7.2 プラズマ切断現象
(高速度ビデオ撮影法 8.10 擬似カラー表示)
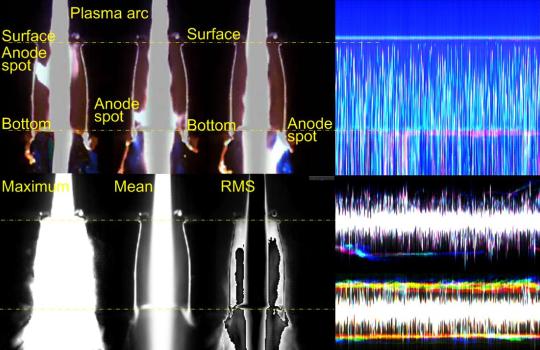
下図にプラズマ切断現象の典型的な例として、陽極点の変動現象の図を再掲します。この動画は、群馬大学楠元一臣先生の研究室で撮影された動画を拝借し、その動画を再構成して表示した結果です。大気中でのプラズマ切断現象を高速度ビデオを用いて切断進行線後方から、40kfps(1秒間に4万枚の映像)で撮影した結果です。プラズマアーク本体は灰色で表示し、本体から分岐して切断面側壁の陽極点(アノードスポット)に伸びているプラズマ部を明るい白色で表示しています。上の方で発生している例と裏面近くで発生している例及び裏面に到達している例を示しています。この撮影速度は陽極点の変動周期とほぼ同じ値であり、移動速度などの計測はできていませんが、陽極点は切断面ほぼ全域に発生していることが分かります。アークの形状は、普通に使用されているプラズマ切断の説明図に近似しています。露光時間の短いカメラ撮影の映像を元に作られた説明図ですから、高速度撮影結果と近似しているのは当然ですが。左下の最大値画像を見ると、陽極点は切断部全面に発生しています。
上図は切断線後方からの撮影結果です。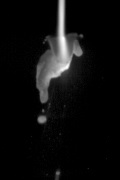 右図は切断開始時点での現象を撮影した結果です。下線部もしくは右画像をクリックすると動画が別タブで再生されます(現時点では楠元一臣先生の了解を得ていないので一般公開はしていません)。プラズマアーク切断は電極がマイナス、切断する鋼材がプラスに接続されます。切断する領域(通常切断溝と呼ばれる)に極点(陽極)が形成され、この陽極点はプラズマ切断ガス流でアーク部分が裏面方向に吹き流されます。7秒間のみの動画なので理解しにくくはなっています。切断材内部に陽極領域が形成されアークにより鋼材が溶融して切断が実行されています。
右図は切断開始時点での現象を撮影した結果です。下線部もしくは右画像をクリックすると動画が別タブで再生されます(現時点では楠元一臣先生の了解を得ていないので一般公開はしていません)。プラズマアーク切断は電極がマイナス、切断する鋼材がプラスに接続されます。切断する領域(通常切断溝と呼ばれる)に極点(陽極)が形成され、この陽極点はプラズマ切断ガス流でアーク部分が裏面方向に吹き流されます。7秒間のみの動画なので理解しにくくはなっています。切断材内部に陽極領域が形成されアークにより鋼材が溶融して切断が実行されています。
プラズマ切断はアークの陽極点及びプラズマからの熱が切断に関与するのに対して、ガス切断では切断溝内部で高温の切断材(ドロス)と切断酸素とが酸化燃焼反応を起こして切断反応に必要な熱量を供給します。右に縦方向を圧縮し、横方向を広げて表示したガス切断開始時の動画を示します。この 画像もしくは下線部付のこの文章をクリックすると、別タブで毎秒3万2千コマで撮影したガス切断現象の映像が毎秒30コマで再生されます。この映像は、予熱炎で上端が十分熱せられた時点で切断酸素を流し、切断を開始する時点での映像です。上端で鉄が燃焼を始め、生成したスラグが下方向に流れて裏面まで燃焼が生じる過程が観察できます。酸素は高温の燃焼温度以上に熱せられた鉄と反応します。酸化鉄の溶融温度は鉄の燃焼温度より低いので、鉄そのものは溶融せず、酸化した鉄(以下スラグと呼びます)のみが除去され、良好な切断が可能となります。この動画は切断開始時の挙動を撮影しています。プラズマ切断とガス切断とがどのような機序で生起しているのかについて、その違いと同一な反応について理解する助けになればと思います。
