6.3 溶極式ウォータジェットアーク切断法の基礎的特性
溶極式ウォータジェットアーク切断法の場合には、切断の進行に伴い、電極と切断母材は溶融し、アークにより溶融した金属はガス圧と周囲を高速で流れるジェット水により下方に押し流されます。アークがどこで発生するのかは確率的な問題で、切断母材と電極間の距離とその間に溶融した切断くず(ドロス)がどの程度存在し、アークにより発生するガス量がどの程度存在するのかによって決まります。表面側せはジェット水の影響が強く、ドロスやガスの影響は小さくなり、アークが発生する確率も相対的に低くなります。一方、中央から裏面側にかけては、ジェット水の影響は弱まり、ドロスやガスによる影響が強くなり、アークは長時間滞留することになります。
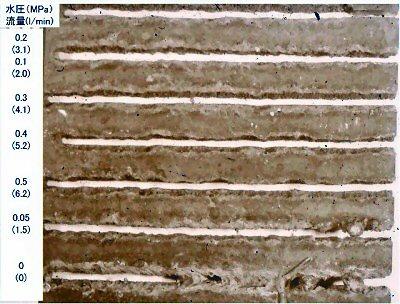
右の写真は、ジェット水の圧力を変化させて、各ジェット水圧で切断再表面形状がどのように変化するのかを調べた結果の例です。切断は右から左へと進行しています。10mmtの軟鋼薄板を大電流(800A)を流しているため、ジェット水を流さない場合にも部分的に切断はできています。しかし、切断は不安定で切断できない箇所も存在します。
また、表面より上でアークが発生する場合もあり、表面角部が溶融している箇所も見られます。0.05MPaの圧力をかけて水を流した場合には全線に渡り切断はできていますが、表面に肩だれが存在する領域もあります。ジェット水圧が高くなると直線的な切断が実施できています。あまり水圧が高くなると、切断線が蛇行気味になる場合もあります。
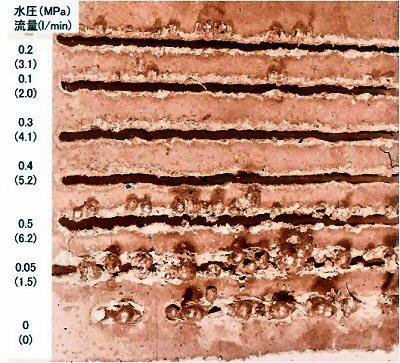
右の写真は、右上に示した鋼材の裏面側です。ジェット水圧がないか低い場合には、裏面にドロスが多く付着しています。また、0.5MPaの高い水圧をかけた場合にもドロスが多くなる傾向があります。
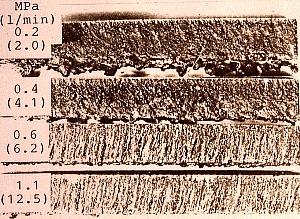 右に切断面の例を示します。切断溝内部でのドロスやガスの発生と滞留の状態には、ジェット水の流速と流量が影響します。切断表面近傍ではジェット水圧に無関係に金属光沢が見られ、最表面ではジェット水の影響が強いことが分かります。切断溝内部では、ジェット水が弱いと切断表面に黒色のドロスの付着が見られます。また、裏面では溶融金属の一部が付着しています。ジェット水の水圧を高くすると、切断溝内部においてもジェット水の効果が発揮され、切断表面への酸化物の付着や、裏面でのドロスの付着非常に限定的になります。
右に切断面の例を示します。切断溝内部でのドロスやガスの発生と滞留の状態には、ジェット水の流速と流量が影響します。切断表面近傍ではジェット水圧に無関係に金属光沢が見られ、最表面ではジェット水の影響が強いことが分かります。切断溝内部では、ジェット水が弱いと切断表面に黒色のドロスの付着が見られます。また、裏面では溶融金属の一部が付着しています。ジェット水の水圧を高くすると、切断溝内部においてもジェット水の効果が発揮され、切断表面への酸化物の付着や、裏面でのドロスの付着非常に限定的になります。
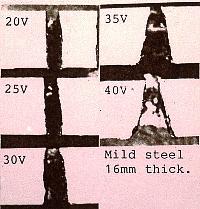 右の写真は、16mmtの軟鋼材を切断した場合の、切断溝形状に及ぼすアーク電圧の影響を調べた結果です。アーク電圧が25Vと低い場合には、切断溝内部でのアーク長は電圧とジェット水とに強く拘束され、アークは側面方向へは長くなり肉ことから、表面側と裏面側との切断溝幅の差異はほとんど認められません。
