7.4プラズマアーク切断の動画(一部動画はまだ再生できません)
前ページ
1.プラズマ切断、後方から高速度撮影40kfps
(1-4)の動画は群馬大学楠元一臣先生の研究室で撮影された動画です。当面、限定公開にしています。
プラズマアーク切断は電極がマイナス、切断する鋼材がプラスに接続されます。切断する領域(通常切断溝と呼ばれる)に極点(陽極)が形成され、この陽極点はプラズマ切断ガス流でアーク部分が後方に吹き流されます。また、電圧も40-100kHzの高周波で変動しています。これらことから、陽極点は高速度で切断溝内を上から下へと移動すると考えられています。切断開始直後は溝の形成初期で陽極点はプラズマの陰に隠れて観測できていません。切断がある程度進行し溝幅が広くなると側面部にも陽極点が形成されるため、陽極点が移動している様子が動画を再生すると判読できます。しかし、40kfps程度の撮影速度では精確な極点移動周期は分かりません。
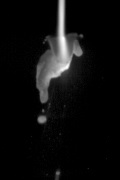
1) pc_bw1:白黒後方から、切断開始時
2) pc_bw2:白黒後方から、切断初期
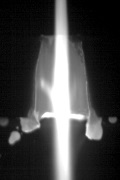
3) pc_bw3:白黒後方から、定常切断期
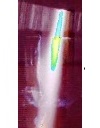
4) pc_col40kfps:カラー後方から、定常切断期
| 1.プラズマ切断、後方から高速度撮影(動画はまだ再生できません) |
|---|
 |
 |
 |
 |
| (1)pc_bw1白黒後方から |
(2)pc_bw2 |
(3)pc_bw3白黒後方から高電圧29V |
(4)pc_col40kfpsカラー、後方 |
次ページ(8.高速水切断) 2013.11.25作成 2016.8.16改定