画像もしくは下線部付のこの文章をクリックすると、別タブで毎秒3万2千コマで撮影したガス切断現象の映像が毎秒30コマで再生されます。この映像は、予熱炎で上端が十分熱せられた時点で切断酸素を流し、切断を開始する時点での映像です。上端で鉄が燃焼を始め、生成したスラグが下方向に流れて裏面まで燃焼が生じる過程が観察できます。酸素は高温の燃焼温度以上に熱せられた鉄と反応します。酸化鉄の溶融温度は鉄の燃焼温度より低いので、鉄そのものは溶融せず、酸化した鉄(以下スラグと呼びます)のみが除去され、良好な切断が可能となります。この動画は切断開始時の挙動を撮影しています。プラズマ切断とガス切断とがどのような機序で生起しているのかについて、その違いと同一な反応について理解する助けになればと思います。
プラズマアーク切断では、アーク電圧は40-100kHzの高周波で変動しています。これらことから、陽極点は高速度で切断溝内を上から下へと移動すると考えられています。右画像は 切断開始直後の切断溝の状況を撮影した動画です。切断開始直後はアーク中心は切断材端部より外側にあるため切断溝幅は狭く、溝の形成初期の陽極点はプラズマの陰に完全に隠れて観測できていません。切断がある程度進行しアーク中心が切断溝内部に形成されて溝幅が広くなると、側面部にも陽極点が形成され、陽極点が移動している様子が判読できます。しかし、40kfps程度の撮影速度では現象を精確に解明するためには撮影速度が不足しているために、実際の極点移動周期は分かりません。この切断条件はアーク電圧が若干低い切断条件です。このため切断材裏面領域は表面領域と同程度の溝幅となっています。
切断開始直後の切断溝の状況を撮影した動画です。切断開始直後はアーク中心は切断材端部より外側にあるため切断溝幅は狭く、溝の形成初期の陽極点はプラズマの陰に完全に隠れて観測できていません。切断がある程度進行しアーク中心が切断溝内部に形成されて溝幅が広くなると、側面部にも陽極点が形成され、陽極点が移動している様子が判読できます。しかし、40kfps程度の撮影速度では現象を精確に解明するためには撮影速度が不足しているために、実際の極点移動周期は分かりません。この切断条件はアーク電圧が若干低い切断条件です。このため切断材裏面領域は表面領域と同程度の溝幅となっています。
アーク電圧が高い場合には、表面領域より裏面領域の切断溝幅が広くなります。右画像は、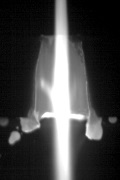 高電圧条件での切断現象の動画です。右上に示した低電圧条件では陽極点が比較的切断溝の上方領域に多く形成されています。高電圧条件では裏面近傍に形成されている時間領域が多くなり、結果的に裏面領域の溝幅が広くなっています。右の画像ではアークプラズマ本体のちょうど裏面近傍から切断溝左端中央付近へとアーク柱が形成されている状況が示されています。陽極点が裏面付近に形成されている時間帯では、裏面より下方でアーク中心部から陽極点へとアークが形成されていることがわかります。
高電圧条件での切断現象の動画です。右上に示した低電圧条件では陽極点が比較的切断溝の上方領域に多く形成されています。高電圧条件では裏面近傍に形成されている時間領域が多くなり、結果的に裏面領域の溝幅が広くなっています。右の画像ではアークプラズマ本体のちょうど裏面近傍から切断溝左端中央付近へとアーク柱が形成されている状況が示されています。陽極点が裏面付近に形成されている時間帯では、裏面より下方でアーク中心部から陽極点へとアークが形成されていることがわかります。
