6.6 溶極式ウォータジェットアーク切断の高水深中切断
水中切断では、大気中の切断で問題になる騒音やヒュームがほぼ完全に除去され、さらに切断部近傍が強制冷却されるために熱歪も小さいという特徴があります。逆に、切断部表面の冷却速度が速いため、表面部が硬化するという欠点もあります。
溶極式ウォータジェット切断法はMIG溶接法をもとに開発した切断手法で、内径を小さく絞り込んだノズルから、イナートガスの代わりにジェット水を高速で噴出させています。定電圧電源を用いて、母材と電極ワイヤとの間にアークを発生させ、溶融した金属を高速のジェット水で除去して切断を行います。ジェット水は、溶融金属の除去の他に、アークの緊縮と移動、電極の冷却と言う機能を有し、数千アンペアの大電流を使うにもかかわらず、ノズル部分を非常に小さく出来、操作性に優れています。

右写真は実験に用いた2台の高圧チャンバです。チャンバ内部に水を張り、圧力をかけて実験水深相当の高圧雰囲気で切断実験が可能です。左側のチャンバは水深250m相当、右側のチャンバは水深90m相当まで圧力をかけることが出来ます。切断電極ワイヤと送り装置はチャンバの突き出た部分に配置し、切断材料はチャンバ中央下部にある覗き窓の少し下の位置にセットしてあり、トーチを固定して切断材を移動させて切断実験を行っています。チャンバ手前左側が制御装置m右側がガス関係の制御装置です。
右写真は水深200m相当の圧力下で切断実験を行っている状況の一例です。大気中(陸上)の21倍の圧力が作用しているため、同一アーク電圧・電流で切断を実施する場合、発生するガス(モル)量は同一と考えられるため、実際に眼に見えるガス体積は1/21になり、写真に見られるように非常に小さい気泡(ガス)が撮影されています。高圧で使用可能な水中照明を用いて撮影したため、絞りやシャッター時間などにより瞬間的な映像が撮影可能であり、高圧で特徴的な気泡の発生状況を撮影できました。

右図は雰囲気圧力が変わると切断断面がどのように変化するのかについて示す画像です。切断材料は20mmtのアルミニウム、電極ワイヤにもアルミニウムを用いています。アーク電圧は32V,42V,52Vの3種類の電圧を用いて比較しています。切断電流は電流メータで平均値を読み取り約1000Aですが、本切断法では瞬間的には3000Aを越す大電流が間欠的に流れて、時間的な電流値の変動は非常に大きくなっています。電流値は切断板厚と切断速度により変化します。また、無負荷電圧にくらべて電流が流れているときの実際のアーク電圧は低くなっています。これらの切断実験を行っていた当時は、計測装置も貧弱で変化の早い現象の記録には、オシロスコープの画面を撮影していました。
実際のところ、正確な平均電流値と平均アーク電圧値とは測定できていません。表面部での切断溝幅は圧力にはほとんど影響されませんが、切断溝内部及び裏面部の切断溝幅には圧力の影響が顕著に現れます。低面部ではジェット水の効果も低下するために、アークが停留し溝幅は末広がり状になりやすい傾向を持ちます。水深が深くなり雰囲気圧力が増加すると。低面部での溝幅の広がりは小さくなります。
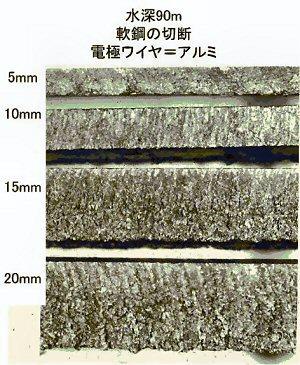
右写真は水深90mでの軟鋼材の切断結果の一例です。切断溝内部での再融着を減らすためにアルミニウムの電極ワイヤを用いています。5mmtの板厚の切断面のみ少し様相が異なっています。裏面部は局所的に広くなっているところがあり、あまり規則的な切断面にはなっていません。10mmt以上の切断材の表面側5mmの領域では表面側に比較的規則的な線状痕がもられます。それより深い領域ではアルミニウムに特徴的な表面が見られます。ワイヤブラシでブラッシングすれば写真に見られる小径の粒は除去できます。これらの付着物は切断により溶融した切断材料とワイヤの溶融仏画再付着したもので、電極ワイヤが切断材料と同じ軟鋼の場合には比較的強固な尤着が生じています。電極ワイヤをアルミニウムにした場合の、この写真のようにアルミもしくは鉄とアルミの混合物が小径の粒が付着しています。
下写真は大気圧での切断実験の後に水槽内にたまったドロスやワイヤを集めいたものです。肥立ち側の写真では、裏面に突き抜けるワイヤの量がかなりあることが分かります。右に拡大した写真を示しています。ワイヤ径より大きな粒滴の中は中空になっていて、溶融金属内部でアークにより生じた高熱で内部のガスが急速に膨張して溶融金属を風船のように押し広げたことが分かります。
 右図に雰囲気圧力と限界切断厚さとの関係を示します。2.4mmφ の軟鋼電極を用いてくさび形の試験片を、無負荷電圧45V、電極プラス、電極供給速度 10m/minの条件で切断して最大切断厚さを求めた結果です。厳密には環境圧力が増加すると限界切断板圧は若干低下する傾向を示しています。溶極式ウォータジェット切断法では、アーク柱部が高速度のジェット水で直接冷却されて十分緊縮されています。電極と切断材との間に発生するアークの長さは非常に短いために、限界切断板厚への圧力の影響は限定的にしか認められません。
右図に雰囲気圧力と限界切断厚さとの関係を示します。2.4mmφ の軟鋼電極を用いてくさび形の試験片を、無負荷電圧45V、電極プラス、電極供給速度 10m/minの条件で切断して最大切断厚さを求めた結果です。厳密には環境圧力が増加すると限界切断板圧は若干低下する傾向を示しています。溶極式ウォータジェット切断法では、アーク柱部が高速度のジェット水で直接冷却されて十分緊縮されています。電極と切断材との間に発生するアークの長さは非常に短いために、限界切断板厚への圧力の影響は限定的にしか認められません。
次頁(6.7 孔開け加工) 2013.12.20作成,2016.6.12改定