右の写真は、16mmtの軟鋼材を切断した場合の、切断溝形状に及ぼすアーク電圧の影響を調べた結果です。アーク電圧が25Vと低い場合には、切断溝内部でのアーク長は電圧とジェット水とに強く拘束され、アークは側面方向へは長くなり肉ことから、表面側と裏面側との切断溝幅の差異はほとんど認められません。
一方、アーク電圧が30V以上に高くなると、切断溝内部での電極から鋼材側面へのアーク長は長くなり、結果的に切断溝幅は広くなります。軟鋼薄板切断の場合にその影響が顕著に認められます。伸びうるアーク長は、電圧とジェット水の強さに影響され、板厚が大きい場合には、切断溝にある程度入った点で溝幅はほぼ一定になります。
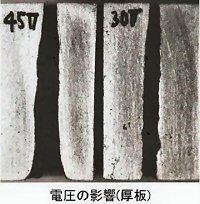 右の写真は、60mmtのアルミニウムを切断した結果です。アルミニウムの溶融金属はすぐ酸化して、再融着しにくいため、比較的容易に切断が可能です。アーク電圧30Vの場合には表面近傍のみやや狭く、内部は狭いほぼ一定の溝幅で切断できています。電圧が45Vと高い場合には、表面から20mmより裏面側で若干末広がりで溝幅が広くなっていています。裏面ではアークが裏面角部に停留しがちとなるため、裏面の角部は局所的に広くなっています。
右の写真は、60mmtのアルミニウムを切断した結果です。アルミニウムの溶融金属はすぐ酸化して、再融着しにくいため、比較的容易に切断が可能です。アーク電圧30Vの場合には表面近傍のみやや狭く、内部は狭いほぼ一定の溝幅で切断できています。電圧が45Vと高い場合には、表面から20mmより裏面側で若干末広がりで溝幅が広くなっていています。裏面ではアークが裏面角部に停留しがちとなるため、裏面の角部は局所的に広くなっています。
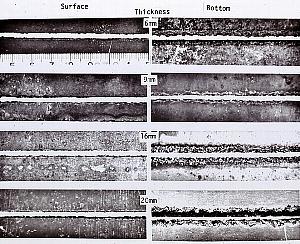 右の写真は同一設定条件で異なる厚みの板を水中切断した結果の一例です。同一設定条件とは、電極ワイヤの送り速度、電源の設定電圧及び台車の送り速度が同一と言う意味です。同一切断速度(台車の送り速度)で板厚が厚くなると、陽極式ウォータジェット切断では、実際に切断中に流れる電流は増加します。それぞれの板の厚みは、上から6mm, 9mm, 16m, 20mmです。表面側から見た切断線は、板厚に関係なくほぼ同じ状態です。裏面のほうは6mmと9mmはあまり相違はなく、16mmと20mmでは若干溝幅が広がり、底部にドロスの付着と底面の広がりが観察されます。板厚10mm程度まではジェット水の勢いが十分強く、底面でのアークの停留が少ないのに対して、16mm以上の厚みでは底面には、アーク長に影響を滞留するガスが存在する、もしくはドロスの量が再アークに寄与する量に増加していると考えられます。
右の写真は同一設定条件で異なる厚みの板を水中切断した結果の一例です。同一設定条件とは、電極ワイヤの送り速度、電源の設定電圧及び台車の送り速度が同一と言う意味です。同一切断速度(台車の送り速度)で板厚が厚くなると、陽極式ウォータジェット切断では、実際に切断中に流れる電流は増加します。それぞれの板の厚みは、上から6mm, 9mm, 16m, 20mmです。表面側から見た切断線は、板厚に関係なくほぼ同じ状態です。裏面のほうは6mmと9mmはあまり相違はなく、16mmと20mmでは若干溝幅が広がり、底部にドロスの付着と底面の広がりが観察されます。板厚10mm程度まではジェット水の勢いが十分強く、底面でのアークの停留が少ないのに対して、16mm以上の厚みでは底面には、アーク長に影響を滞留するガスが存在する、もしくはドロスの量が再アークに寄与する量に増加していると考えられます。
