溶接するのに、溶け落ちを起こさずに確実に裏波を形成させる方法としてGTAが最も確実だったからです。現在ではレーザとアークのハイブリッドにより狭開先で確実に裏波溶接が可能となっており、GTAを利用する意義はほとんどなくなっています。しかし、20世紀後半の時代においてはGTA溶接が唯一の確実な手法であり、鋼管全周を1時間程度掛けて溶接していました。この溶接を実施している最中に電極先端部が消耗して、溶接性が損なわれることが大きな問題となっていました。当時から、電極がどのような機構で消耗しているのかについてきちんと理解したいと考えていました。
21世紀に入り高速度ビデオなど現象を解析するのに便利な装置をある程度手軽に利用できる環境になったこともあり、機会を見つけては消耗機構に関係した映像を取得してきており、その内の一部を2016年10月にTWRで「Ogawa Yoji, "Consideration of Gas Tungsten Arc Behavior during Ignition Stage" を 10th International Conference on Trends in Welding Research (TWR2016)」として発表しています。
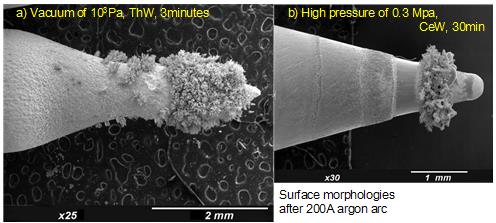
右図に0.01気圧と3気圧の条件で、雰囲気中に意図的に0.1%の空気を混入させてアーク放電を行なった場合に、電極がどのように消耗するのかを調べた結果を示します。真空状態では電極温度は全体的に増加するため、酸化反応が多くの部位で発生し、損傷は広い範囲に生じています。高圧条件では、電極先端部のみが酸化に関係する温度までには上昇せず、損傷する領域は電極先端部に限定されています。
右図に各溶接条件における雰囲気圧力と電極先端部の単位時間(1分間)当りの消耗重量との関係を示します。横軸の雰囲気圧力と縦軸の消耗速度はともにデカルト座標で表示しています。大気圧の溶接では電極の消耗速度は低くいためデカルト座標系では、溶接条件の違いによる消耗速度の違いは明確には判別できません。高気圧での溶接では消耗速度は増加し、特にヘリウムシールドで大電流を用いた場合に大きく消耗しています。
100A程度の低い電流値で溶接した場合には、電極の消耗速度は全体的に低い値となっており、雰囲気圧力が高くなると増加する傾向はこの図ではわずかに認められる程度となっています。
 大電流を用いた場合には消耗速度は顕著に増加しています。デカルト座標系では小さい値の違いが明確には把握できないため、右図には横軸縦軸ともに対数表示して示します。空色の直線にデータが載れば雰囲気圧力の増加に比例して消耗速度が高くなることを意味します。緑色で引いた線の傾きにデータが載れば雰囲気圧力の平方根に比例して消耗速度が増加することになります。
大電流を用いた場合には消耗速度は顕著に増加しています。デカルト座標系では小さい値の違いが明確には把握できないため、右図には横軸縦軸ともに対数表示して示します。空色の直線にデータが載れば雰囲気圧力の増加に比例して消耗速度が高くなることを意味します。緑色で引いた線の傾きにデータが載れば雰囲気圧力の平方根に比例して消耗速度が増加することになります。実際の消耗データはばらつきが大きく、どちらのカーブにもフィットしていないように見えます。最近の超高速度ビデオによる観察結果では、アーク始動時期(絶縁破壊時=例陰極状態)の消耗はある程度存在していることが分かっています。また、シールドガス中の酸素分圧が増加すると電極の消耗が以上に大きくなることも分かっています。高雰囲気圧力のヘリウムシールド条件で電極の消耗速度が大きいのは、酸素分圧が高くなっているためと考えています。