右の画像は、 定常切断期のプラズマ切断を40kfpsの撮影速度で後方からカラーで撮影した映像です。この映像では、プラズマアーク本体領域を少し暗く表示し、本体領域から切断溝の陽極点へと発生している経路を明るく表示していますので、陽極点の形成状態が明瞭に理解できると思います。惜しむらくは撮影速度が実際の現象に対して不足していることです。この頁の最初の画像右上の図で、陽極点は切断溝中央部より裏面側で発生している時間帯が長いこと、裏面部近傍に滞留する時間帯もかなりあることは理解できます。より高速度で撮影して解析すると実際の現象がより理解できると期待しています。
定常切断期のプラズマ切断を40kfpsの撮影速度で後方からカラーで撮影した映像です。この映像では、プラズマアーク本体領域を少し暗く表示し、本体領域から切断溝の陽極点へと発生している経路を明るく表示していますので、陽極点の形成状態が明瞭に理解できると思います。惜しむらくは撮影速度が実際の現象に対して不足していることです。この頁の最初の画像右上の図で、陽極点は切断溝中央部より裏面側で発生している時間帯が長いこと、裏面部近傍に滞留する時間帯もかなりあることは理解できます。より高速度で撮影して解析すると実際の現象がより理解できると期待しています。
 以下には側面から撮影した結果を示します。加工材の側面をなめるように切断している状況を撮影し、切断線前方部分の挙動を調べた結果です。切断は手動のエアプラズマ切断機を用いています。右図に撮影した映像の一例を示します。
以下には側面から撮影した結果を示します。加工材の側面をなめるように切断している状況を撮影し、切断線前方部分の挙動を調べた結果です。切断は手動のエアプラズマ切断機を用いています。右図に撮影した映像の一例を示します。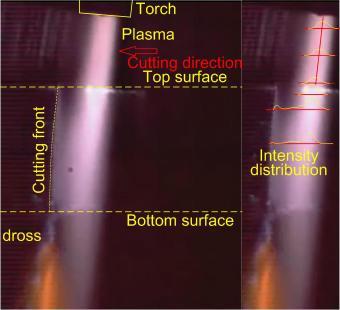 共同研究でお邪魔した先に、手動のエアプラズマ切断機があったので、空いた時間に撮影した結果です。撮影速度は100kfpsです。切断は右から左に進行し、図の右側にプラズマ部に輝度分布を重畳させた映像を示しています。
共同研究でお邪魔した先に、手動のエアプラズマ切断機があったので、空いた時間に撮影した結果です。撮影速度は100kfpsです。切断は右から左に進行し、図の右側にプラズマ部に輝度分布を重畳させた映像を示しています。
トーチから出たプラズマアークは、切断材表面に至るまではほぼ同一の輝度分布をしています。切断部表面近傍では輝度が高くなりこの領域に陽極点が集中していることが理解できます。プラズマの左側(切断前方方向)の前線領域も少し明るくなり、この領域にも陽極点が存在することがわかります。裏面の切断進行部前面にドロスが付着し、一部は酸化反応を生じながら下方に放出されています。切断材内部のプラズマ輝度に比べて、裏面より下のプラズマ輝度が低下しているように感じます。これは切断材内部では板材から反射する光が存在するため、最大2倍輝度が明るくなると考えられます。ただし、正確に輝度分布を表示して検討してみると、見た目ほどの差はありませんでした。この節の最後に輝度分布を示します。
右画像は実際には 100kfpsで撮影した映像を、10kfps相当の速度に再構成し、毎秒30コマで再生させています。ありあわせの材料で急遽撮影した映像であり、不満足な点は多くあります。しかし、陽極点が表面近傍で発生して下方へと流れる様子や、時たま裏面近傍に滞留する様子は判別可能です。プラズマアーク本体の裏面近傍にあるU字型の黒い線は撮影素子に付着したごみです。切断は右から左へと実施しています。切断ざいひょうめにょり内部の溝が先行しています。左上の陽極点領域が青白く光っています。また裏面近傍に情報から裏面領域に流れてきたドロスが明るく表示されています。
