4.4 予熱炎(ガス切断固有の予熱炎に関する基礎的な事項)
 右表に予熱炎の燃料ガスとして使用可能なガスの燃焼特性を示します。燃焼熱と言うのは各分子と酸素とが反応して生成する熱量です。生活習慣病を心配する立場からはカロリがなじみのある単位ですが、物理の本則にのっとりジュール(J)を用いて表示します。またモル当たりの熱量を表示するのが本則ですが、モル当たりの数字を見るとウッカリと勘違いを起こしやすいと感じています。このため、キログラム当たりと1立米当たりに発生する熱量も併記しています。参考のため、下表にカロリ表示の値も示します。
右表に予熱炎の燃料ガスとして使用可能なガスの燃焼特性を示します。燃焼熱と言うのは各分子と酸素とが反応して生成する熱量です。生活習慣病を心配する立場からはカロリがなじみのある単位ですが、物理の本則にのっとりジュール(J)を用いて表示します。またモル当たりの熱量を表示するのが本則ですが、モル当たりの数字を見るとウッカリと勘違いを起こしやすいと感じています。このため、キログラム当たりと1立米当たりに発生する熱量も併記しています。参考のため、下表にカロリ表示の値も示します。
水中で使用するためには、液化深度が重要な制限要素となります。液化深度より深い水深では、その燃料は液体に留まり気化しないため使用が難しくなります。水素はモル当りの燃焼熱は低いのですが、液化深度が深く、また、燃焼生成物が水であり、環境への汚染がないことから、水中での使用に適しています。燃焼炎が見えにくく、燃えているのかいないのかが分かりにくいのが難点です。アセチレンは、発熱量や火炎温度が高く、陸上で多用されています。しかし、熱力学的には極めて不安定で、加熱・圧縮・衝撃などわずかの刺激で分解爆発を起こす危険性が高く、水深7m程度までの浅い水域での使用に限られます。より深い水深でガス切断を行うために、MAPPガスやJETガスなど、水素ガスあるいはプロパン系との混合ガスが燃料として良く用いられます。
上の二つの表では発火温度や火炎速度の値が異なっています。溶接系や化学系など分野により用語の定義が異なり、いろいろな数表が出回っています。両者の表はそれぞれの系統に属する資料からもっともらしい値を集めていますが、どの数字が本当に正しいのか、私には分かりません。
ガス切断は、予熱炎を用いて切断したい鋼材の表面を高温に熱して、そこに酸素ガスを吹きつけて切断します。ガス切断の予熱炎はアークより温度と熱エネルギーは小さいのですが、切断酸素を取り囲んで燃焼するガス炎が切断酸素の噴出する勢いとその純度を保護する作用があり、平滑な切断面を得ることが出来ます。切断部上端の温度は燃焼生成熱の伝導と予熱炎により上昇しますが、切断速度が増加すると切断部上端が発火(燃焼)温度に達しなくなり、燃焼反応が停止する(ルーズカット)現象が起こり、論理的に切断速度には上限があります。
参考のために各種燃料ガスと支援性ガスの容器の色とねじ方向の一覧表を示します。
火口には様々な種類形状があり、可燃性(燃料)ガス、板厚、要求品質、用途、吹管によって使い分けられています。高速切断用のダイバーゼント火口、開先切断や塗装材には強予熱タイプ火口、板厚150mm以上の切断には厚物専用火口などがあります。各火口には数種類の番手(切断酸素流出口径の違いで番号が割り振られている)があり、板厚によって使い分けます。
切断火口は、燃料ガスと予熱酸素の混合位置により3方式に分類されます。右図(a)トーチ混合方式は低圧で用い、(b)火口混合方式は中圧で用い、(c)火口外混合方式は逆火しない製鉄作業での高温材料の切断に用いられます。
火口出口での酸素圧力が適切な範囲内であれば良好な切断が可能です。しかし、圧力が高すぎる場合には、切断酸素の流れが不安定になり、所定の切断能力と品質が得られにくくなります。
アセチレンのみを流して点火すると、オレンジ色の不完全燃焼を生じ黒いすすが多発します。徐々に予熱酸素を流していくと、黒いすすの発生はおさまり、火口近傍に白色の芯が生じ、その周囲に淡白色の還元(アセチレン)炎、さらにその周囲に青白色の外炎で構成される炭化炎となります。予熱酸素量が適切になれば、炭化炎は消え、白芯は2-3mm伸び、その周囲はほぼ透明な炎となります。
