6.5 溶極式ウォータジェットアーク切断の自動切断技術
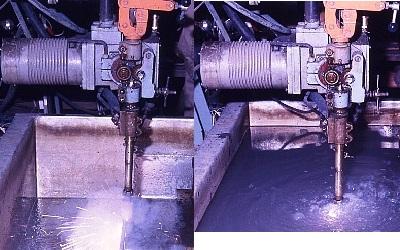 溶極式ウォータジェットアーク切断法はワイヤ供給機構と台車及びジェット水用のポンプがあれば、それで切断が可能です。1000Aの大電流を使いますが、トーチは非常に小さくでき、切断する材料の熱変形も非常に小さいという特徴があります。大気中の切断も可能で、切断材表面でジェット水が周囲に飛び跳ねることを抑えるアダプタをトーチに付加して使用すれば、右図のように大気中の切断が行えます。水没させても同じ能力の切断が可能です。また、ガス切断と同様に切断に方向性がなく、さまざまな形状を切断できます。
溶極式ウォータジェットアーク切断法はワイヤ供給機構と台車及びジェット水用のポンプがあれば、それで切断が可能です。1000Aの大電流を使いますが、トーチは非常に小さくでき、切断する材料の熱変形も非常に小さいという特徴があります。大気中の切断も可能で、切断材表面でジェット水が周囲に飛び跳ねることを抑えるアダプタをトーチに付加して使用すれば、右図のように大気中の切断が行えます。水没させても同じ能力の切断が可能です。また、ガス切断と同様に切断に方向性がなく、さまざまな形状を切断できます。
開先切断結果
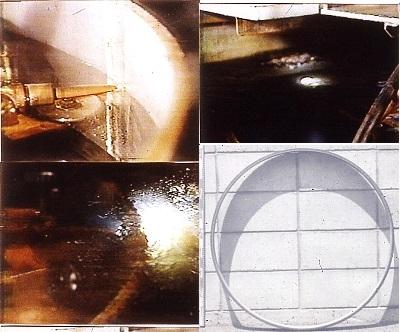
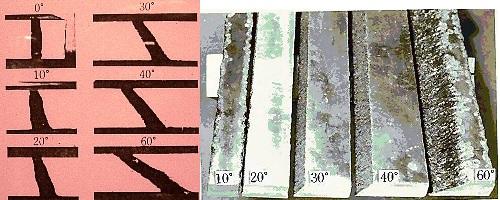 電極ワイヤを連続的に供給して切断を行うために、チップ−母材間距離が少々異なっていても、ほぼ同一の能力で切断が可能です。チップ−母材間距離が近すぎる場合には、切断条件が悪い場合に切断部後方からのドロスの吹き上げによる、ノズルの損傷が問題となります。しかしが、通常の切断ではほとんどその危険性はありません。チップ−母材間距離が離れすぎた場合には、ワイヤの通電距離が長くなり、無駄にワイヤを加熱すること、切断中にアーク部に発生する外力によりワイヤが変形して、切断線が左右に変動して直線性が保てない場合があるなどの欠点があります。ジェット水の能力の低下はさほど問題にはなりません。これらの特長から、ガス切断と同様に斜め開先切断が可能です。角度が大きい場合には、実質的な切断板厚が増加するため、それに応じて切断速度を遅くする必要があります。開先切断では、角度が大きい場合に切断裏面部の片側にガスが滞留しやすくなり、その領域にアークが集中して発生しやすくなり、凹凸が激しくなります。上の写真右側の切断面を示した写真では、10度と60度の切断結果が裏面部を示しています。
電極ワイヤを連続的に供給して切断を行うために、チップ−母材間距離が少々異なっていても、ほぼ同一の能力で切断が可能です。チップ−母材間距離が近すぎる場合には、切断条件が悪い場合に切断部後方からのドロスの吹き上げによる、ノズルの損傷が問題となります。しかしが、通常の切断ではほとんどその危険性はありません。チップ−母材間距離が離れすぎた場合には、ワイヤの通電距離が長くなり、無駄にワイヤを加熱すること、切断中にアーク部に発生する外力によりワイヤが変形して、切断線が左右に変動して直線性が保てない場合があるなどの欠点があります。ジェット水の能力の低下はさほど問題にはなりません。これらの特長から、ガス切断と同様に斜め開先切断が可能です。角度が大きい場合には、実質的な切断板厚が増加するため、それに応じて切断速度を遅くする必要があります。開先切断では、角度が大きい場合に切断裏面部の片側にガスが滞留しやすくなり、その領域にアークが集中して発生しやすくなり、凹凸が激しくなります。上の写真右側の切断面を示した写真では、10度と60度の切断結果が裏面部を示しています。
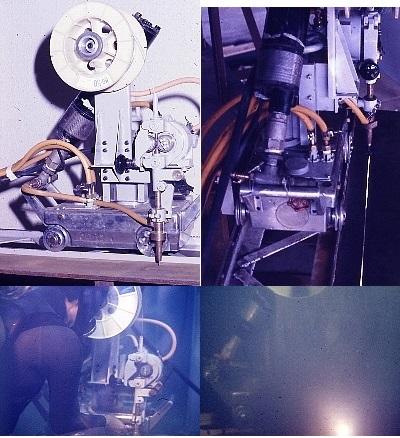 切断装置そのものは、右図に示すように容易に小型化できます。右の写真はワイヤ供給と台車の駆動ををエアモータで行うタイプです。この装置はガス切断台車を改造して作成しており、大気中では30kg程度の重量です。水中では体積分軽くなるため、右下に示すように一人で持ち運びが可能で、水中で容易に持ち運ぶことができます。この装置は写真に示すようにレール上を走行するため、直線の切断に限定されますが、水中で効率的に自動切断が実行できます。切断に使用するアーク電圧は約30V であり、ワイヤ部分が帯電しているため水中切断中は注意が必要となります。装置をセットしている時点では電圧はかかっていないので危険性はありません。現時点の安全管理基準では、常識はずれになりますが、人がいないのが実験を行う上での最大の問題であり、実験はほとんど独力で実施していました。写真を撮影してもらう場合など、一人ではできない場合のみ、手の空いた先輩諸氏にお願いしていました。