100kfpsで撮影した映像を、10kfps相当の速度に再構成し、毎秒30コマで再生させています。ありあわせの材料で急遽撮影した映像であり、不満足な点は多くあります。しかし、陽極点が表面近傍で発生して下方へと流れる様子や、時たま裏面近傍に滞留する様子は判別可能です。プラズマアーク本体の裏面近傍にあるU字型の黒い線は撮影素子に付着したごみです。切断は右から左へと実施しています。切断ざいひょうめにょり内部の溝が先行しています。左上の陽極点領域が青白く光っています。また裏面近傍に情報から裏面領域に流れてきたドロスが明るく表示されています。
右の画像は、 100kfpsで撮影された映像を加工し、アーク本体領域の温度分布の予想を分かりやすく表示するために擬似カラー表示をしている例です。陽極点が切断材表面近傍に形成されている時間帯が長く、アーク自体は裏面近傍でプラズマ本体から切断材表面近傍へと形成されていることもわかります。プラズマ本体の輝度分布を分かりやすくするためにひじカラー表示をしています。プラズマ流本体の時間的な変動がかなり大きく、切断材表面から切断材中央部の領域でアークの輝度が最も高くなっていることも分かります。アーク裏側の切断材側面へも陽極点は形成されているはずですが、この映像からは判別できません。
100kfpsで撮影された映像を加工し、アーク本体領域の温度分布の予想を分かりやすく表示するために擬似カラー表示をしている例です。陽極点が切断材表面近傍に形成されている時間帯が長く、アーク自体は裏面近傍でプラズマ本体から切断材表面近傍へと形成されていることもわかります。プラズマ本体の輝度分布を分かりやすくするためにひじカラー表示をしています。プラズマ流本体の時間的な変動がかなり大きく、切断材表面から切断材中央部の領域でアークの輝度が最も高くなっていることも分かります。アーク裏側の切断材側面へも陽極点は形成されているはずですが、この映像からは判別できません。
右の画像は擬似カラー表示をした右上の画像の元画像です。 切断材側面部をなめるように切断する現象は、実際の現象とは異なります。しかし、大まかな現象はほぼ通常の切断現象と変わらないと考えています。側面からの撮影と切断方向後方からの二つの方向からより適切な高速度で撮影し、通常の切断を裏面から撮影した映像と比較すると、側面部切断の観察結果が実際の切断現象とどの程度異なるのかについてはっきりします。切断現象の観察については時間的な余裕がほとんどなく、したいことが多く残されていて見直すたびに後悔しています。
切断材側面部をなめるように切断する現象は、実際の現象とは異なります。しかし、大まかな現象はほぼ通常の切断現象と変わらないと考えています。側面からの撮影と切断方向後方からの二つの方向からより適切な高速度で撮影し、通常の切断を裏面から撮影した映像と比較すると、側面部切断の観察結果が実際の切断現象とどの程度異なるのかについてはっきりします。切断現象の観察については時間的な余裕がほとんどなく、したいことが多く残されていて見直すたびに後悔しています。