切断火口の整備不良で逆火することがあります。予熱酸素量が過剰になれば、白芯は伸び周囲の炎の色は青みがかったオレンジ色になります。
 右図に逆火の原因とその対策を示します。日常的な整備・点検が大切な事故防止対策ですが、「言うは安く、行うは難し」で、きちんと整備しているつもりでも、見落としはよくあることです。私もヒヤリとした経験がたくさんあります。高圧チャンバーを用いて水深200m相当の酸素アーク切断を実施している時に、切断酸素を供給するホース内に逆火してあわてたことがありました。すぐに気がつき、酸素ボンベ元栓を締めて事故には至りませんでしたが、長時間断続的に使用するとホース内が汚れて危険になるということを実感しました。
右図に逆火の原因とその対策を示します。日常的な整備・点検が大切な事故防止対策ですが、「言うは安く、行うは難し」で、きちんと整備しているつもりでも、見落としはよくあることです。私もヒヤリとした経験がたくさんあります。高圧チャンバーを用いて水深200m相当の酸素アーク切断を実施している時に、切断酸素を供給するホース内に逆火してあわてたことがありました。すぐに気がつき、酸素ボンベ元栓を締めて事故には至りませんでしたが、長時間断続的に使用するとホース内が汚れて危険になるということを実感しました。
大気中の燃焼では、未燃焼の燃料ガスは炎の外縁で周囲の酸素と反応し燃料ガス独特の色で燃焼します。しかし、水中では未燃焼の燃料ガスはそのまま燃焼には関与せず水中へ放出されます。思わぬところに未燃焼の燃料ガスが滞留し爆発する危険が生じるので、細心の注意が必要となります。個人的な話になりますが、水中切断実験で実験水槽水面付近に滞留する燃料ガスを長年吸い続けた結果、燃料ガスのにおいには不感症になってしまいました。
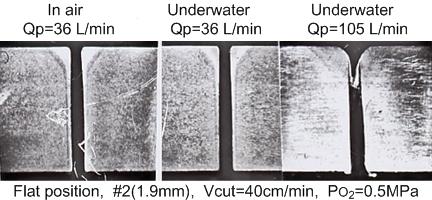 右に予熱炎が切断結果に与える影響を示します。大気中でも水中でも、適切な予熱炎を使用すれば肩垂れの無い切断が実施されます。切断材表面近傍の熱影響部も、大気中と水中とでほとんど相違は無く、切断中は水中でもシールドを確実に行えば大気中と同等な状態になっていると考えられます。私自身は、原子炉圧力容器などの非常に厚い部材の水中切断を一つの目的としていましたので、良質切断より確実な切断を指向していました。厚い部材を水中で確実に切断するためには、板表面温度が、酸化反応が確実に生成するだけの温度になっているべきだと考え、肩垂れが生じる切断条件が良い水中切断の条件と考えて実験していました。このため、見栄えが大切と考える通常の感覚の上司たちとは常に衝突していました。右端は予熱ガス流量を標準の3倍にした切断結果です。表面は予熱炎の影響で溶け、肩垂れを起こし、一部の溶融金属は切断溝内部に垂れ落ちています。熱影響部も3倍以上広がっています。また、底面にはドロスが付着しています。薄い板材ではこのように悪い結果のみが目立ちますが、100mmを超える厚板では予熱炎が大きく効果を発揮します。
右に予熱炎が切断結果に与える影響を示します。大気中でも水中でも、適切な予熱炎を使用すれば肩垂れの無い切断が実施されます。切断材表面近傍の熱影響部も、大気中と水中とでほとんど相違は無く、切断中は水中でもシールドを確実に行えば大気中と同等な状態になっていると考えられます。私自身は、原子炉圧力容器などの非常に厚い部材の水中切断を一つの目的としていましたので、良質切断より確実な切断を指向していました。厚い部材を水中で確実に切断するためには、板表面温度が、酸化反応が確実に生成するだけの温度になっているべきだと考え、肩垂れが生じる切断条件が良い水中切断の条件と考えて実験していました。このため、見栄えが大切と考える通常の感覚の上司たちとは常に衝突していました。右端は予熱ガス流量を標準の3倍にした切断結果です。表面は予熱炎の影響で溶け、肩垂れを起こし、一部の溶融金属は切断溝内部に垂れ落ちています。熱影響部も3倍以上広がっています。また、底面にはドロスが付着しています。薄い板材ではこのように悪い結果のみが目立ちますが、100mmを超える厚板では予熱炎が大きく効果を発揮します。
次頁(4.5:切断品質) 2013.11.25作成 2026.02.16改定