極性の影響(電極)
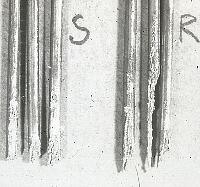
切断に使用する電極は1.6mmから2.4mmと細く、大電流を流すためにその供給速度は溶接よりかなり速い速度となっています。右に切断に使用した電極先端部の写真を示します。鋼材内部で電極が消耗しつくしてしまうと、裏面まで完全に切れなくなる場合があります。このため、安定に切断を実施するためには、電極の一部が
常に裏面に突き出す条件が必要となります電極がプラス(R)の場合には電極の消耗は大きく、切断材裏面の溶融幅は小さくなります。
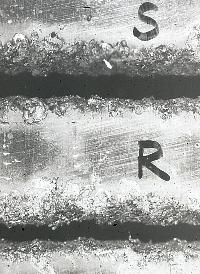
右の写真は、電極がマイナス(DCSP)とプラス(DCRP)の切断裏面の拡大写真です。電極マイナス(DCSP)の裏面は角部が広がっており、電極プラス(DCRP) の場合には裏面角部の溶融が少なくなっています。電極がマイナス(S)の場合には電極の消耗はプラスの場合よりも小さくなっており、ワイヤの実質的な太さが狭くなっているために、裏面角部でのアークの持続が減っていると考えられます。
 右下の写真は、切断実験を行った10mmtのアルミ材の表面及び裏面です。上から、直流電極マイナス(DCSP)の表面と裏面、直流電極プラス(DCRP)の表面と裏面、及び交流で切断した表面と裏面です。電極がマイナスの場合には、前述したように電極の消耗が少なく(裏面部での電極径がやや大きいまま)、切断材裏面の溶融幅は大きくなります。しかし、それほど顕著な大きさではありません。
右下の写真は、切断実験を行った10mmtのアルミ材の表面及び裏面です。上から、直流電極マイナス(DCSP)の表面と裏面、直流電極プラス(DCRP)の表面と裏面、及び交流で切断した表面と裏面です。電極がマイナスの場合には、前述したように電極の消耗が少なく(裏面部での電極径がやや大きいまま)、切断材裏面の溶融幅は大きくなります。しかし、それほど顕著な大きさではありません。
電極がプラスの場合には、電極の消耗はマイナスの場合より大きく、切断裏面幅は相対的に少し狭くなります。
以上のように、切断性能に与える極性の差が顕著でないことから、交流でも切断が可能です。交流では、各周期の0点に近い電圧の時間帯にアークは消滅します。このため、裏面部でアークが長時間持続する確率は大幅に減少し、裏面部が幅広く溶融する現象は少なくなっています。また、切断溝幅自体も直流での切断に比較すると狭くなっています。直流での切断では、溶融したドロスが下方に流される過程で、下部領域でのアーク持続に大きな働きをしていますからどうしてもあークは横方向に伸びる傾向があり、結果的に切断溝幅は広くなっています。交流の場合には、電圧が0近傍になる時間帯が周期の2倍の回数あるために、電圧が低い時間帯でアークが持続しないため、切断溝幅は狭くなります。
以上見てきたように、切断能力には極性の影響(切断表裏面) とアーク電圧及びジェット水による冷却作用が強く働きます。切断母材の表面と裏面は周囲の水により強制的に冷却されます。しかし、1000度近い高温部では板表面には多くの気泡(突沸)が発生し、いた表面と水との直接接触を妨害するため、強制的に水を流さない限り冷却効果には制限がかかっています。切断溝内部ではアークとアークにより発生するガスの影響があり、冷却の主原因は板内部への熱伝導損となります。裏面部では、アーク切断により発生するガスが滞留することがあり、この領域でアークが比較的長時間保持されることなど、大気中に近い状況になります。
次ページ(6.4 切断能力) 2013.11.25作成 2016.8.5改定