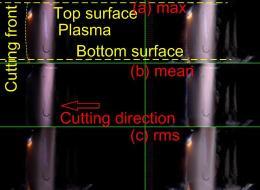 右図は撮影した映像から、最大輝度をピックアップした画像(最大値画像)、平均値画像、平均二乗誤差画像を示しています。左側の画像は正規化した画像、右側の画像は暗い領域まで認識しやすくした画像の例です。100kfpsで0.15秒間撮影した画像15k(15,000)枚の画像を対象としています。このような大量のデータから意味のある映像情報を引き出すためには、それなりの主義主張が必要となります。「百聞は一見にしかず」といいますが、見た目の情報ほど人を欺くものはありません。
右図は撮影した映像から、最大輝度をピックアップした画像(最大値画像)、平均値画像、平均二乗誤差画像を示しています。左側の画像は正規化した画像、右側の画像は暗い領域まで認識しやすくした画像の例です。100kfpsで0.15秒間撮影した画像15k(15,000)枚の画像を対象としています。このような大量のデータから意味のある映像情報を引き出すためには、それなりの主義主張が必要となります。「百聞は一見にしかず」といいますが、見た目の情報ほど人を欺くものはありません。
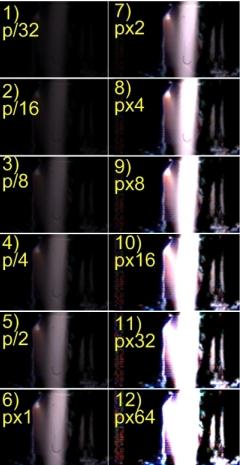
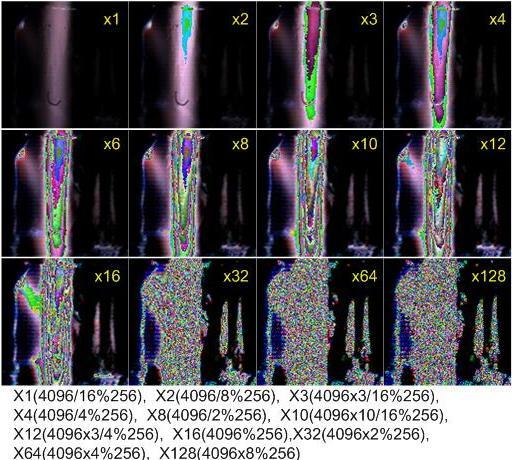
溶接切断現象の映像情報には、「ぱっと見には見えないけれど、情報が存在している」場合が多くあります。幸いなことに、この撮影結果は12ビットのデータ深度を持っています。8ビットデータの場合には[0-255]の輝度値範囲となりますが、12ビットデータでは16倍の[0-4095]の輝度値となります。陽極点が前方に形成されている時点の映像を、2^12倍の輝度で表示した例を右に示します。2^12倍は1024倍になりますから、10進法では10^3倍の輝度差となります。人の目には(3)の画像でようやく前方に形成されている陽極点が判別できます。(11,12)の表示では全体が明るくなりすぎてプラズマアークの部分の情報がほとんど判別できなくなります。切断部後方の切断壁面の凹凸や底部に付着したドロスが識別できます。切断部前線が明るく撮影されているのは、陽極点が形成されているからではなく、プラズマからの光を反射しているためと理解できます。
陽極点へといたる電流通路を理解するためには、(9,10)の画像が好都合で、プラズマアーク本体の主たる流れを理解するためには(6-9)の画像が好都合です。このように表示の仕方で判別できる情報が変わってくるというのを理解しておくことは重要です。
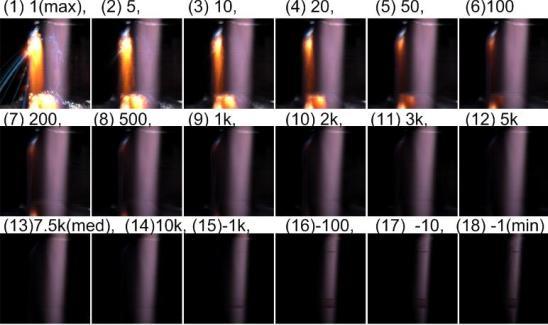
下に示す画像は、各画素での輝度情報をもとに、その画素での(1)最高値から順に(2)5番目に明るい輝度値、(3)10番目に明るい輝度値、(4)20番目に明るい輝度値・・・(13)中間値・・・(17)下から10番目の輝度値、(18)輝度最低値を図示しています。このように表示を変えることにより、高速度ビデオの大量の映像の時間的特徴を一目で理解した気になれます。時間的な変動を理解するためには時刻暦画像が最適ですが、如何なる情報を抽出するのかについては、試行錯誤的な経験が必要で、目的意識と画像の全体的な特徴を理解しておかないと、最適な特徴抽出はできません。最大輝度値画像は、観察している対象で最も目立つイベントの軌跡を目にすることになります。データの統計的な処理法については、「高速度ビデオ画像の統計的処理による特徴量の抽出」を参照してください。平均値画像では輝度の高い突発的なイベントによりその値が影響されますが、中間値画像ではその影響を受けません。この図からわかることは、陽極点の切断線前方部への形成は全体の時間に対して1/1000程度の時間で発生し、陽極点の下方への移動はなさそうなこと、陽極点が形成されたときにその領域が急速に過熱されスパッタが発生したことや発生したガスが下方へと流れたこと、陽極点の形成と関連するか否かは不明ですが、裏面にドロスが発生しそこにも陽極点が形成されている可能性があり、そのイベントの持続時間も陽極点と同じ程度の時間持続していること、などです。