電極が消耗して、電極先端部の形状が変化するとアークの発生形態が変化し、結果としてビード形状も変化します。このため、電極の消耗は極力抑える必要があります。この電極消耗量増加の一因は電極の局所的な温度上昇です。電極の冷却方式を改良して冷却効率を上げ、先端部形状を工夫する事により、電極の消耗を低下させる事が期待出来ます。一旦アークを発生させた電極側面部には、内部からトリアなどが析出しており、溶接終了後の冷却過程で側面部に多くの結晶系の小さな突起が存在します。一旦アークを発生させた電極を再度使用する場合には、アーク再始動時にこれらの小突起が電極側面領域から剥落している様子が超高速度撮影で得られており、溶接開始時点での電極の消耗は主にこれら側面部の付着物の剥落によると考えています。
3 ヒュームの発生
右図に電流とヒューム発生量との関係を示します。GTAトーチ先端部に水カーテン式ノズルを取付け、発生するヒュームをカーテン水で捕集し、更に捕集した懸濁液を濾過してヒューム量を求めています。母材は軟鋼で、シールドガスがArとHeの2種類のシールドガスで比較し、用いた電流は100A,200A,300Aの3種類です。アルゴンシールドでは、圧力や電流が増加してもヒューム量の著しい増加は認められません。一方、ヘリウムシールドでは、
 圧力及び電流が増加するとヒュームの発生量は著しく増加しています。
圧力及び電流が増加するとヒュームの発生量は著しく増加しています。これらの溶接は外部環境とシールド領域を、水カーテンにより隔離した状態にしているため、通常のGTA溶接とは異なり外部ガス空間からの空気の混入は無視できることから、ヒューム発生量は大気中のヘリウムシールド状態より少ないと考えています。ヒューム発生量の少ない条件での差異を明瞭に比較するために、右図では右上図と同じデータを縦軸(ヒューム発生速度)のみ対数で表示しています。対数座標ではこれら小さい値の微妙な違いが明確に判別でき、Ar及びHeの両者とも雰囲気圧力が増加するとヒューム発生速度が増加しており、また電流が増加した場合にもヒューム発生速度は増加しています。
右図に雰囲気圧力とヒューム発生量との関係をデカルト座標系でプロットした結果を示します。現時点で考えると、圧力は大気圧、30m、50m、70m、100mの5条件、電流は50Aから300Aまでの50A刻みで6条件実験しておけば、もう少し傾向を明瞭に判断できたのにと思います。
右下図は上記データを縦軸と横軸とを対数座標で表示しなおして示しています。ArとHeの両者で雰囲気圧力が増加すればヒューム発生速度が増加し、電流値が増加するとヒューム発生速度が増加する傾向を判別できます。図中の青色の線は圧力の増加にともないヒューム発生速度が直線的に比例する傾き1の線であり、緑の線は平方根で増加する傾き0.5の線です。この結果からは雰囲気圧力が増加するとヒューム発生速度が増加する傾向を持つとしか結論付けできません。
ヒューム発生速度は溶融金属表面からの金属蒸気発生速度に対応することから、雰囲気圧力増加により陽極点の集中度合いが増加する、あるいは陽極点近傍の溶融金属温度が上昇しているが、定量的に表現できる状態には計測データが集まっていないとの結論になります。
これらのデータを測定した当時は画像計測は実質的に不可能な状態でした。現在の画像計測技術を用いれば、金属蒸気発生機構を定量的に観察して解析できる可能性は十分あります。高速度ビデオの観察経験から、特にHeシールドの場合に溶融池表面から多量の金属蒸気が発生しているように判断しています。アーク溶接現象を高速度ビデオで観察し電極表面を電子顕微鏡(SEM)で観察してきた今までの経験から判断すると、電極からの成分蒸発は存在するものの、GTA溶接ではヒュームの大半は母材側から発生すると考えています。単位時間当たりのヒューム発生量が、この章で紹介した電極消耗速度の5倍程度の値となっていることと、一定程度の電極の消耗は電極側面部の微小付着物であることも、この推論を支えていると考えています。
また、鉄蒸気がヘリウム中に混入すると低温度領域での電子密度が飛躍的に増加する事を考えると、アークプラズマ中に鉄蒸気が混入して全体のエネルギー損失を低くするように作用し、結果としてヒューム発生量が増加すると考えています。
次ページ(5.3 GMA溶接) 2013.12.20作成 2020.1.26改訂