切断装置そのものは、右図に示すように容易に小型化できます。右の写真はワイヤ供給と台車の駆動ををエアモータで行うタイプです。この装置はガス切断台車を改造して作成しており、大気中では30kg程度の重量です。水中では体積分軽くなるため、右下に示すように一人で持ち運びが可能で、水中で容易に持ち運ぶことができます。この装置は写真に示すようにレール上を走行するため、直線の切断に限定されますが、水中で効率的に自動切断が実行できます。切断に使用するアーク電圧は約30V であり、ワイヤ部分が帯電しているため水中切断中は注意が必要となります。装置をセットしている時点では電圧はかかっていないので危険性はありません。現時点の安全管理基準では、常識はずれになりますが、人がいないのが実験を行う上での最大の問題であり、実験はほとんど独力で実施していました。写真を撮影してもらう場合など、一人ではできない場合のみ、手の空いた先輩諸氏にお願いしていました。
私自身はヒヤッとしたことはある程度ありましたが、幸い実験中に怪我をしたことはありません。実験前の試験片の加工や、実験後の切断・研磨も自分でしなければならず、企業の実験室の体制をうらやましく思っていました。ただ、水中での作業も含めて、独力で全てを実施していたため、いろいろな経験と知識や技能が身についたことは非常に幸運なことで、実験結果の考察や新たな実験装置の開発には非常に役に立ちました。
研究所内のたった一人の電気系職員であったため、電気主任技術者も兼務しており、所内の全ての装置の所在や性能あるいは不要となった装置類を把握していたことも役に立ちました。当時の装置は全てリレーとタイマで制御する装置であり、特にスポット溶接の制御装置などは非常にたくさんの部品を使用していました。国の予算制度で装置を調達したのでは、必要なときに必要な部品が間に合わない状態でしたから、新規の実験をする場合には、これらの部品を組み合わせてありあわせの制御装置を作成して使用していました。ある程度いけそうだと分かった段階で予算要求をし、ほぼ実験データが出揃た段階で予算がついて、その結果を受けて詳しい仕様を作成してデモ用の装置を発注するという状態でした。この段階では、私自身は新しい実験に取り組んでいて、予算要求や仕様書つくりにはほとんどタッチしていませんでした。この結果、内部の人間関係もあり正規の予算書には私の名前が載っていない年度もありました。
右図に溶極式ウォータジェットアーク切断法の簡単な原理図を示します。連続的に供給する電極ワイヤと切断材との間でアークが発生し、溶けた金属をジェット水で吹き飛ばして切断が進行します。完全に裏面まで切断するためには、裏面部で電極ワイヤが溶け残っている必要があります。しかし、(a)溶け残り部分が多すぎると裏面を突き抜けたワイヤが底部のほかの金属と接触してそこでアークが発生する危険性があります。(d)電極供給速度が遅すぎると、電極は切断材中ほどで消耗しつくしてしまい、裏面が溶け残る場合があります。(c)裏面近傍で電極が完全に溶け切りかつ裏面まで完全に切断できるのが理想ですが、ある程度厚い板を切断する場合にはそのような理想的な条件はほぼ成り立ちません。そのため、一般的な切断条件は(b)電極ワイヤがある程度裏面に突き抜け、時折アークで電極ワイヤが裏面近傍で完全に溶けて落ちる条件となります。
上の説明は、切断速度一定での説明となります。電極の供給速度が一定の条件で考えると、(a)切断速度が遅すぎる場合には、電極ワイヤは裏面に突き抜けた状態での切断となり、切断は裏面まで確実に実行されます。(c)切断速度が速くなると切断溝幅は狭くなり、電極も切断材の中で完全に消耗する状態になります。更に切断速度が速くなると完全な切断はできなくなります。(b)裏面近傍で完全に電極ワイヤが消耗し、裏面も確実に切断できるのが理想です。切断材が20mm以下と薄い場合には、この酔うな理想的な切断条件は設定可能ですが、板厚が厚くなると適正条件を選定することは難しくなります。
 原子
原子
炉内部の補修のように原子炉本体に傷を付けずに、内部の熱遮蔽板のみを切断して解体したい場合、電極ワイヤが裏面の構造物に到達しない条件を選定する必要があります。切断材と裏面の構造体との感覚が一番重要になりますが、薄板であれば裏面を傷つけずに切断する条件を設定することは可能で、右図に示すように全集にわたって確実に水中切断を実行することができます。