 右図に輝度のヒストグラムを示します。個数は対数で表示しています。大まかにプラズマアーク領域とそれ以外の背景領域と分けています。輝度は12ビット(最大値=4095)です。下の実数で表示したグラフでは2500を超える輝度の個数はほとんど0となっていますが、対数グラフを見ると2500を超える輝度にもそれなりの個数が存在することが分かります。右端の最高輝度値の個数はその下の輝度値の1000倍程度存在し、より輝度の高いものがかなり存在していることが分かります。非常に明るくオーバーフローする点の輝度値を、
右図に輝度のヒストグラムを示します。個数は対数で表示しています。大まかにプラズマアーク領域とそれ以外の背景領域と分けています。輝度は12ビット(最大値=4095)です。下の実数で表示したグラフでは2500を超える輝度の個数はほとんど0となっていますが、対数グラフを見ると2500を超える輝度にもそれなりの個数が存在することが分かります。右端の最高輝度値の個数はその下の輝度値の1000倍程度存在し、より輝度の高いものがかなり存在していることが分かります。非常に明るくオーバーフローする点の輝度値を、 どのように処理するのかはカメラメーカーのノウハウで内容は公開されていません。高速度ビデオを用いた温度計測をかなり試みてきましたが、納得できる数値にならないことが多くありました。
どのように処理するのかはカメラメーカーのノウハウで内容は公開されていません。高速度ビデオを用いた温度計測をかなり試みてきましたが、納得できる数値にならないことが多くありました。
データのヒストグラムのチェックや校正実験を重ねた結果、0近くのデータと、230以上の輝度値データに納得できないものが多くあり、それらが結果に大きく影響していました。現在では、輝度値を計測に用いる場合には、8ビット換算で輝度230以上の値は計算には加えないほうが安全だと考えています。実際的には、8ビットデータで温度計測を行うのは、デジタル誤差の存在も含めて考えると、無意味な行為と考えています。
人の目で識別できる違いは、似た明るさが隣り合っている場合には比較的精密に区別できます。全体的に見た場合には、[1-50]程度の大まかな範囲でしか識別できないようです。データ深度の高い(ダイナミックレンジの大きい)データを撮影取得しても、画像表示する時点で、ほとんどのデータ情報を捨て去ることになります。プラズマの輝度分布などの内部構造を、目で理解するためには擬似カラー表示が欠かせません。下図をもとに擬似カラー表示の説明をします。
12ビットで撮影したデータを8ビットで表示する単純な方法は、単純に16で割って表示をすることです。しかし、上の図に見られるような8ビット換算で150以上の輝度のデータがほとんど無いデータにその単純な換算法を適用するのはあまり好ましくないと直感的に分かると思います。
以下に示す内容の、詳しいアルゴリズムについては、余裕ができた時点で公開します。
測定した12ビットの輝度値から表示用の8ビットに変換する際に、データ個数に均等に輝度を割り振ると、図中にヒストグラムと表示した黒線になります。これでは少し切ないので、輝度値とヒストグラムを勘案して、できるだけ常識的な線で均等になるように割り振ったのが、d_1で示す赤線です。この換算関数を用いて表示した映像が右の図d_1です。この表示である程度の情報は読み込むことができます。もう少し、プラズマの輝度分布構造を理解するための表示法が擬似カラー表示となります。輝度を2段階、3段階、4段階、6段階、8段階と細分して表示をすると、表示輝度値255から0へとジャンプする輝度のところで明るさが極端に変化し、ある種の等高線表示になります。このような表示法を採用すると、プラズマ内部の輝度の違いを目視で確認できます。これが、擬似カラー表示の良い点です。
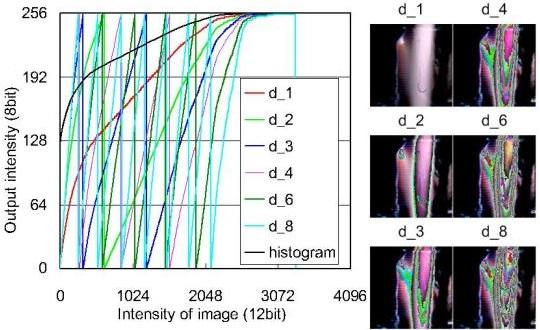
ヒストグラムから計算して擬似カラー化するのが面倒くさい場合には、下図に示すように機械的に擬似カラーにする方法があります。これが一般的な方法ですが、上の図と比較すれば分かるように、陽極点につながるプラズマ部分の表示に物足りないところがあるのと、メインのアーク柱の等高線表示にも物足りなさが残ります。この理由で、上図に示した変換方式を採用しました。
 以上輝度分布を見てきましたが、プラズマ流本体の輝度勾配は以外に規則正しく撮影されています。擬似カラーでは大まかな輝度差は理解できますが、正確に情報を理解するためには、やはり、輝度分布を見る必要があります。右の図は陽極点が前方に形成されているある時刻の映像の水平方向輝度分布を示しています。プラズマ流本体領域から陽極点にいたるプラズマ流の輝度は、20前後と非常に低い値となっています。
以上輝度分布を見てきましたが、プラズマ流本体の輝度勾配は以外に規則正しく撮影されています。擬似カラーでは大まかな輝度差は理解できますが、正確に情報を理解するためには、やはり、輝度分布を見る必要があります。右の図は陽極点が前方に形成されているある時刻の映像の水平方向輝度分布を示しています。プラズマ流本体領域から陽極点にいたるプラズマ流の輝度は、20前後と非常に低い値となっています。
鉛直方向の輝度分布を見ると、トーチから切断材表面のプラズマ領域の輝度が、切断材内部のプラズマの輝度に比較して相当低く、切断材表面での輝度が局所的に大きく増加しています。表面近傍では赤色のみ150前後の高い輝度値が得られています。青と緑も増加していますが、赤の増加度合いの半分程度に留まっています。本節の最初に示した映像の観察でも気になっていたことですが、裏面部近傍で輝度が極端に低くなっています。輝度が極端に低下する理由については、何も分かっていません。
本節最後の図は、水平方向及び垂直方向の輝度値分布です。各画素について全データの輝度分布を求め、最高値、平均値、分散、上位20番目の輝度値と上位100番目の輝度値をプロットしています。切断前面の陽極点についてはオーバーフローしていること、オーバーフローしている個数は20個未満であること、などが分かります。最初に示した画像では、なんとなくその傾向を感じることはできますが、やはり、実際の数値で見ておく必要があります。プラズマアーク本体の領域では、後方の領域の分散値が高くなっていることが目に付きます。
下の鉛直方向分布についても同様です。裏面部で輝度が極端に低下しているのはやはり気になります。その舌の位置での輝度が高いのはドロスによるものです。切断材内部の裏面に近い領域で最高値が高くないのは、測定した0.15秒の間には下の方へ陽極点が発生していないためです。ただし、エアプラズマ切断機の場合には、手動での切断を念頭に開発されていますから、電源の構造上アークはあまり伸びることができないことも考えられます。
次ページ(7.3 水中プラズマ切断) 2013.11.25作成 2016.8.16改定