パイプの切断の場合には、上の切断とは逆に上側の部分と下側の部分を同時に切断したいこともあります。あまり大きな直径の鋼管を片側から切断することはできませんが、外径40mm程度の小径パイプであれば片側から一気に切断することは可能です。切り始め及び切り終わりが切断実施時の実効的な厚さが一番厚くなります。この条件で切断可能であれば、上下2枚に分かれた状態の領域を切断する際に、上側で電極が溶断することはほとんど無く、上側及び下側を同時にかつ確実に切断することが可能となります。右図にその概要を示します。

アークは電極の側面で発生し、電極消耗は切断速度に比例します。このため、切断速度を上部でワイヤが消耗する量が半分以下になるような速度に設定すると、溶け残った電極ワイヤは裏面に突き抜け、底部のパイプでアークが発生し底部の切断を行います。
この性質を利用すると、右写真に示すように小径の鋼管を片面から切断できます。この特長は、プラズマ切断やガス切断では達成できない特長です。前述したように電極ワイヤの一部が確実に溶け残って、次の層にある板材に届くことが前提の切断ですから、裏面に傷つけたくない金属材が存在する場合には、この特徴は欠点になります。
右の画像は、 アルミの小径パイプの切断状況です。下線部の着いた前の文章か右画像をクリックすると映像が再生されます。切断により主に水が蒸発しドロスと共に水中へ拡散します。アーク光がそれらに散乱されることもあり、アーク発生中の状況は分かりにくくなっています。パイプ内部にワイヤが突き抜けており、パイプ上側及び下側の両方でアークが交互に発生しています。一般的なパイプの切断は外周もしくは内周に沿って切断を実施します。この映像のように上端の切断でワイヤがかなりな量溶け残る条件を選定すれば、下端でも切断が可能です。
アルミの小径パイプの切断状況です。下線部の着いた前の文章か右画像をクリックすると映像が再生されます。切断により主に水が蒸発しドロスと共に水中へ拡散します。アーク光がそれらに散乱されることもあり、アーク発生中の状況は分かりにくくなっています。パイプ内部にワイヤが突き抜けており、パイプ上側及び下側の両方でアークが交互に発生しています。一般的なパイプの切断は外周もしくは内周に沿って切断を実施します。この映像のように上端の切断でワイヤがかなりな量溶け残る条件を選定すれば、下端でも切断が可能です。
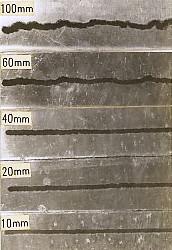
右の写真はトーチ高さが切断にどのような影響を与えるのかについて調べた結果です。金属ワイヤは引張強度が高いのが特徴です。しかし、曲げには弱く電極チップから長く引き出されば引き出されるほど曲がりやすくなります。トーチ高さが40mm程度までは、1.6mmや2.4mmの電極の剛性は十分あり、切断はほぼ直線状に実施されています。トーチ高さが60mm程度になると切断線は若干蛇行する傾向を示しています。トーチ高さが100mmになると左右への振れ(蛇行)はかなり大きくなっています。電極ワイヤを横方向へ駆動する力は、電極ワイヤ側面に発生するアークに起因します。溶接関係者は一般的にこの力に対して、アーク力と言う表現をします。しかし、人によりアーク力の内容はかなり異なっており、誤解を生じています。アークに起因する力としては、(1)電極と切断剤との間にアーク電流が流れることにより、電場と電流により発生する電磁気力、(2)アークの高熱により金属や周囲の水が蒸発、解離、電離して生じるガス圧力に大別されます。この切断法の場合には、電磁気力はアークを表面もしくは裏面側に駆動する力であり、横方向へ駆動する力はほとんど作用しません。ガス圧力はアークが発生している電極側面で、アークの発生している空間を膨張させる力として作用するため、電極ワイヤを横方向に変形させる力となります。アークは切断方向に発生する確率が一番高く、ワイヤを後方に引き離す力が最も強いと考えられます。切断進行面に対して横方向にも力は働きます。電極ワイヤが反対側に押された場合、今度は反対側で電極ワイヤと切断材が接触し、反対側でアークが発生するため、今度は逆向きの力が作用します。電極ワイヤの押し出し長さが短い場合には、剛性がある程度あり、ワイヤが変形する前に、逆向きの力が働いて、ほぼ直線的に切断が出来ています。押し出し長さが長すぎる場合には、ワイヤが母材より上の部分で変形することにより蛇行します。
次ページ(6.6 高水深切断) 2016.8.6作成 2017.6.22改定